1
(61) 1М6204
U1) 4481433/12
(22) 09.09.88
(46) 23,04.91. Бюл. К 15
(75) Г.Е.Князев и В.П.Лкшькин
(53)612.778.621.886 (088.8)
(56)Авторское свидетельство СССР № 1516204, кл. В 21 G 3/00, 1988.
(54)УСТРОЙСТВО ДЛЯ ОТВОДА ДЕТАЛЕЙ
(57)Изобретение относится к обработке металлов, в частности к устройствам для отвода деталей из гвоздильного автомата. Цель изобретения - повысить производительность в работе и степень отделения выштамповки от штифтов. Выштамповка 17, как наиболее мелкая по размерам, ударившись о лепестки, не в состоянии их отогнуть s и пролететь дальше, и поэтому падает через пазы на второе цельное (без пазов) дно 12 и далее соскальзывает в сборник отходов 2 з.п. ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отвода деталей | 1988 |
|
SU1516204A1 |
| Устройство для отбора проб сыпучих материалов в потоке | 1990 |
|
SU1756796A2 |
| Автомат по приему пластиковой тары, прессованию и сортировке ее по цвету и пресс для прессования тары | 2022 |
|
RU2796790C1 |
| СТОПОУКЛАДЧИК | 2005 |
|
RU2314245C2 |
| Автоматическая линия для индукционной термической обработки плоских деталей | 1981 |
|
SU1018983A1 |
| Устройство для укладки в тару изделий | 1986 |
|
SU1344688A2 |
| СПОСОБ ГРАНУЛИРОВАНИЯ СТЕКЛА В ПРОИЗВОДСТВЕ СТЕКЛЯННОЙ ТАРЫ | 2020 |
|
RU2746632C1 |
| СПОСОБ ГРАВИТАЦИОННОГО ОБОГАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ЖЕЛОБА | 1995 |
|
RU2148436C1 |
| ПАРАШЮТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ АЭРОПЛАНА | 1924 |
|
SU1047A1 |
| Барабанное автоматическое бункерно-загрузочное устройство | 1984 |
|
SU1171275A1 |

# я
1
(Л
СБ Јь
сс
00
о
Тара
го
Изобретение относится к обработке металлов, в частности к устройствам для отвода деталей из гвоздильного .автоматами является усовершенствованием устройства по авт.св. № 1516204.
Цель изобретения - повышение производительности в работе и степени отделения выштамповки от штифтов.
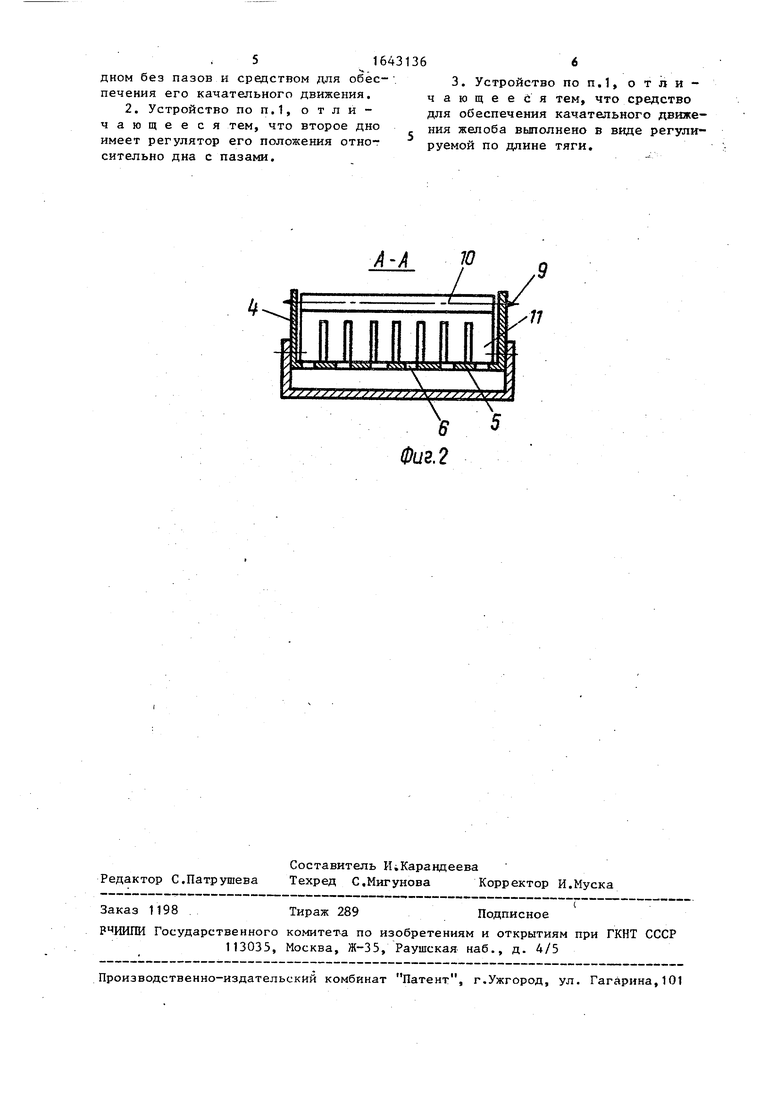
На фиг. 1 изображено устройство, общий вид, на фиг. 2 - разрез А-Л на фиг. 1.
Устройство содержит наклонный желоб 1, соединенный шарнирно, с помощью оси 2 с горловиной 3 автомата. Желоб имеет два борта А и дно 5 с пазами 6 квадратной формы, размещенными рядами со смещением в смежных рядах один относительно другого по ширине дна 5.
Между бортами 4 закреплена перегородка 7 с зазором, относительно дна 5, равным 3-4 диаметрам штифта 8, и шарнирно с помощью оси 9 установлены шторки 10, каждая из которых выполнена из продольных пружинящих лепестков 11, установленных с возможностью контакта с дном 5,
Желоб снабжен дополнительно вторым цельным (без пазов) дном 12 и соединен посредством тяги 13 шарнирно с помощью осей 14 и 15 с ползуном 16 автомата, совершающим кача- ельные движения.
Наличие второго дна позволяет задерживать запавшие в пазы 6 тем или иным концом штифты 8, но не препятствует прохождению выштамповки 17, а, наоборот, направляет последнюю в строго отведенное место (сборник отходов) .
Расстояние между верхним дном 5 и нижним дном 12 выполнено с возможностью регулирования и равно 1,1- 1,3 длины выштамповки 17.
10
15
20
Амплитуда колебаний желоба изменя ется в широких пределах за счет rfepe- становки оси 15 в те или иные отверстия 18, выполненные в бортах желоба.
Устройство работает следующим образом.
Из зоны рубки через горловину 3 автомата на дно 5 наклонного желоба 1 под действием собственного веса падают штифты 8 и выштамповка 17.
Ударяясь о перегородку 7, они замедляют скорость движения и приобретают определенную направленность в перемещении.
Ударившись о лепестки 11 шторок 10 выштамповка 17, как наиболее мелкая по размерам и легкая фракция, не в состоянии отогнуть лепесток 11 и пролететь дальше, поэтому падает через пазы 6 на второе цельное (без пазов) дно 12, и далее соскальзывает в сборник отходов.
Ытифты 8 как наиболее крупная по размерам и весу фракция (длина штифта в 4-5 раз больше длины выштамповки) , ударяясь о лепестки 11, отгибают их и, не поворачивая всей шторки 10, пролетает дальше, к следующей шторке, где происходит то же самое, и т.д., пока не упадет в тару готовой продукции.
Как установлено практикой, не все штифты попадают в тару, некоторые 35 из них по неизвестным причинам падают тем или иным концом в пазы 6 и, коснувшись второго цельного дна на несколько мгновений, под действием
колебаний желоба 1, подпрыгивают и 40
25
30
далее падают в тару готовой продукции.
Таким образом, второе дно не позволяет штифту провалиться через пазы в выштамповку. Колебания желоба не Тяга 13 выполнена по длине регули- 45 только позволяют выбрасывать запав- руемой,шие в пазы штифты, но и совместно со
Размер пазов 6 выбирают в зависи- шторками повысить интенсивность промости /-от длины штифта 8 и выштамповки цесса отделения выштамповки от штиф- 17 и равняется от примерно 0,3 длины штифта, но не менее 1,1-1,3 длины 50 выштамповки.
Расстояние между пазами 6 по длине и ширине желоба выбирают в зависимости от длины штифтов и равняется
тов, и наоборот.
Формула изобретения
оно примерно чуть больше половины длины штифтов.
За счет изменения длины тяги 13 угол наклона и положение желоба изменяются до необходимых параметров.
5
0
Амплитуда колебаний желоба изменяется в широких пределах за счет rfepe- становки оси 15 в те или иные отверстия 18, выполненные в бортах желоба.
Устройство работает следующим образом.
Из зоны рубки через горловину 3 автомата на дно 5 наклонного желоба 1 под действием собственного веса падают штифты 8 и выштамповка 17.
Ударяясь о перегородку 7, они замедляют скорость движения и приобретают определенную направленность в перемещении.
Ударившись о лепестки 11 шторок 10 выштамповка 17, как наиболее мелкая по размерам и легкая фракция, не в состоянии отогнуть лепесток 11 и пролететь дальше, поэтому падает через пазы 6 на второе цельное (без пазов) дно 12, и далее соскальзывает в сборник отходов.
Ытифты 8 как наиболее крупная по размерам и весу фракция (длина штифта в 4-5 раз больше длины выштамповки) , ударяясь о лепестки 11, отгибают их и, не поворачивая всей шторки 10, пролетает дальше, к следующей шторке, где происходит то же самое, и т.д., пока не упадет в тару готовой продукции.
Как установлено практикой, не все штифты попадают в тару, некоторые 5 из них по неизвестным причинам падают тем или иным концом в пазы 6 и, коснувшись второго цельного дна на несколько мгновений, под действием
колебаний желоба 1, подпрыгивают и 0
5
0
далее падают в тару готовой продукции.
шторками повысить цесса отделения в
тов, и наоборот.
шторками повысить интенсивность процесса отделения выштамповки от штиф-
Формула изобретения
51643136
ж .
дном без пазов и средством для обес- печения его качательного движения. 2. Устройство по п.1, отличающее ся тем, что второе дно имеет регулятор его положения относительно дна с пазами.
