Изобретение относится к измерительной технике и может быть использовано для регистрации элементов крупногабаритных изделий, например, в авиа- и судостроении.
Цель изобретения - повышение точности и снижение трудоемкости измерений путем исключения угла измерительных операций и обеспечения непосредственных измерений линейных величин смещения контрольных точек по координатным осям.
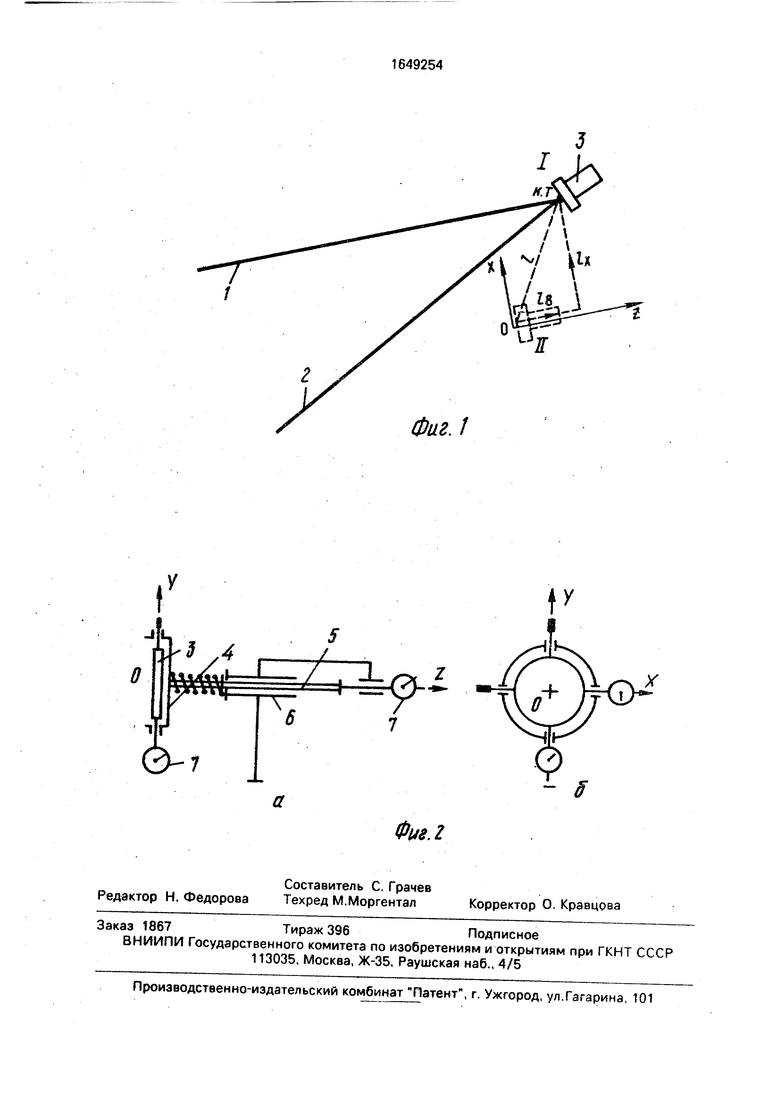
На фиг. 1 изображена схема выполнения предлагаемого способа; на фиг 2 а, б - принципиальная схема измерительного приспособления для осуществления способа.
Исходное положение (фиг 1) контрольной точки относительно базовых поверхностей изделия засекается двумя светочыми (лазерными) пучками 1,2, положение которых жестко фиксируется, чем обеспечивается неизменное положение в пространстве их точки пересечения,используемой в качестве опорной. В результате внешнего воздействия на изделие контрольная точка перемещается из положения в положение I, и измерение величины перемещения контрольной точки производят путем определения величины рассогласования между контрольной точкой в положении l и точкой пересечения световых (лазерных) пучков,
К5
k.,-5
фиксирующей исходное положение контрольной точки. Для осуществления этих операций применено измерительное приспособление (фиг. 2).
Визирная марка 3 установлена в оправе 4, где с помощью регулировочных винтоо перемещается по торцовой плоскости оправы. Сама оправа 4 закреплена на штоке 5, ось которого перпендикулярна торцовой плоскости оправы 4, В саою очередь шток 5 вместе с оправой 4 и визирной маркой 3 установлен во втулке б и обладает возможностью перемещений в осевом направлении. Таким образом, конструкция измерительного приспособления обеспечивает возможность перемещения визирной марки 3 по трем взаимно перпендикулярным направлениям, которые образуют систему координатных осей, начало которой совпадает с центром вмзирной марки 3, Координатные оси, лежащие в плоскости визирной марки 3, параллельной торцовой плоскости оправы 4, в данном случае обозначены ОХ и OY, а координатная ось, соответствующая перемещению штока 5 с оправой 4 визирной марки 3, - OZ. Измерение величины смещения контрольной точки осуществляется с помощью индикаторов 7 часового типа, установленных на измерительном приспособлении. При смещении контрольной точки изделия, центр визирной марки 3, совмещенной с контрольной точкой и скрепленной с ней, смещается относительно точки пересечения световых (лазерных) пучков на определенную величину f (фиг. 1). Для регистрации этой величины визирную марку 3 смещают до совпадения центра визирной марки 3 с точкой пересечения световых пучков 1,2, Абсолютная величина } перемещения контрольной точки вычисляется по формуле
l VfZ+|2+|2,
где Ixi ly, iz величины сдвига визирной марки 3 по координатным осям OX, OY, OZ.
Погрешность измерения перемещения контрольной точки изделия на конечном этапе выполнения контрольно-измерительных работ зависит от точности совмещения центра визирной марки с точкой пересечения световых пучков.
Установлено, что возможность измерения перемещений контрольной точки с погрешностью, не превышающей значений, принятых для машиностроительного производства, обеспечивается при взаимной ориентации и последующей фиксации световых
3(50 Дг
пучков под углом а) -п-г , где ой- допустимая погрешность регистрации при совмещении контрольной точки с центром
светового пучка в плоскости, перпендикулярной оси этого пучка; Т - допустимая величина перемещения контрольной точки от исходного положения.
Технико-экономическая эффективность
предлагаемого способа в сравнении с известным обусловлена исключением измерительных операций по определению углов наклона световых лучей в фиксированных точках, с которых производится засечка контрольной точки. Все измерительные операции осуществляют непосредственно на самом изделии, при этом получают непосредственно линейную величину смещения по координатным осям.
Формула изобретения
Способ измерения перемещений контрольных точек изделий, заключающийся в том, что на контролируемую точку до начала ее перемещения наводят два световых
пучка и измеряют величину перемещения посредством регистрации величины рассогласования между точкой пересечения световых пучков и положением контрольной точки после перемещения, отличающийс я тем, что, с целью повышения точности и снижения трудоемкости измерений, световые пучки после их наведения на контрольную точку ориентируют относительно друг друга и фиксируют под углом
y 3dD/2T,
где б D - допустимая погрешность регистрации при совмещении контрольной точки с центром светового пучка в плоскости, перпендикулярной оси этого пучка;
Т - допустимая величина перемещения контрольной точки от исходного положения, до начала перемещения контрольной точки с ней совмещают и механически связывают визирную марку, после перемещения контрольной точки возвращают визирную марку в исходное положение последовательным перемещением марки по направлениям, параллельным осям ортогональной системы координат OXYZ, одна из
осей которой совпадает с осью одного из световых пучков, измеряют величину линейного сдвига визирной марки по каждой из координатных осей и вычисляют величину I перемещения контрольной точки по формуле
+#+Ј.
где Ix, ly, Iz - величины перемещения и визирной марки по осям OX, OY, OZ.
I
Фиг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения радиусов кривизны сферических поверхностей и устройство для его осуществления | 1988 |
|
SU1562691A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЙ ДЕФЕКТОВ НА АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ОПТИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2015 |
|
RU2612918C9 |
| ОПТИЧЕСКАЯ СИСТЕМА ЭЛЕКТРОННО-ОПТИЧЕСКОГО ТАХЕОМЕТРА | 1994 |
|
RU2097694C1 |
| СПОСОБ И УСТРОЙСТВО АЗИМУТАЛЬНО-УГЛОМЕСТНОЙ ИНДИКАЦИИ В ОПТИКО-ЛОКАЦИОННЫХ СИСТЕМАХ | 2015 |
|
RU2628301C2 |
| СПОСОБ НАВЕДЕНИЯ ИЗЛУЧЕНИЯ МНОГОКАНАЛЬНОГО ЛАЗЕРА В ЗАДАННЫЕ ТОЧКИ МИШЕНИ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2601505C1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ КРУПНОГАБАРИТНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096741C1 |
| Способ определения пространственных координат точек местности | 1985 |
|
SU1278580A1 |
| Способ фокусировки телескопического объектива и устройство для его осуществления | 1990 |
|
SU1760423A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОРИЕНТАЦИИ В ПРОСТРАНСТВЕ ИСПОЛНИТЕЛЬНОГО ОРГАНА МАШИНЫ С ЧПУ | 1988 |
|
RU2009764C1 |
| Способ определения параметров геометрии рельсовой колеи и система для его осуществления | 2018 |
|
RU2686341C1 |
Изобретение относится к измерительной технике и может быть использовано для регистрации перемещений элементов крупногабаритных изделий в авиа- и судостроении и т. п. Цель изобретения - повышение точности и снижение трудоемкости измерений путем исключения углоизмерительных операций. На контрольную точку до начала ее перемещения наводят два световых (лазерных) пучка, ориентируют относительно друг друга и фиксируют под углом и) D/2 Т, где (3D -допустимая погрешность регистрации при совмещении контрольной точки с центром светового пучка в плоскости, перпендикулярной оси этого пучка; Т - допустимая величина перемещения контрольной точки от исходного положения. До начала перемещения контрольной точки с ней совмещают и механически связывают визирную марку, установленную в измерительном приспособлении, конструкция которого обеспечивает возможность перемещения марки по трем взаимно перпендикулярным направлениям, образующим систему координатных осей. После перемещения контрольной точки возвращают визирную марку в исходное положение путем последовательных перемещений марки по н прэрле- ниям, параллельным осям системы координат, одна из осей координат примерно совпадает с осью одного из световых пучков. Измеряют величину линейного сдвига визирной марки по каждой из коор динатных осей и вычисляют величину i перемещения контрольной точки по формуле I V|2 + |у -н|. W х. у. z - величины перемещения визирной марки по осям (JX, OY, OZ . 2 ил. ij- i4-
о
| Способ определения координат точек изделия и устройство для его осуществления | 1980 |
|
SU970098A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
