сл С
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2177981C1 |
| Смазка для холодной штамповки металлов | 1982 |
|
SU1097649A1 |
| Смазка для холодной обработки металлов давлением | 1979 |
|
SU899637A1 |
| Смазка для холодной обработки металлов давлением | 1979 |
|
SU876703A1 |
| Смазка для обработки металлов давлением | 1976 |
|
SU608828A1 |
| Способ получения смазки для холодной обработки металлов давлением | 1988 |
|
SU1595893A1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗОЧНОГО КОНЦЕНТРАТА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2013 |
|
RU2535495C2 |
| Эмульсол для обработки металлов давлением | 1982 |
|
SU1084290A1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
Сущность изобретения: смазка содержит, мас.%: политетрафторэтилен 50-70; полиоксиэтилированная стеариновая кислота 5-7; жировая гудрон - остальное. 1 табл.
Изобретение относится к технологическим смазкам для холодной объемной штамповки труднодеформируемых материалов, в частности, заготовок из спеченных металлических порошков.
Высокая размерная точность заготовок, получаемых методами холодного деформирования металлов, позволяет резко уменьшить объем последующей механической обработки или вообще ее исключить.
Процесс холодного деформирования спеченных металлопорошковых заготовок обладает дополнительными преимуществами. Снижается усилие деформирования, что позволяет деформировать стали с содержанием углерода до 0,7%, появляется возможность сократить количество переходов за счет изготовления на стадии прессования заготовок по форме и размерам наиболее
удобных для деформирования. Для повышения пластичности спеченного металла при его деформировании широко применяют процессы выдавливания и закрытой штамповки, особенность которых в увеличении сопротивления формоизменению. Поэтому стабильность процессов холодного деформирования спеченного порошкового металла возможна лишь при высокой антифрикционной эффективности технологической смазки. Кроме того, смазка не должна проникать в объем пористой заготовки, чтобы не препятствовать ее уплотнению.
Известно применение для хсподного деформирования спеченного металла слоистых твердых смазок типа графита ГОСТ 8295-73, дисульфида молибдена ТУ 48-19- 133-83. Лучшие результаты получены с MoS2 при нанесении смазки на заготовки в галтоvivj ю
i
воином барабане из расчета 200 г на 100 кг заготовок. Смазывающее действие Мо$2 связано с образованием поверхностных пленок с высоким пределом прочности в одном направлении. Однако MoSa является дефицитным и дорогостоящим материалом.
Использование коллоидных дисперсий позволяет значительно расширить номенклатуру применяемых в качестве твердых смазок веществ, в частности, использовать полимеры. Например, смазка эммралон представляет собой частицы политетрафторэтилена (ПТФЭ) в растворе фенольных смол. Пленка, образующаяся на поверхности обрабатываемой детали - ПТФЭ. диспергирована в фенольной матрице. Пленкообразующие смазки, содержащие растворители, малотехнологичны.
Более простым способом изготовления полимерсодержащих смазок является диспергирование порошкообразных полимеров в поверхностно-активных средах. Однако наличие объемных пор в заготовке и опасность их заполнения при истечении смазки или в процессе деформирования накладывает существенные ограничения на состав и структуру смазки. Известны смазки для обработки металлов давлением (ОМД) на основе смеси гудронов растительных масел и технических жиров и поливинилбути- раля(ПВБ) ГОСТ 9439-85.
Наиболее близким техническим решением к предлагаемому является смазка для ОМД, содержащая полиэтилен (ПЭ) ГОСТ 16338-85 диспергированный в жировых гуд- ронах. Однако при обработке давлением заготовок, спеченных из металлических порошков, известная смазка не обеспечивает требуемые антифрикционные свойства.
Цель изобретения - повышение антифрикционных свойств смазки.
Для достижения поставленной цели смазка, содержащая жировой гудрон и полимерную добавку, в качестве последней содержит политетрафторэтилен и дополнительно содержит полиоксиэтилированную стеариновую кислоту (стеарокс), при следующем соотношении компонентов, мас.%:
Политетрафторэтилен
ГОСТ 10007-8050-70
Полиоксиэтилированная
стеариновая кислота
ГОСТ 8980-755-7
Гудрон жировой
ТУ 10.04.11.15.88Остальное
Содержание в смазке стеарокса позволяет равномерно диспергировать в жировом гудроне до 70% порошкообразного политетрафторэтилена и существенно повысить адгезию смазочной композиции к
поверхности металла. В результате содержание ПТФЭ в поверхностной смазочной пленке практически соответствует концентрации в исходной смазочной композиции.
В составе жировых гудронов преобладают соединения с длиной цепи . Гудроны технических жиров с вязкостью до 70 сСт и температурой плавления 190- 200°С обладают высокими смазочными
свойствами и хорошей адгезией к металлу за счет высокого содержания насыщенных жирных кислот и неомыляемых оксикислот, Гудроны растительных масел с повышенным содержанием непредельных кислот
способствуют структурированию, поэтому смесь гудронов растительных масел и технических жиров в соотношении 1:1 является лучшим смазочным материалом, чем отдельные гудроны. Оптимальная плотность 0,940,96 г/см и вязкость 15-40 сСт смеси предельных и непредельных кислот жировых гудронов определяют высокую адгезию гудронов к металлу и полимеру.
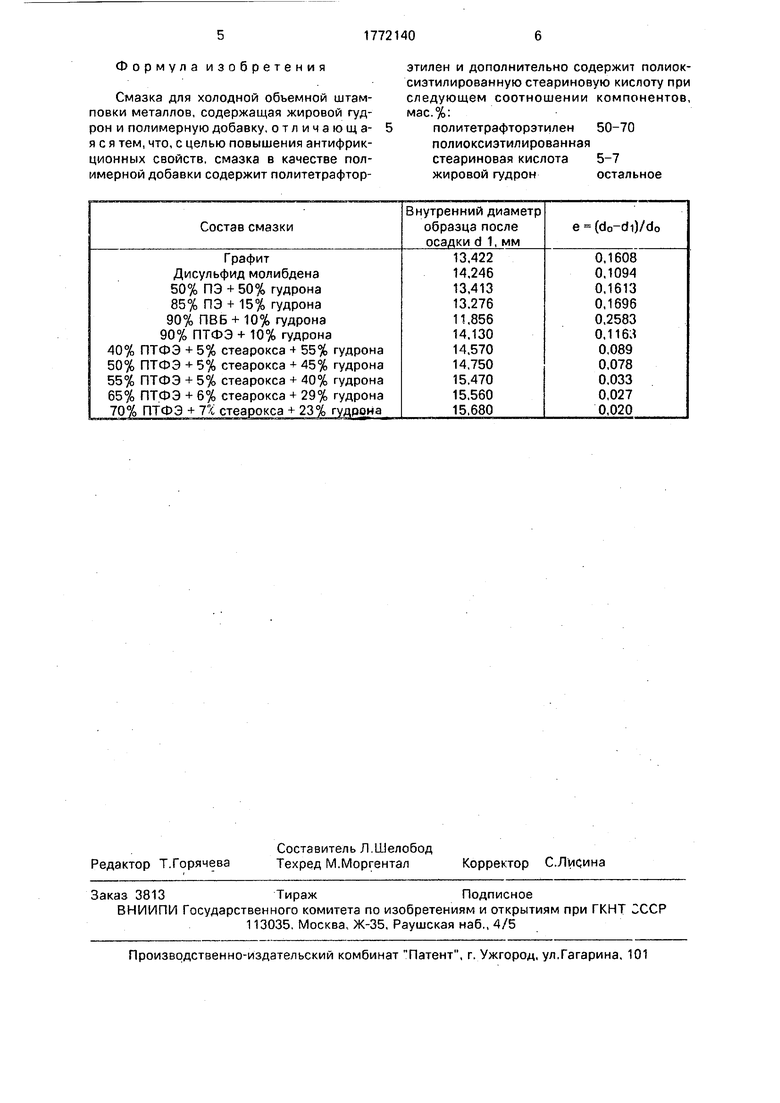
Антифрикционные свойства предлагаемой смазки по сравнению с известными оценивали по изменению внутреннего диаметра при осадке смазанных кольцевых образцов. Чем меньше параметр е (do - di)/do (do и di - внутренний диаметр образца до и после деформации), тем эффективнее смазка. Железные образцы пористостью 15%, спеченные из порошка марки ПЖ 4М1 по ГОСТ 9849-86 (внешний диаметр - 20 мм, внутренний - 16 мм, высота - 8 мм), установленные по центру бойков, деформировали на гидравлическом прессе ПММ-125 при усилии осадки 1000 к.Н.
Нанесение смазки на предварительно обезжиренные образцы производилось путем их галтовки со смазкой в течение 15-20 мин в барабане, заполненном на 1/3 кубиками поролона.
Антифрикционные свойства известных и предлагаемой смазок приведены в таблице.
Приведенные в таблице данные отражают значительно более высокий уровень антифрикционных свойств предлагаемой смазки с концентрацией ПТФЭ 50-70% по сравнению с известными. Нижний предел концентрации ПТФЭ определяется снижением антифрикционных свойств предлагаемой смазки по сравнению с известными, верхний - максимальной концентрацией в смазочной пленке. Диапазон концентраций стеарокса определяется оптимальной технологичностью приготовления и применения композиции при соотношении порошка ПТФЭ и стеарокса 10:1.
Формула изобретения
Смазка для холодной объемной штамповки металлов, содержащая жировой гудрон и полимерную добавку, отличающаяся тем, что, с целью повышения антифрикционных свойств, смазка в качестве полимерной добавки содержит политетрафторэтилен и дополнительно содержит полиок- сиэтилированную стеариновую кислоту при следующем соотношении компонентов, мас.%:
политетрафторэтилен 50-70
полиоксиэтилированная
стеариновая кислота 5-7
жировой гудроностальное
| Ярошевич Б.К | |||
| и др | |||
| Антифрикционные покрытия из металлических порошков | |||
| Минск: Наука и техника, 1981, с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Брейтуэйт Е.Р | |||
| Твердые смазочные материалы и антифрикционные покрытия | |||
| М.: Химия | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU888534A1 |
| кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU884291A1 |
| кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
