При выдавливании клапана (фиг.1) 70- 650515 по заводским чертежам. Коэффициент вытяжки составлял ,4. Диаметр контейнера матрицы 30,1 мм, диаметр очка 9.75-0.03. Пуансон и матрица изготовлены из стали 4Х4ВМФС СДи-22) ГОСТ 5950-73. Марки испытываемых бездымных технологических смазок и результаты испытаний приведены в таблице. Деформировали по 10 заготовок с применением одной смазки.
Из гистограммы видно (фиг.З), наиболее эффективны смазки № 8 - ГПФО и № 1 - Укринол 7, так как клапаны, полученные с использованием этих смазок, имеют самую большую длину. Но предпочтение следует отдать ГПФО, так как эта смазка при прочих равных условиях - бездымна.
0
5
Формула изобретения Способ определения эффективности смазок, включающий деформирование в штампе заготовок прямым выдавливанием с применением технологических смазок в поковки с головкой и стержневой частью, извлечение поковок из штампа и определение эффективности применяемых технологических смазок по результатам измерения стержневой части каждой поковки, отличающийся тем, что, с целью снижения трудоемкости измерений, используют заготовки одинаковой массы, а в качестве контролируемого параметра стержневой части поковки используют полную длину этой части, причем большей эффективности смазки соответствует большее значение длины стержневой части, и наоборот.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения эффективности смазок при горячем деформировании | 1988 |
|
SU1648616A1 |
| ОСНОВА ТЕХНОЛОГИЧЕСКИХ СМАЗОК ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2048508C1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2039792C1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАЛОПЛАСТИЧНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2007 |
|
RU2355504C1 |
| Способ обработки рабочей поверхности штампов | 1976 |
|
SU603476A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
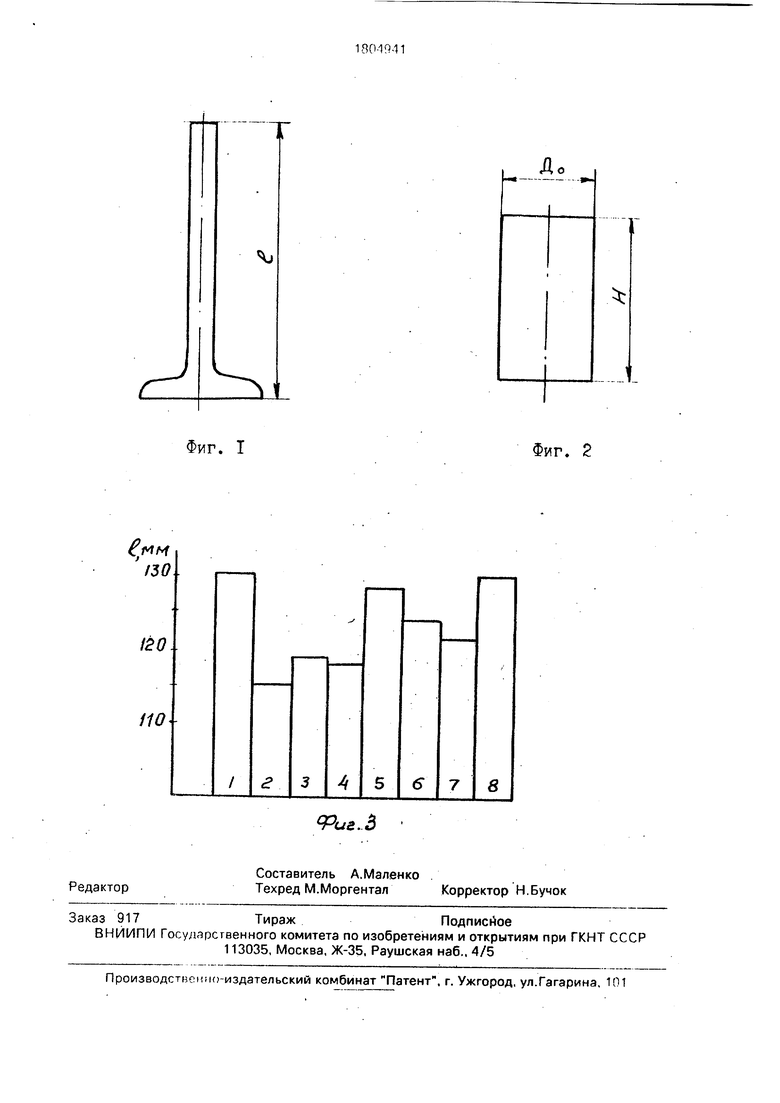
Смазка
Укринол 7 Эффектол СОЖ ММИ Грэфитол Графитол NS 8 Графитол Ns 9 Графитол N: 10 ГФПО /бездымная/
Примечание. 0бразцы смазок на масляной основе Государственного института прикладной химии, г. Ленинград.
Мэслографитовая смазка по ТУ 21-25-106-73.
Длина стержня
130
115,5
118,5
117
127
123
121
130
Т
Фиг. I
Фиг. 2
