(Б) СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ КРУПНОГАБАРИТНЫХ ТРУБ


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крупногаба-РиТНыХ бЕСшОВНыХ ТРуб | 1978 |
|
SU799885A1 |
| Способ изготовления крупногабаритных бесшовных труб | 1980 |
|
SU946769A1 |
| Способ изготовления крупногабаритных бесшовных труб | 1977 |
|
SU721226A1 |
| Способ изготовления крупногабаритныхбЕСшОВНыХ ТРуб | 1979 |
|
SU804046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| Способ изготовления полых поковок | 1981 |
|
SU1009589A1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
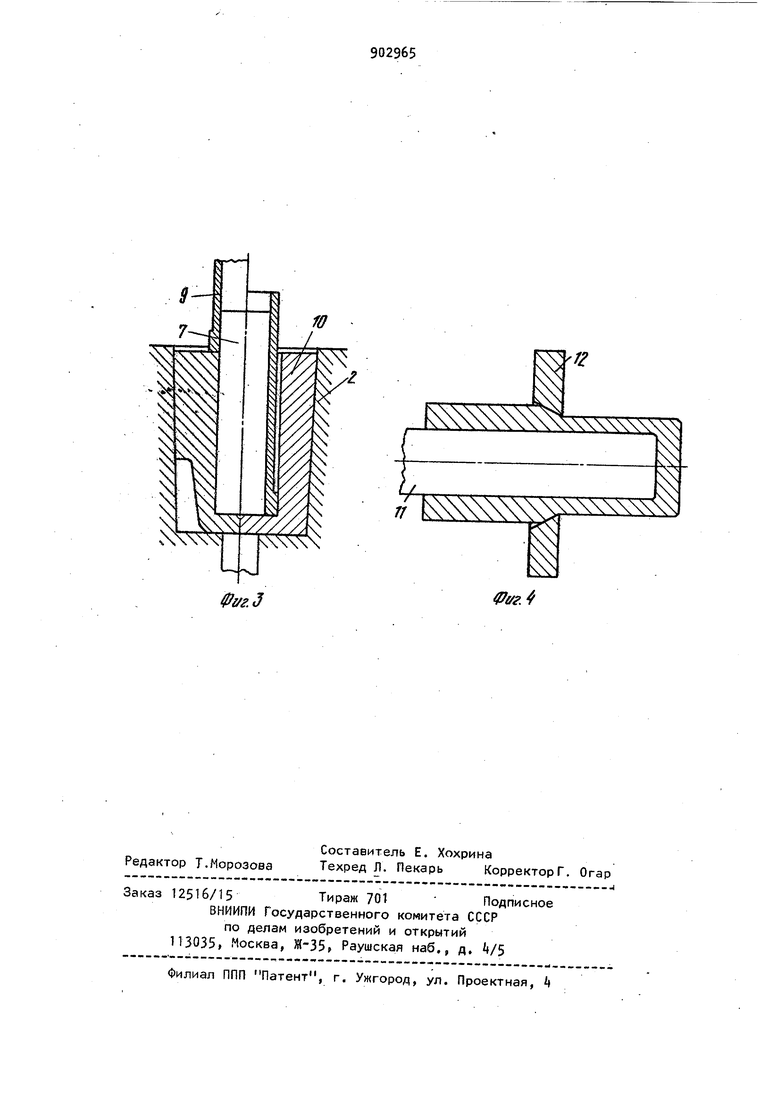
Изобретение относится к области обработки металлов, в частности к способам изготовления бесшовных круп ногабаритных труб. Известен способ изготовления бесшовных крупногабаритных труб, включающий осадку заготовки в контейнере прлшивку ее пуансоном и протямку через кольцевой калибр 111, Недостатком известного способа изготовления бесшовных крупногабаритных труб является большой расход металла и невысокое качество готового изделия. Целью изобретения является эконом металла и повышение качества готового изделия. Указанная цель достигается тем, что в способе изготовления бесшовных крупногабаритных труб, включающем осадку заготовки в контейнере, прошивку ее пуансоном и протяжку через кольцевой калибр, обработку заготовки производят в контейнере с дном и с конической рабочей поверхностью, причем прошивку производят в два этапа, при этом на первом этапе заготовку прошивают цилиндрическим пуансоном диаметром, связанным с диаметром контейнера и высотой осаженной заготовки следующими соотношениями: ., Ь, где dn - диаметр цилиндрического пуансона;d - максимальный диаметр конической рабочей поверхности контейнера; Н - высота осаженной заготовки, а на втором этапе заготовку про ивают полым пуасоном, установленным концентрично цилиндрическому пуасону, который оставляют в заготовке на время второго этапа, прошивки. На фиг, 1 изображен осадки заготовки в контейнере; на фиг, 2 первый этап прошивки заготовки цилиндрическим пуасоном; на фиг, 3 - вто390рой этап прошивки полым пуансоном, установленным концентримно цилиндрическому; на фиг, k - протяжка заготов ки в кольцевом калибре. . Работа предлагаемого способа осуществляется следующим образом. Слиток 1 помещают донной частью вверх в контейнер с конической рабочей поверхностью 2 на сменный вкладыш 3. Осадочной плитой ki производят осадку слитка. Затем при помощи выталкивателя 5 извлекают осаженный слиток б вместе с вкладышем 3 и слиток отправляют на нагрев. При осадке усадочная раковина слитка уплотняется и плотность металла становится однородной. После нагрева осаженный слиток 6 помещают в тот же контейнер 2, но без сменного вкладыша 3 и произво дят первый этап прошивки слитка цилин дрическим пуансоном 7, при этом отнош ние диаметра цилиндрического пуансона к диаметру контейнера составляет не более 0,5) а отношение высоты осаженного слитка к диаметру цилиндрического пуансона не должно перевышать 4. При таких значениях диаметра имеет место локальная пластическая деформация металла только в центральной близ кой к продольной оси части заготовки непосредственно под пурнсоном. Усилие прошивки в этом случае минимальное. При прошивке с 0,5 и пластическая деформация распространиется на весь объем заготовки вплоть до стенок контейнера, при этом усилие прошивки резко возрастает, что приводит к запрессовке осаженного слитка в нижнюю часть контейнера. Для ликвидации запрессовки требуется увеличить конусность кон1ейнера до и более,что часто не представля ется возможным и цилесообразным, приводит к неравномерному деформированию металла по длине слитка. При этом вытесняемый пуансоном металл перемещается в направлении приложения усилия прошивки и заполняет центральную часть свободной полости в контейнере,занимаемой во время осадки вкладышем 3. На первом этапе прошивки осаженный слиток 6 опирается боковой конической поверхностью о . стенки контейнера 2 и остается неподвижным. После окончания первого этапа прошивки цилиндрический пуансон 7 оставляют в полости прошитого слитка 3 таким образом, чтобы хвостовая часть его длиной 1-1,5 диаметра пуансона вывыступала пац прошитым слитком 8. На хвостовую часть пуансона 7 одевают полый пуансон 9 и осуществляют второй этап прошивки до полного заполнения полости о контейнере. Затем прошитый стакан 10 извлекают выталкивателем из контейнера и осуществляют протяжку на оправке 11 через кольцевые калибры 12. После протяжки у поковки отрезают дно и противоположный торец, а полученную трубу используют по назначению. Конкретный пример осуществления способа изготовления бесшовных крупногабаритных труб. Восьмигранный бесприбыльный слиток массой 5)2 т из стали 20ХМА осаживают а коническом контейнере с углом конусности 1 . Внутренний диаметр контейнера вверху 923 мм, внизу - 875 мм. Перед осадкой в нижнюю часть контейнера помещают конический вкладыш диаметром по размерам матрицы и высотой , равной 690 мм. Осадку выполняют с коэффициентом заполнения полости контейнера, равным 0,95. Высота осаженного слитка 1000 мм. Затем осаженный слиток и сменный вкладыш удаляют толкателем из контейнера и слиток отправляют на нагрев. После нагрева устанавливают осаженный СЛИТОК в этот же контейнер и осуществляют предварительную прошивку пуансоном диаметром 300 мм, толщина дна стакана - 230 мм. Сверху на сплошной пуансон диаметром 300 мм одевают полый пуансон с внутренним диаметром 302 мм и наружным мм и осуществляют окончательную прошивку до толщины дна 230 мм. Полученный стакан протягивают на оправке диаметром 6Ц) мм через кольца диаметром 870, 835, 805 и 785 мм, отрезают автогеном отходы с обоих торцов стакана. Г1олученная трубная поковка имеет размеры: наружный диаметр мм, внутренний диаметр 10 мм, длина 2110+30 мм.При этом при предварительной прошивке слиток надежно центрируется боковой конической поверхностью и стенки контейнера. Хорошее центрирование уплотненного при осадке слитка сводит разностенность при прошивке до минимума за счет отсутствия увода пуансона усадочной раковиной. На втором этапе прошивки полый пуансон базируется своей внутренней г.оверхнсстью по наружной поверхности цилиндрического пуансона. Это исключает увод полого пуансона, а еле довательно, увеличение разностенности возникшей на первом этапе прошивки. Осуществление прошивки ,на первом этапе с описанными параметрами дает возможность деформировать центральную часть слитка и заполнять соответственно центральную часть свободной полости . Таким образом, предложенный способ изготовления бесшовных крупногабаритных труб экономит металл и повышает качество готового изделия по сравнению с базовым объектом, в качестве которого выбран прототип. Формула изобретения Способ изготовления бесшовных крупногабаритных труб, включающий осадку заготовки в контейнере, прошивку ее пуансоном и протяжку через кольцевой калибр, отличающийся тем, что, с целью экономии металла и повышения качества получаемых изделий, обработку заготовки осуществляют в контейнере с дном и с конической рабочей поверхностью, причем прошивку производят в два этапа, при этом на первом этапе заготовку прошивают цилиндрическим пуансоном диаметром, связанным с диаметром контейнера и высотой осаженной заготовки следующими соотношениями: § где drt - диаметр цилиндрического пуансона;d - максимальный диаметр конической рабочей поверхности контейнера;И. - высота осаженной заготовки, а на втором этапе заготовку прошивают полым пуансоном, установленным концентрично цилиндрическому пуансону, который оставляют в заготовке на время второго этапа прошивки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 277519, кл. 8 23 К 5/02, 05.11.68, (прототип).
10
ч
feJ
//
Фег.
