Известный пресс непрерывного действия имеет прессующий орган в виде замкнутой бесконечной ленты, натянутой на опорные и направляющие ролики и оборудованной приводом для ее непрерывного перемещения.
Предлагаемый пресс отличается от известного тем, что состоит из двух плит с механизмом их взаимного поджатия одного к другому и двух бесконечных металлических лент, натянутых на приводные звездочки и опирающихся на плиты через ролики, объединенные в две бесконечные цепи.
Пространство между плитами, где расположены ролики и ленты, перекрыто эластичными кожухами и перегородками, образующими камеру для прокачки теплоносителя.
Это позволяет повысить давление прессования.
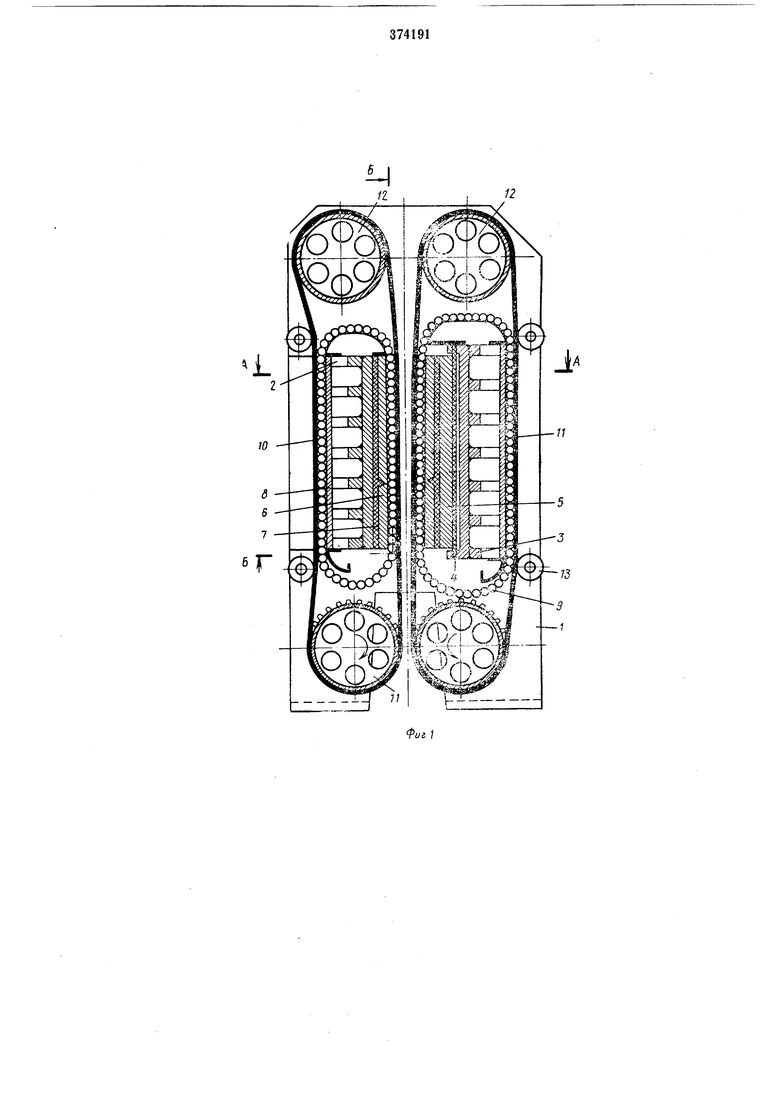
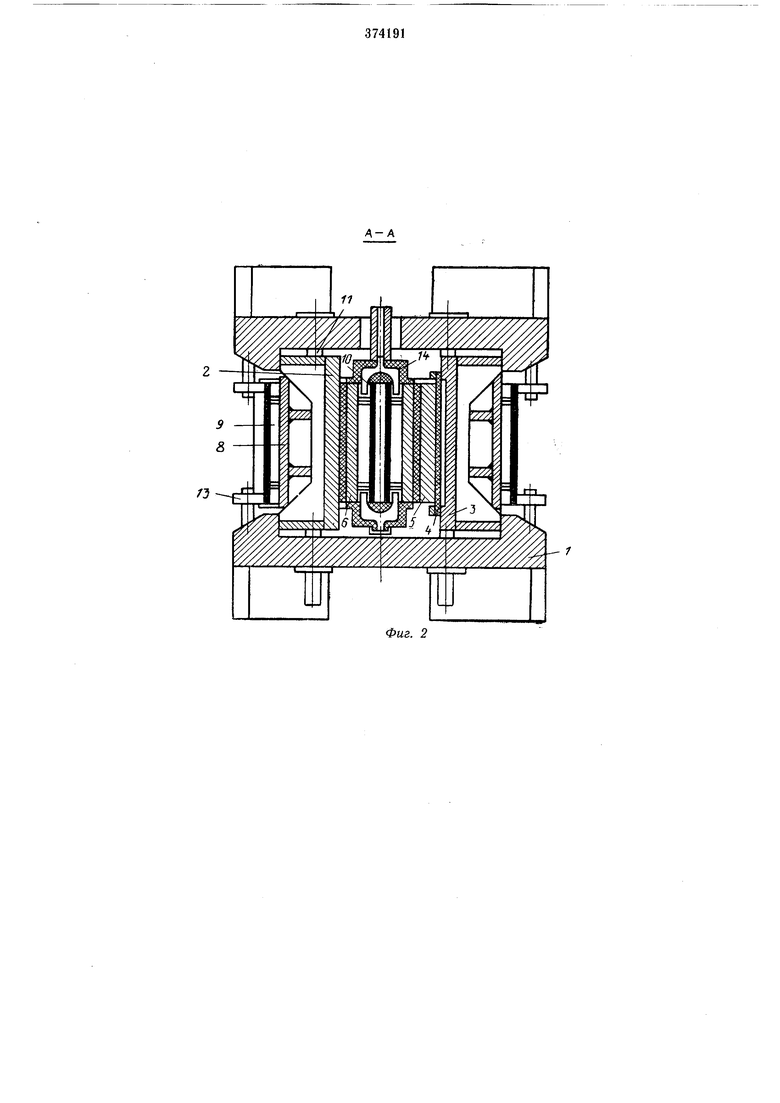
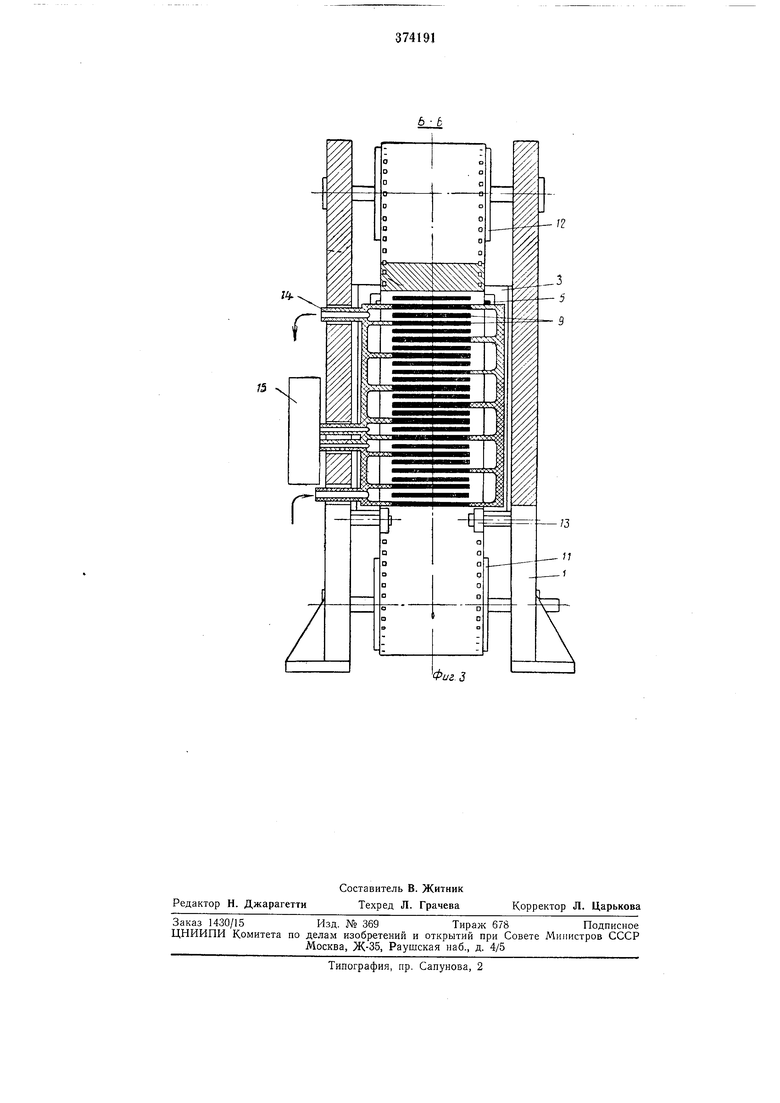
На фиг. 1 показан описываемый пресс, вид спереди; на фиг. 2 - то же, разрез по Л-А на фиг. 1; на фиг. 3 - то же, разрез по Б-Б на фиг. 1.
Пресс имеет две полурамы 1, на консоли которых с одной стороны опирается несущая плита 2, а с другой - плита-цилиндр 3. Ввиду малого хода поршня цилиндр выполнен диафрагменным и состоит из плиты-цилиндра, диафрагмы 4 и плиты-порщня 5. Это позволило полностью избежать утечки и снизить давление рабочего тела путем увеличения площади порщня. Желательна (если допускает технологическое давление) установка между опорными плитами 6 и несущей плитой 2 с одной стороны и плитой-порщнем 5 с другой
теплоизоляционных прокладок 7.
Плита 8 очистки и полировки левой бесконечной металлической ленты слева с внещней стороны крепится к несущей плите, справа с внешней стороны - к плите-цилиндру.
Все плиты левой стороны пресса охвачены бесконечной роликовой цепью 9, а поверх нее - бесконечной металлической лентой 10 с перфорациями по краям, которая охватывает также и два вала левой стороны пресса - вал
11 приводной со звездочками и вал 12 поворотный. То же самое и с правой стороны пресса.
Бесконечные металлические ленты вместе с роликовыми цепями с каждой внешней стороны прижимаются к плитам 8 четырьмя прижимными катками 13.
Зоны между нижней и верхней парами прижимных катков предназначены для работы очистных механизмов, полирующих щпинделей
любого известного типа и нанесения противоадгезионного покрытия.
На боковые торцы опорных плит пресса устанавливаются секционированные многокамерные кожухи-распределители 14 (см. фиг. 3)
из теплостойкого и элластичного материала,
например фторопласта, с камерами и перегородками, выполненными таким образом, что камеры кожухов-распределителей и промежутки между опорными плитами, роликами и бесконечными металлическими лентами образуют последовательную сеть для прокачки теплоносителя.
Движение прессующих и транспортирующих бесконечных металлических лент через зону прессования между опорными плитами при приложении к ним давления осуществляется перекатыванием бесконечных металлических лент на роликах с незакрепленными осями по опорным плитам пресса. При такой системе отсутствует трение скольжения, и усилие протяжки бесконечных металлических лент значительно ниже прочностных возможностей бесконечных металлических лент. Вследствие этого возможно прессование материалов с удельным давлением прессования до 320 кг/см.
Протяжка бесконечных металлических лент через зону прессования осуществляется путем зацепления за краевые перфорации бесконечных металлических лент зубьев звездочек приводных валов.
Подача роликов под бесконечные металлические прессувэщие и транспортирующие ленты при малых скоростях прессования возможна механизмом циклического действия. При больщих скоростях прессования целесообразно объединение роликов звеньями в бесконечные роликовые цепи. В этом случае предыдущие ролики в цепи, перекатываясь по плитам пресса, звеньями цепи втягивают последующие ролики под бесконечные металлические ленты.
Тепловой обмен в прессе при работе происходит следующим образом.
Горячий теплоноситель из подогревателя 15 под давлением попадает в первую камеру секционированного кожуха-распределителя 14 левой стороны зоны нагрева, проходит в промежутках между опорной плитой, роликами и бесконечными металлическими лентами до камеры кожуха-распределителя правой стороны.
поднимается по ней до следующей группы роликов и по промежуткам между опорными плитами, роликами и бесконечными металлическими лентами проходит во вторую камеру кожуха-распределителя левой стороны и так далее до последней камеры кожуха-распределителя. При этом теплоноситель остывает, отдавая свое тепло роликам, бесконечным металлическим лентам и через них прессуемому
материалу. В установивщемся режиме каждый участок опорной плиты имеет температуру, равную температуре теплоносителя на этом участке. Теплопередача от теплоносителя к опорной плите осуществляется в количестве,
равном тепловым потерям плиты наружу.
Из последней камеры кожуха-распределителя зоны нагрева остывщий теплоноситель перекачивается насосом в зону охлаждения, где, охлаждая ролики, бесконечные металлические ленты и через них прессуемый материал, нагревается до поступления снова в подогреватель 15.
Предмет изобретения
1.Пресс непрерывного действия с применением прессующего органа в виде замкнутой бесконечной ленты, натянутой на приводные и направляющие ролики и поджатой через
слой формуемого материала к подвижной опорной поверхности с помощью гидравлического механизма, отличающийся тем, что, с целью повыщения давления прессования, он состоит из двух плит С механизмом их взаимного поджатия друг к другу и двух бесконечных лент, натянутых на приводные звездочки и опирающихся на плиты через ролики, укрепленные на двух бесконечных цепях.
2.Пресс по п. 1, отличающийся тем, что пространство между плитами, в котором расположены ролики и прессующие участки бесконечных лент, с обоих боковых торцов плит ограничено эластичными кожухами-распределителями и перегородками, образующими камеру для прокачки теплоносителя.
f5
J2
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Брикетный пресс | 1949 |
|
SU87068A1 |
| ФОРМОВЫРАВНИВАЮЩАЯ ПЛИТА ПРЕССА, ДВУХЛЕНТОЧНЫЙ ПРЕСС, ОДНО- ИЛИ МНОГОЭТАЖНЫЙ ПРЕСС | 1992 |
|
RU2085391C1 |
| Устройство для непрерывного изготовления изделий из полимерных материалов | 1977 |
|
SU672049A2 |
| Пресс | 1975 |
|
SU701524A3 |
| Пресс непрерывного действия для изготовления древесно-стружечных плит | 1991 |
|
SU1812132A1 |
| Способ непрерывного изготовления древесностружечных плит и аналогичных плитных материалов и установка для осуществления способа | 1991 |
|
SU1836209A3 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ДВУСТОРОННЕГО ПРЕССОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1967 |
|
SU205276A1 |
| Пресс непрерывного действия для изготовления плит | 1975 |
|
SU531762A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ОБЕЗВОЖИВАНИЯ ТВОРОЖНОГО СГУСТКА | 1991 |
|
RU2035856C1 |
| Способ непрерывного изготовления прессованных профильных материалов и устройство для его осуществления | 1981 |
|
SU1098517A3 |