Изобретение относится к измерительной технике и может быть использовано, в частности, для контроля формы поверхности оптической детали из пористого стекла (ПС).
Цель изобретения - повышение достоверности контроля в процессе изготовления оптической детали за счет исключения неоднородной (местной) деформации деталей из ПС при контроле.
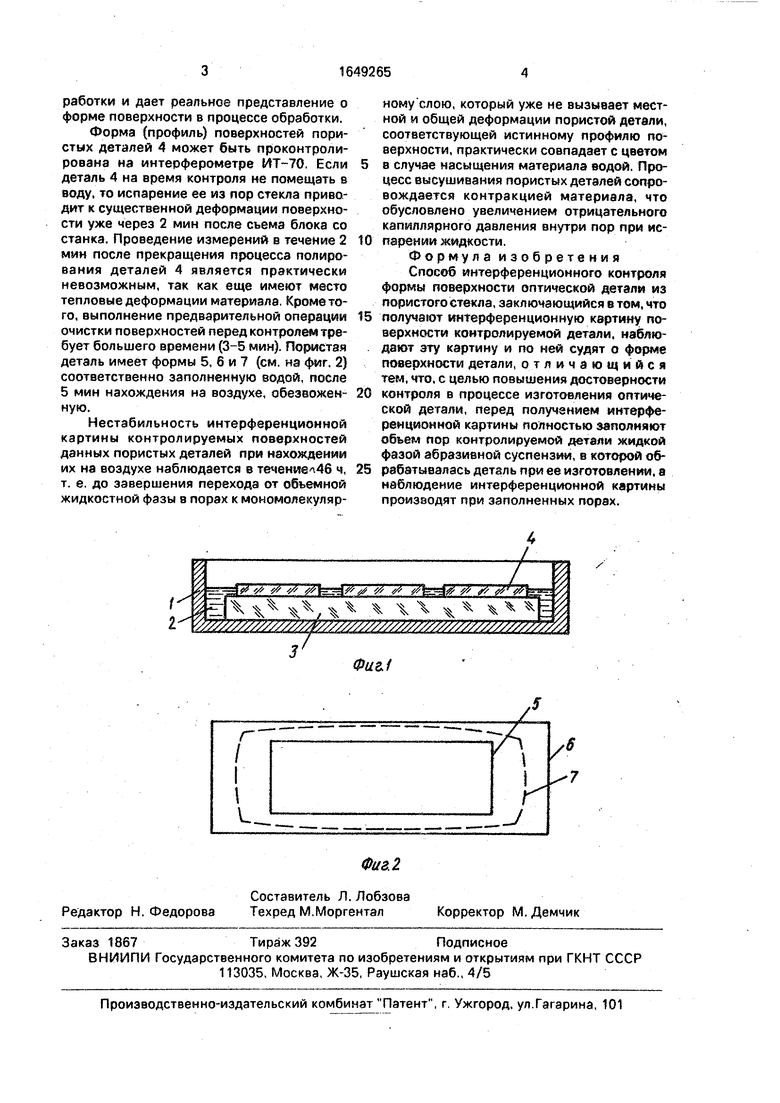
На фиг. 1 показана схема размещения пористых деталей при интерференционном контроле; на фиг. 2 - графически представлено изменение формы пористой детали в зависимости от степени заполнения жидкой среды.
На схеме изображены сосуд 1, жидкость (вода) 2, блокировочная пластина 3 и контролируемые детали 4.
Способ осуществляется следующим образом.
ПЪсле съема со станка и очистки оптических поверхностей от следов полировочного материала блок с закрепленными пористыми деталями 4 помещают в сосуд с я- идкс- стью 2 так, чтобы контролируемые поверхности выступали над жидкостью. Обьем пор деталей полностью заполняют жидкой Фазой абразивной суспензии, а которой изготавливают детали 4.
Время отстоя деталей 4 s яоде определяют экспериментально по стабилизации цвета интерференционной картины контролируемых поверхностей. Оно складывается из времени, необходимого для компенсации тепловых деформаций, имеющих место при механической обработке оптических деталей.
Представленная схема обеспечивает постоянное заполнение объема пор жидкостью (испарение воды из поверхностного слоя пористых деталей компенсируется ее самопроизвольным капиллярным течением) и устраняет возможную местную деформацию ПС при контроле. Следовательно, получаемая интерференционная картина отражает только точность механической
ю
работки и дает реальное представление о форме поверхности в процессе обработки.
Форма (профиль) поверхностей пористых деталей 4 может быть проконтролирована на интерферометре ИТ-70. Если деталь 4 на время контроля не помещать в воду, то испарение ее из пор стекла приводит к существенной деформации поверхности уже через 2 мин после съема блока со станка. Проведение измерений в течение 2 мин после прекращения процесса полирования деталей 4 является практически невозможным, так как еще имеют место тепловые деформации материала. Кроме того, выполнение предварительной операции очистки поверхностей перед контролем требует большего времени (3-5 мин). Пористая деталь имеет формы 5, б и 7 (см. на фиг. 2) соответственно заполненную водой, после 5 мин нахождения на воздухе, обезвожен- ную.
Нестабильность интерференционной картины контролируемых поверхностей данных пористых деталей при нахождении их на воздухе наблюдается в течениел46 ч, т. е. до завершения перехода от обьемной жидкостной фазы в порах к мономолекулярному слою, который уже не вызывает местной и общей деформации пористой детали, соответствующей истинному профилю поверхности, практически совпадает с цветом в случае насыщения материала водой. Процесс высушивания пористых деталей сопровождается контракцией материала, что обусловлено увеличением отрицательного капиллярного давления внутри пор при испарении жидкости.
Формула изобретения Способ интерференционного контроля формы поверхности оптической детали из пористого стекла, заключающийся в том, что получают интерференционную картину поверхности контролируемой детали, наблюдают эту картину и по ней судят о форме поверхности детали, отличающийся тем, что, с целью повышения достоверности контроля в процессе изготовления оптической детали, перед получением интерференционной картины полностью заполняют объем пор контролируемой детали жидкой фазой абразивной суспензии, в которой обрабатывалась деталь при ее изготовлении, а наблюдение интерференционной картины производят при заполненных порах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки оптических деталей из кварцевого и силикатных стекол и кристаллического кварца | 1985 |
|
SU1219325A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Устройство для контроля радиусов кривизны и местных ошибок оптических поверхностей деталей | 1976 |
|
SU629447A1 |
| Способ изготовления оптической детали из пористого стекла | 1989 |
|
SU1682337A1 |
| Способ обработки оптических деталей | 1990 |
|
SU1710303A1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ОПТИЧЕСКОЙ ПОВЕРХНОСТИ | 1996 |
|
RU2107903C1 |
| Способ контроля формы поверхности крупногабаритных оптических деталей на неравноплечем лазерном интерферометре | 1978 |
|
SU935704A1 |
| ОБЪЕМНАЯ ФАЗОВАЯ ГОЛОГРАММА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2168707C2 |
| Суспензия для полирования кристаллов германия | 2022 |
|
RU2809530C1 |
| Устройство для измерения радиуса оптической сферической поверхности | 2023 |
|
RU2839242C1 |
Изобретение относится к измерительной технике и может быть использовано, в частности, для контроля формы поверхности оптической детали из пористого свекла (ПС). Цель изобретения - повышение досто- веоности контроля в процессе изготовления оптической детали за счет исключения неоднородной (местной) деформации деталей из ПС при контроле. При мнтенфервнцкен- ном контроле формы поверхностей оптических деталей из пористого стекла обьем пор полностью заполняют жидкой фазой абразивной суспензии, в которой обрабатывается деталь, а интерференционную картину наблюдают при заполненных порах. 2 лл.
| Бардин А | |||
| Н | |||
| Технология оптического стекла | |||
| М., Высшая школа, 1963, с | |||
| Устройство для очищения сточных вод | 1916 |
|
SU519A1 |
