(21) 4460228/08 (22) 08.06.88 (46) 30.04.91. Ьюл. № 16 (72) А.А.Корчагин
(53)621.9.047 (088.8)
(56)Авторское свидетельство СССР № 311719, кл. В 23 Н 9/02, 1970.
(54)СНОСОВ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
(57)Изобретение относится к машиностроению, и может быть использовано при электрохимической обработке крупногабаритных деталей. Цель изобретения - расширение технологических возможностей путем работы на переменном электрическом режиме от источника постоянного .напряжения . Перемещающийся секторный катод 4 с биполярным токоподводом подводится со стороны анодного растворения детали. При этом зазор анода 3 с деталью 1 превышает зазор детали к катода. Деление секторного катода меридианальными плоское- - тями на секции и разнесение в окружном направлении позволяет не только вести обработку детали на переменном, электрическом режиме от источника постоянного напряжения, но и регулировать частоту и скважность импульсного режима. На катоде установлены полосовые магнитые которые выполняют роль боковых перегородокs а дополнительные магнитные поля переменной поперечной ориентации ускоряют процесс микровыравнивания поверхности при ЭХО. 2 з.п. ф-лы, 5 ил.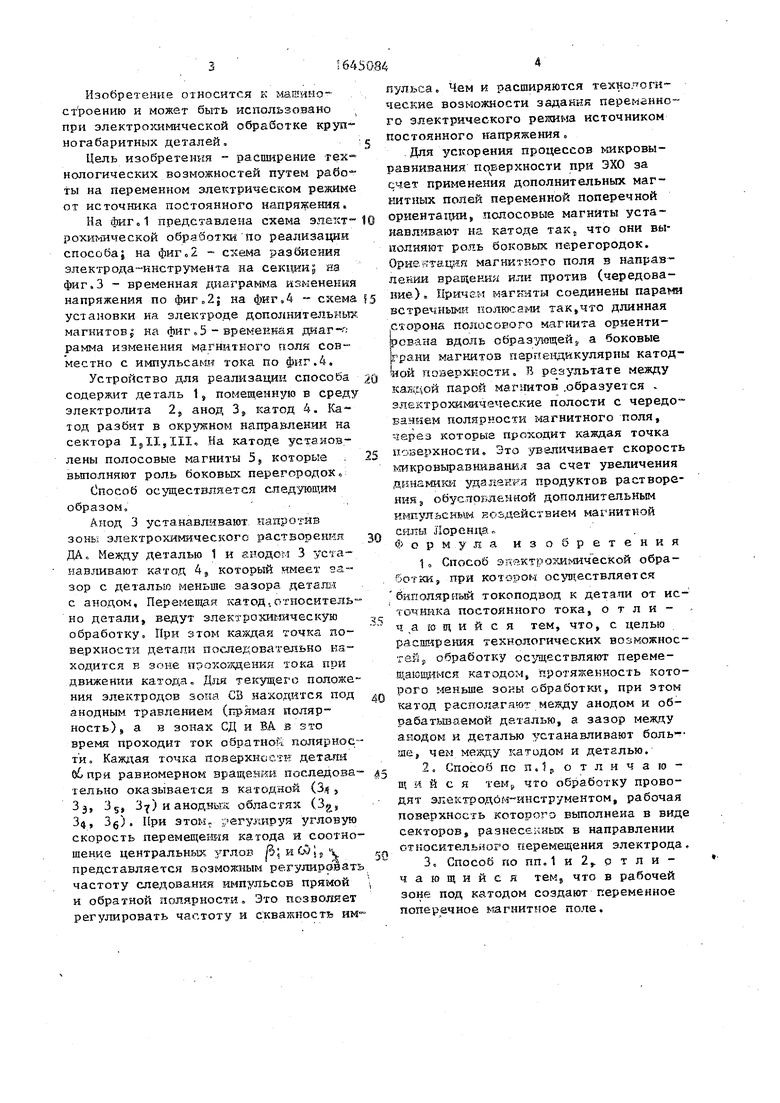
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки | 1980 |
|
SU933347A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Способ электрохимической обработки | 1978 |
|
SU891297A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРЕКТИРОВКИ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ДЕТАЛЕЙ ТИПА "КОЛЬЦО" | 1998 |
|
RU2136460C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1991 |
|
RU2022063C1 |
| Способ электрохимической обработки | 1990 |
|
SU1815040A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1971 |
|
SU311719A1 |
| Способ электрохимической обработки | 1980 |
|
SU933353A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА "ИГЛА" | 2000 |
|
RU2176580C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С УБЫВАЮЩЕЙ ЗАВИСИМОСТЬЮ ВНЕШНЕГО ДИАМЕТРА ОТ ДЛИНЫ | 2000 |
|
RU2176579C2 |


I
3%
л
2
D
А
s a &1
/ -/ -7-Г о с / В
. Фиг.1
1И
.-.Z-.
- -f- ---
00 Ј
/
«А
Изобретение оiносится к машиностроению и может быть использовано при электрохимической обработке крупногабаритных деталей.
Цель изобретения - расширение технологических возможностей путем работы на переменном электрическом режиме от источника постоянного напряжения.
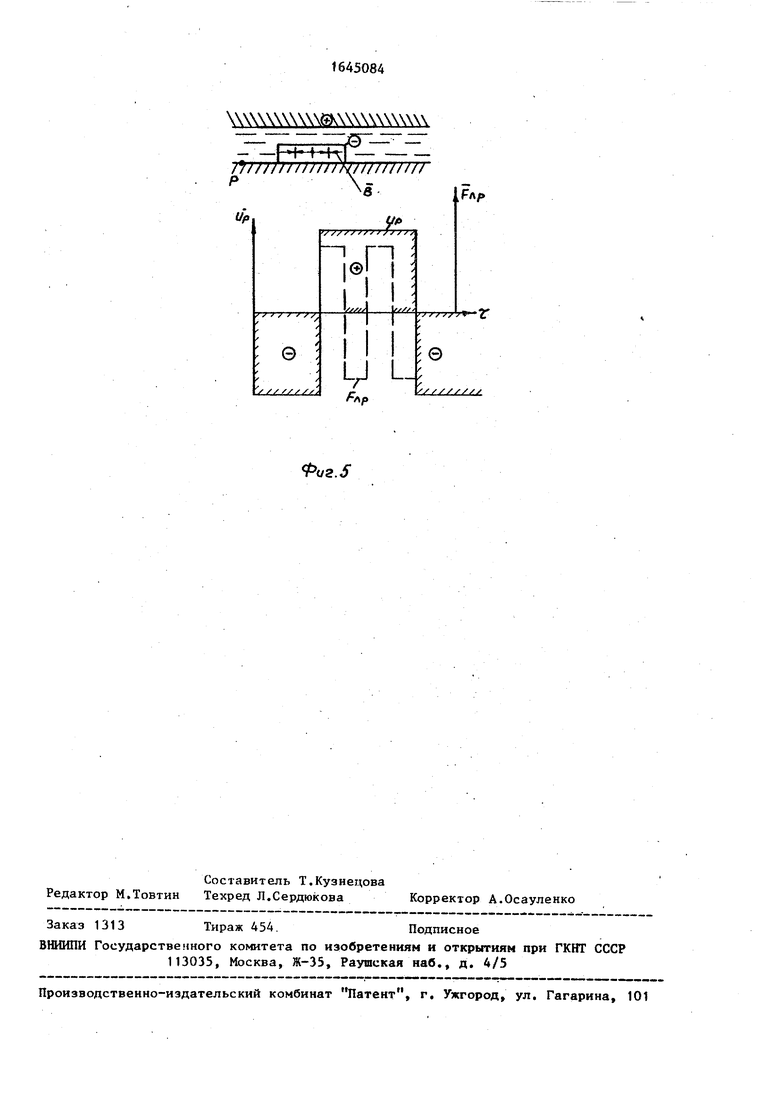
На фиг.1 представлена схема элскт- рохимической обработки по реализации способа; на фиг,2 - схема разбиения электрода-инструмента на секции; на фиг.З - временная диаграмма изменения напряжения по фиг„2; на фиг.4 - схема установки на электроде дополнительны магнитовj на фиг„5 - временная диаг-я рамма изменения магнитного поля совместно с импульсаш тока по фиг.4.
Устройство для реализации cnocoba содержит деталь 1, помешенную в среду электролита 2} анод 3, катод 4. Катод разбит в окружном направлении на сектора 1,11,III. На катоде установлены полосовые магниты 5, которые выполняют роль боковых перегородок.
Опособ осуществляется следующим образом.
Анод 3 устанавливают напротив зоны электрохимического растворения ДА, Между деталью 1 и аподо.-i З устанавливают катод 4, который имеет зазор с деталью меньше зазора деталд с анодом. Перемещая катод,относительно детали, ведут электрохимическую обработку. При этом каждая точка поверхности детали последовательно находи ся в зоне прохождения тока при движении катодч. Для текущего положения электродов зона СВ находится под анодным травлением (прямая полярность), а в зонах СД и ВА в это время проходит ток обратно полярное - ти„ Каждая точка поверхнсс/п детали вСпря равномерном вращении носледова- тельно оказывается в катодной (3, 33, 35, 3) и анодвъы: областях (3, 3$, 3g). При этог. .егу.кируя угловую скорость перемещения катода и соотношение центральных углов В; , представляется возможным регулировать частоту следования импульсов прямой и обратной полярности Это позволяет регулировать частоту и скважность импульса. Чем к расширяются технологические возможности задания переменного электрического режима источником постоянного напряжения.
Для ускорения процессов микровыравнивания поверхности при ЭХО за счет применения дополнительных магнитных полей переменной поперечной ориентации, полосовые магниты устанавливают на катоде так. что они выполняют роль боковых перегородок. Орие--;тз пря магнитного поля в направлении вращения или против (чередование). Причем магниты соединены парами встречными полюсами так,что длинная слорона полосового магнита ориентирована вдоль образующей, а боковые (грани магнитов перпендикулярны катод- 1ной поверхности, В результате между каыдой парой магнитов .образуется . злектрохимичеческие полости с чередованием полярности магнитного поля, через которые преходит каждая точка поверхности. Это увеличивает скорость хикровыраваиванид за счет увеличения динамики удаления продуктов растворения,, обуспог,лыжой дополнительным импульсным воздействием магнитной сипы Лоренца Формула изобретения
1 „ Способ эи1кт1 оулмической обра- Ооткк, при котором осув ествлявтся биполярный токоподвод к детапи от ис- Очника постоянного тока, о т л и - ч ча ю щ и и с я тем, что, с целью расширения технологических возможностей, обработку осуществляют перемещающимся катодом, протяженность которого меньше зоны обработки, при этом катод располагают между анодом и об- рабатьшземой деталью, а зазор между анодом и деталью устанавливают боль- шс, чем между катодом и деталью.
3,Способ по пп. 1 и2,.отли- чающийся тем, что в рабочей зоне под катодом создают переменное поперечное магнитное поле.
/y//j
//////////////////,
@Ч
.S
