1
(21)4665076/23
(22)23.03.39
(46) 23.04.91. Бюл. К° 15
(71)Волгодонское производственное объединение Атоммаш
(72)В.Ш.Магдеев
(53)531 .717 (033.3)
(56)Авторское свидетельство СССР № 1551960, кл. G 01 В 5/20, 1988.
(54)СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ КРУГЛОСТИ
(57)Изобретение относится к измерительной технике и может быть использовано для измерения отклонений от круглоети крупногабаритных цилиндрических деталей. Целью изобретения является повышение точности за счет повышения точности измерения координат точек поверхности по всему периметру. При измерении на торце детали устанавливают равномерно по окружности измерительные центры 0, 0, Oj, А, В и С, количество и расположение которых зависит от гармонического состава спектра отклонений от круглости данного типа деталей и требуемой погрешности измерений. Измеряют расстояния о,о2, , o2ov огл, , о,в,
Од В, О,, С и ОС, по которым определяют координаты точек и величину отклонений от круглости. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ КРУГЛОСТИ | 2002 |
|
RU2217694C1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ И ДИАМЕТРОВ ВНУТРЕННИХ СЕЧЕНИЙ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2166729C1 |
| СПОСОБ ИЗМЕРЕНИЯ КООРДИНАТ ЦЕНТРА И РАДИУСА ЦИЛИНДРИЧЕСКИХ УЧАСТКОВ ДЕТАЛЕЙ | 2014 |
|
RU2581384C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИАМЕТРА ИЗДЕЛИЯ | 2003 |
|
RU2267088C2 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ПОПЕРЕЧНЫХ СЕЧЕНИЙ НА КРУГЛОМЕРАХ | 2016 |
|
RU2637368C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ЦЕНТРА ОТВЕРСТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2667666C1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО ПРОФИЛЯ ИЗДЕЛИЯ | 2003 |
|
RU2240496C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ НА КРУГЛОМЕРЕ | 2003 |
|
RU2243499C1 |
| Устройство для измерения нестабильности оси вращения шпинделей, осей и валов | 1989 |
|
SU1714358A1 |

if
ФигЛ
316Д
Изобретение относится к измерительной технике и может быть использовано для измерения отклонений от круглости крупногабаритных цилиндрических деталей.
Целью изобретения является повышение точности.
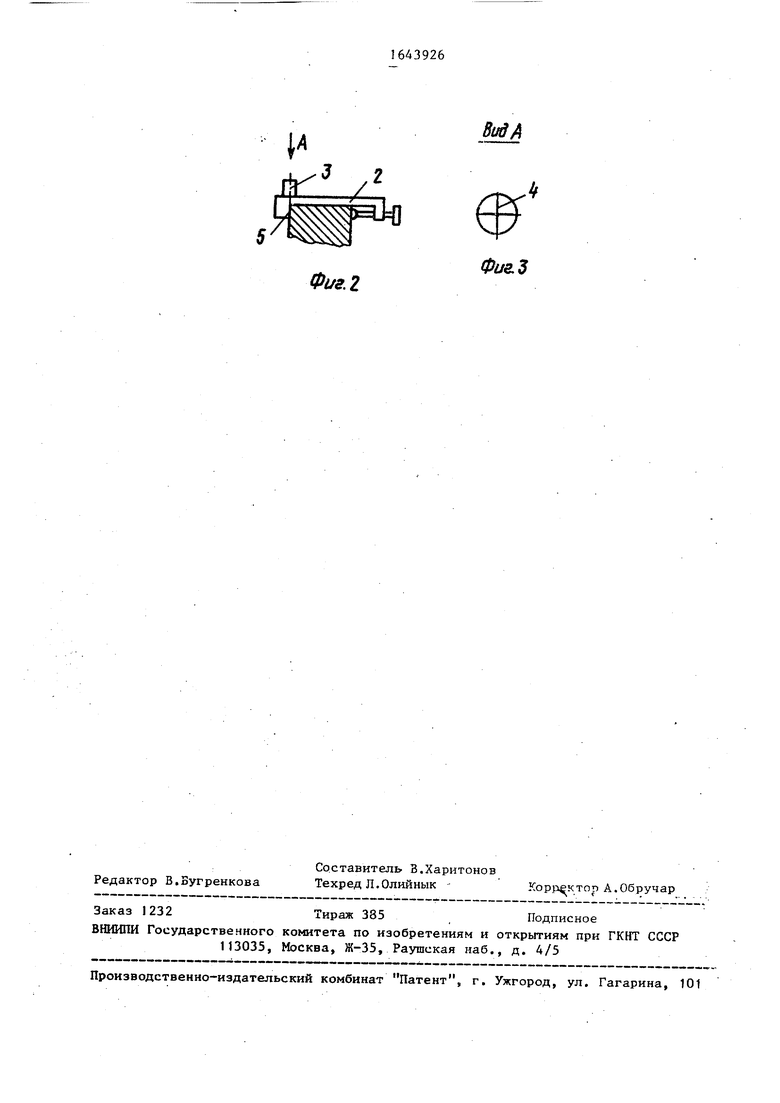
На фиг.1 показана схема измерения отклонений от круглости; на фиг.2 - схема установки измерительного центра; на фиг.З - вид А на фиг.2.
Схема измерения отклонений от круглости содержит устанавливаемые на измеряемой поверхности 1 с помощью струбцины 2 измерительные центры 3 с рисками 4 на торцовой поверхности, точка пересечения которых лежит на оси центра 3, расположенной на опорной поверхности 5 струбцины 2.
Способ осуществляют следующим образом.
На торце детали устанавливают равномерно по окружности три измерительных центра 3 в точках 0, 02 и О.С помощью измерителя линейных перемещений, например рулетки, измеряют рас I стояния OjOg, и межДУ центрами. Определяют число точек контроля с учетом гармонического состава спектра отклонений от круглости данного типа деталей и требуемой погрешности измерений. Маркируют эти точки А, 3 и С, устанавливают в эти точки измерительные центры 3 и иэме- ряют расстояния и на участке длиной L {| 0(В и на участке длиной L4 и О,С и на участке длиной L . Выбирают систему координат YOjX так, что одна из осей про- ходит через два измерительных центра, и определяют координаты точек поверхности в следующей последовательности.
О).
xo, e °J 4 °;
xos °t° YO, ж °J
: 020, 0 a, arccos x
(2)Ql°i + °LP.t OaOf. 20,,
хог
Y0a °«°2 ,03;
(3) (4)
э arccos x
OtYZ + 0,0j - В02Э 2б7вт о75э
X& О,В cos Z.BO,,09; YB «0,5 sin ЈВО,0Э;
Vxo/ + YA - V (хд-х0з) + YA- Y)
(X..-Yo,)2
(5) (6)
АО,
Z 2
3
lo,
Ojlo,
o,c
(Xc-X0i)4+(Yc-Y0Ј)2
ozc
(7)
(8)
По полученным данным судят о величине отклонения от круглости.
Формула изобретения
Способ измерения отклонений от круглости, заключающийся в том, что устанавливают на измеряемой поверхности по окружности три измерительных центра, перемещают один из них по дуге окружности между двумя другими центрами и измеряют при этом расстояния между центрами, по которым судят об отклонениях от круглости, отличающийся тем, что, с целью повышения точности, центры устанавливают на измеряемой поверхности равномерно по окружности,каждый из центров последовательно перемещают между двумя другими по поверхности детали с возвращением и фиксацией в первоначальном положении, а перемещения центров осуществляют в пределах дуги окружности, не превышающей 1/3 части периметра.
Фиг. Z
Вид А
Фиг.3
