Изобретение относится к обработке металлов давлением, в частности к определению эффективности смазочных свойств смазок.
Цель изобретения - расширение технологических возможностей.
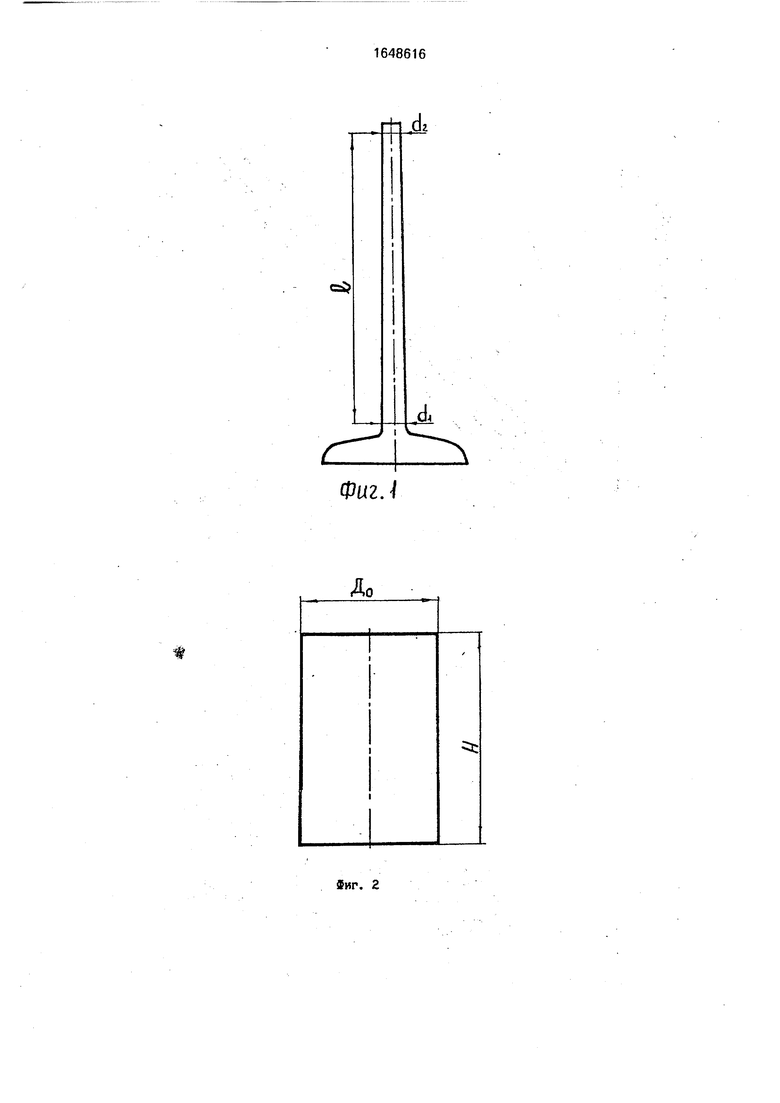
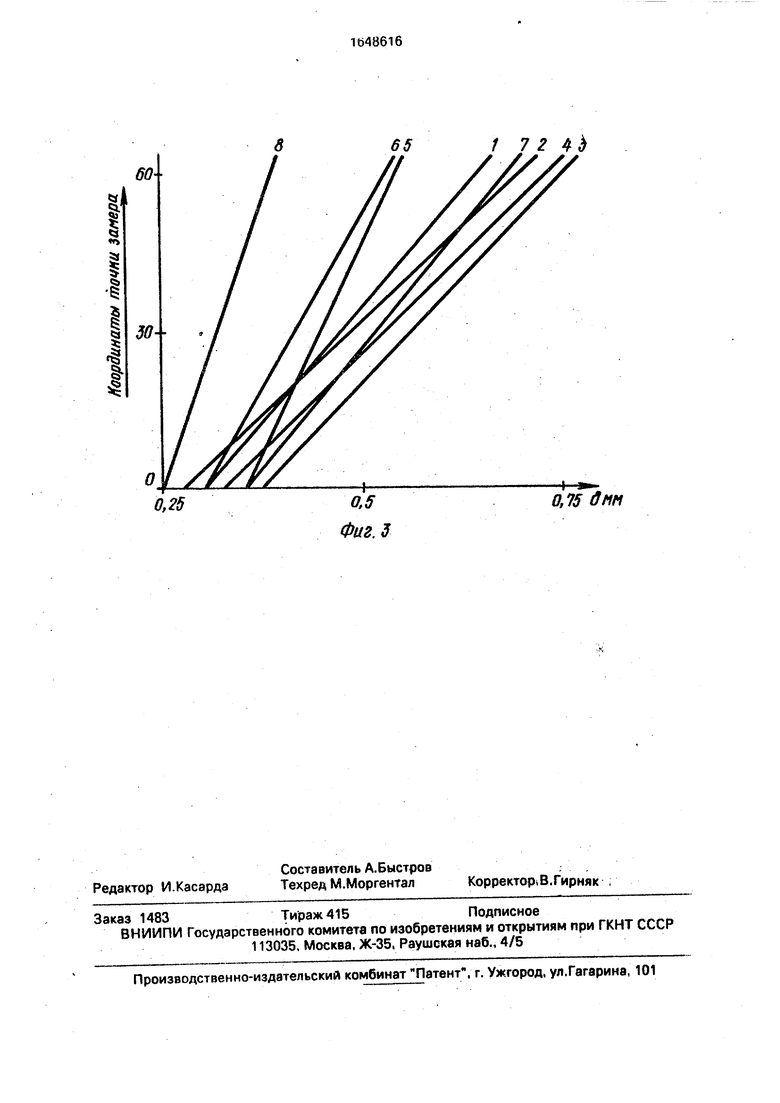
На фиг, 1 представлена поковка схема ее обмера; на фиг. 2 - исходная заготовка перед деформированием; на фиг. 3 - график интенсивности уплотнения смазочного слоя; на оси абсцисс отложена толщина смазочного слоя, на оси ординат - координаты точек замера диаметров поковки.
Способ осуществляется следующим образом.
Выдавливается поковка в виде стержня с использованием базовой смазки (фиг. 1). Измеряется с помощью микрометра диаметр выходного конца стержня 6z. Затем измеряется диаметр у основания ст ержня di. С помощью штангенциркуля замеряется расстояние I между di и da. По полученным данным вычисляют тангенс (tg a ) угла наклона образующей стержня tg a.
di -da 2 I
Аналогичные действия проводят с поковками, полученными с использованием исследуемых смазок. Меньшее значение тангенса угла наклона образующей стержня указывает на использование более эффективной смазки.
Измерение диаметров выходной части и основания выдавленного стержня на определенном расстоянии позволяет вычислить тангенс угла наклона образующей стержня, величина которого однозначно определяется интенсивностью утонения смазочного слоя при выдавливании стержня. Различия диаметров выходного конца стержня к диаметра у основания указывают на утонение смазочного слоя в процессе выдавливания. Менее интенсивное утонение указывает на большую прочность смазочного слоя. Следовательно, чем меньше интенсивность утонения смазочного слоя, тем слой смазки прочнее, соответственно различия выходноО N 00
О пд
Qs
го диаметра и диаметра у основания стержня меньше. Отсюда угол наклона образующей стержня меньше. Исходя из прямой зависимости между величиной угла и тангенсом угла, следует: чем меньше угол наклона, тем меньше тангенс этого угла.
Таким образом, возможно относительно базовой смазки, по величине тангенса угла наклона образующей стержня классифицировать исследуемые смазки с более или менее стойким смазочным слоем. Стержень, имеющий больший тангенс угла наклона образующей, выдавливается с использованием смазки, слой которой разрывается раньше, чем у базовой смазки, и наоборот.
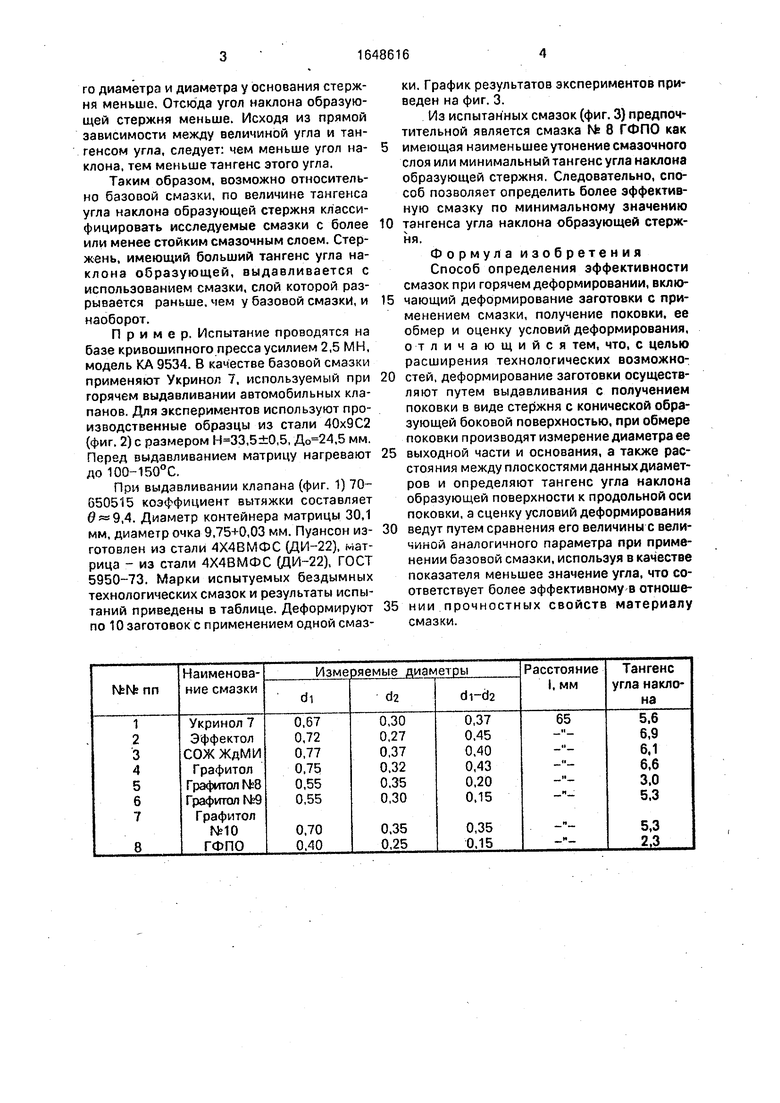
Пример. Испытание проводятся на базе кривошипного пресса усилием 2,5 МН, модель КА 9534. В качестве базовой смазки применяют Укринол 7, используемый при горячем выдавливании автомобильных клапанов. Для экспериментов используют производственные образцы из стали 40х9С2 (фиг. 2) с размером ,5±0,5, ,5 мм. Перед выдавливанием матрицу нагревают до 100-150°С.
При выдавливании клапана (фиг. 1) 70- 650515 коэффициент вытяжки составляет ,4. Диаметр контейнера матрицы 30,1 мм, диаметр очка 9,75+0,03 мм. Пуансон изготовлен из стали 4Х4ВМФС (ДИ-22), матрица - из стали 4Х4ВМФС (ДИ-22), ГОСТ 5950-73. Марки испытуемых бездымных технологических смазок и результаты испытаний приведены в таблице. Деформируют по 10 заготовок с применением одной смазки. График результатов экспериментов приведен на фиг. 3.
Из испытанных смазок (фиг. 3} предпочтительной является смазка № 8 ГФПО как
имеющая наименьшее утонение смазочного слоя или минимальный тангенс угла наклона образующей стержня. Следовательно, способ позволяет определить более эффективную смазку по минимальному значению
тангенса угла наклона образующей стержня.
Формула изобретения Способ определения эффективности смазок при горячем деформировании, включающий деформирование заготовки с применением смазки, получение поковки, ее обмер и оценку условий деформирования, отличающийся тем, что, с целью расширения технологических возможностей, деформирование заготовки осуществляют путем выдавливания с получением поковки в виде стержня с конической образующей боковой поверхностью, при обмере поковки производят измерение диаметра ее
выходной части и основания, а также расстояния между плоскостями данных диаметров и определяют тангенс угла наклона образующей поверхности к продольной оси поковки, а сценку условий деформирования
ведут путем сравнения его величины с величиной аналогичного параметра при применении базовой смазки, используя в качестве показателя меньшее значение угла, что соответствует более эффективному в отношении прочностных свойств материалу смазки.
И
1г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения эффективности смазок | 1989 |
|
SU1804941A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ СТАКАНОВ С ТОЛСТЫМ ДНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761507C2 |
| Смазка для холодной объемной штамповки металлов | 1991 |
|
SU1772140A1 |
| Способ оценки работоспособности пластичных смазок в узлах трения | 1978 |
|
SU748187A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2686704C1 |
| Смазка для горячей обработки металлов давлением | 1974 |
|
SU540907A1 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2572526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
Изобретение касается обработки металлов давлением. Цель изобретения - расширение технологических возможностей. Способ осуществляют путем измерения диаметров выходной части и основания выдав- ленного стержня, расстояния между плоскостями замеряемыхдиаметров иопре- деления величины тангенса угла наклона образующей выдавленного стержня, а также сравнения его величины с величиной тангенса угла наклона образующей выдавленного стержня при использовании базовой смазки. По меньшему его значению определяют более эффективную смазку. 3 ил., 1 табл
ФигЛ
Фиг. 2
0
f 2 4b
| Грудев А | |||
| П | |||
| Трение и смазки при обработке материалов давлением, М.: Машиностроение, 1982, с | |||
| Счетная линейка для вычисления объемов земляных работ | 1919 |
|
SU160A1 |
