Изобретение относится к обработке металлов давлением, в частности к способам изготовления полых цилиндрических поковок с кольцевыми наружными выступами.
Цель изобретения - расширение технологических возможностей и повышение экономичности.
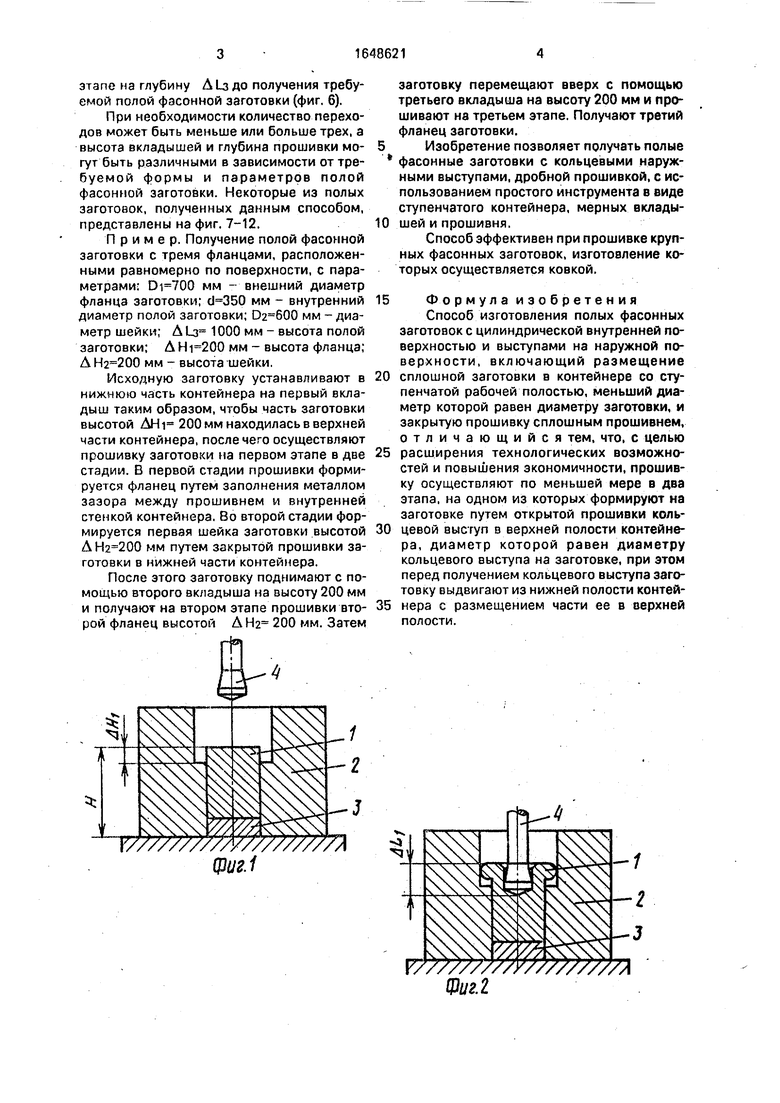
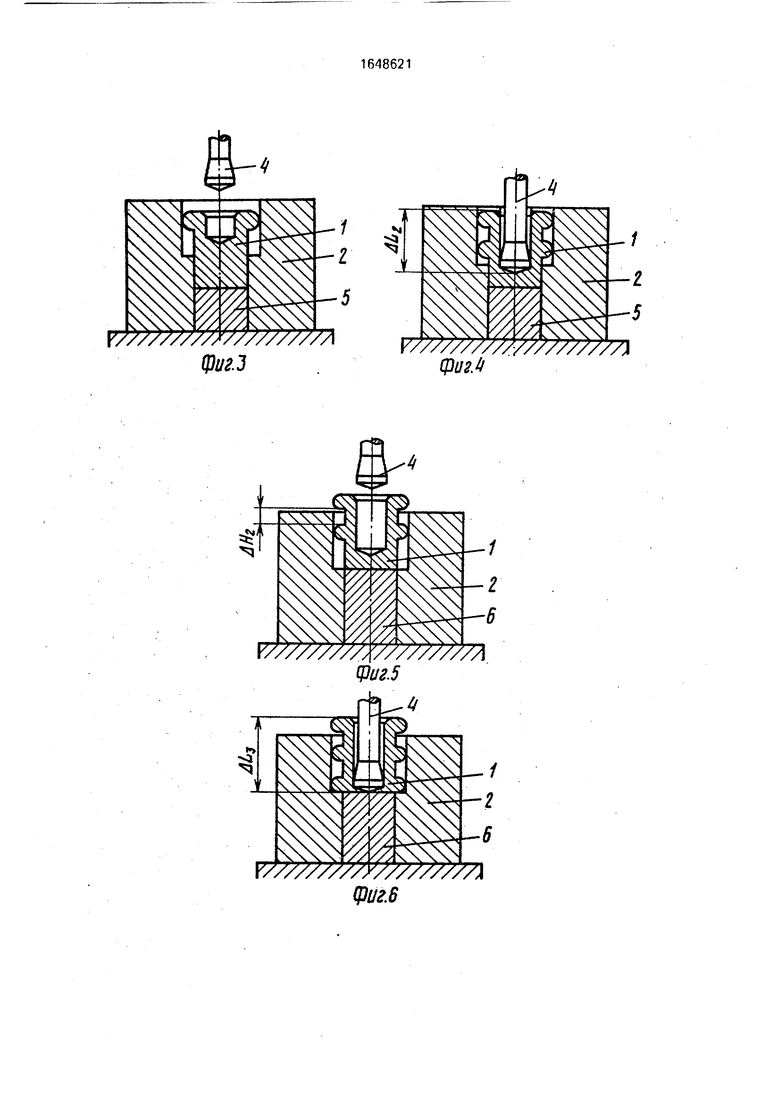
На фиг. 1 изображено исходное положение перед прошивкой; на фиг. 2 - положение в конце прошивки при получении кольцевого выступа; на фиг. 3 и 4 - положение перед и в конце прошивки при получении второго кольцевого выступа; на фиг. 5 и 6 - положение перед и в конце прошивки при получении третьего выступа; на фиг. 7-12 - возможные формы поковок.
Способ осуществляется следующим образом.
Исходную сплошную заготовку 1 помещают а ступенчатый контейнер 2 на первый мерный вкладыш 3 таким образом, чтобы часть прошиваемого металла высотой A Hi, равной высоте первого фланца, находилась в верхней части контейнера 2 (фиг. 1), после чего осуществляют прошивку заготовки 1 на первом этапе 4 на глубину Д U.
При этом на первой стадии происходит заполнение полости между заготовкой 1 и внутренней стенкой верхней части контейнера 2 металлом, вытесненным прошивнем 4 (открытая прошивка), а на второй стадии прошивки (закрытой) происходит перемещение образовавшегося фланца вверх (фиг. 2). После этого заготовку устанавливают на второй мерный вкладыш 5, в результате чего она поднята на высоту, равную разности высот первого 3 и второго 5 вкладышей (фиг. 3). На втором этапе осуществляют прошивку . заготовки 1 на глубину A La, в результате которой образуется второй фланец (фиг. 4). После этого заготовку 1 устанавливают на третий мерный вкладыш 6. т, е. поднимают ее на высоту, равную разности высот второго 5 и третьего 6 вкладышей (фиг. 5), и осуществляют прошивку заготовки на третьем
(Л
с
о
00
о
ю
этапе на глубину получения требуемой полой фасонной заготовки (фиг. б).
При необходимости количество переходов может быть меньше или больше трех, а высота вкладышей и глубина прошивки могут быть различными в зависимости от требуемой формы и параметров полой фасонной заготовки. Некоторые из полых заготовок, полученных данным способом, представлены на фиг. 7-12.
Пример. Получение полой фасонной заготовки с тремя фланцами, расположенными равномерно по поверхности, с параметрами: мм - внешний диаметр фланца заготовки; мм - внутренний диаметр полой заготовки; мм - диаметр шейки; 1000 мм - высота полой заготовки; мм - высота фланца; Л мм - высота шейки.
Исходную заготовку устанавливают в нижнюю часть контейнера на первый вкладыш таким образом, чтобы часть заготовки высотой AHi 200 мм находилась в верхней части контейнера, после чего осуществляют прошивку заготовки на первом этапе в две стадии. В первой стадии прошивки формируется фланец путем заполнения металлом зазора между прошивнем и внутренней стенкой контейнера. Во второй стадии формируется первая шейка заготовки высотой мм путем закрытой прошивки заготовки в нижней части контейнера.
После этого заготовку поднимают с помощью второго вкладыша на высоту 200 мм и получают на втором этапе прошивки второй фланец высотой ЛН2 200 мм. Затем
заготовку перемещают вверх с помощью третьего вкладыша на высоту 200 мм и прошивают на третьем этапе. Получают третий фланец заготовки.
Изобретение позволяет получать полые
фасонные заготовки с кольцевыми наружными выступами, дробной прошивкой, с использованием простого инструмента в виде ступенчатого контейнера, мерных вкладышей и прошивня.
Способ эффективен при прошивке крупных фасонных заготовок, изготовление которых осуществляется ковкой.
Ф о рмул а и зо б рете н ия
Способ изготовления полых фасонных заготовок с цилиндрической внутренней поверхностью и выступами на наружной поверхности, включающий размещение
сплошной заготовки в контейнере со ступенчатой рабочей полостью, меньший диаметр которой равен диаметру заготовки, и закрытую прошивку сплошным прошивнем, отличающийся тем, что, с целью
расширения технологических возможностей и повышения экономичности, прошивку осуществляют по меньшей мере в два этапа, на одном из которых формируют на заготовке путем открытой прошивки кольцевой выступ в верхней полости контейнера, диаметр которой равен диаметру кольцевого выступа на заготовке, при этом перед получением кольцевого выступа заготовку выдвигают из нижней полости контейнера с размещением части ее в верхней полости.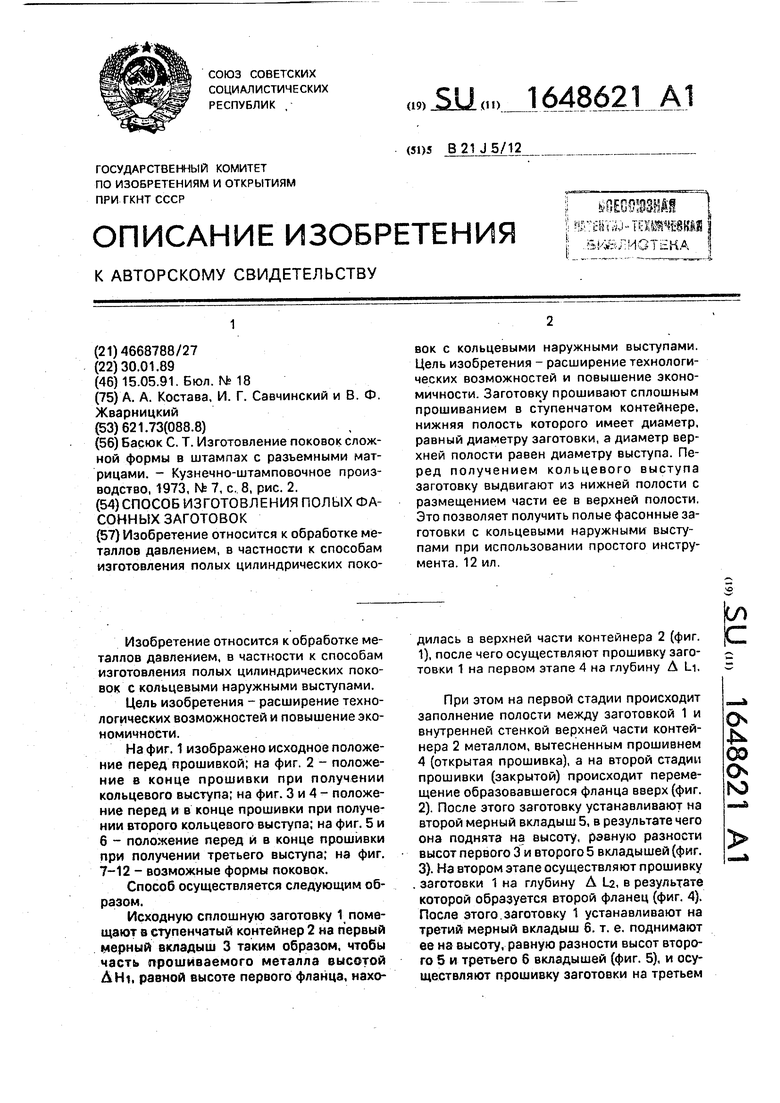
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| Способ изготовления полых заготовок | 1980 |
|
SU910299A1 |
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2257280C1 |
| СПОСОБ ПРЕССОВОЙ ПРОШИВКИ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119396C1 |
| Способ изготовления кольцевых изделий | 1990 |
|
SU1738466A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486986C2 |
| Инструмент для прессования труб | 1985 |
|
SU1274789A1 |

Изобретение относится к обработке металлов давлением, в частности к способам изготовления полых цилиндрических поковок с кольцевыми наружными выступами. Цель изобретения - расширение технологических возможностей и повышение экономичности. Заготовку прошивают сплошным прошиванием в ступенчатом контейнере, нижняя полость которого имеет диаметр, равный диаметру заготовки, а диаметр верхней полости равен диаметру выступа. Перед получением кольцевого выступа заготовку выдвигают из нижней полости с размещением части ее в верхней полости. Это позволяет получить полые фасонные заготовки с кольцевыми наружными выступами при использовании простого инструмента. 12 ил
w77777777y//////// /A
Фиг.1
Y/////////
Щи г.2
У/ТТЛ
S tncb
У/////////У/////////А
/7 гпсЬ {////////////////////л
ЈW(b У///////////////////Л
I298t 9l
Ф 119.1
Фиг,Ю Фм.11 фигЛ
Фиг.8 Фм.9
| Басюк С | |||
| Т | |||
| Изготовление поковок сложной формы в штампах с разъемными матрицами | |||
| - Кузнечно-штамповочное производство, 1973, № 7, с 8, рис | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
