/
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки деталей с гальваническими никелевыми покрытиями | 1987 |
|
SU1474182A1 |
| Способ пайки паяносварных конструкций с телескопическими соединениями | 1989 |
|
SU1808554A1 |
| Способ контроля качества адгезии покрытий к подложкам | 1984 |
|
SU1229655A1 |
| Способ неразрушающего контроля адгезионной прочности защитных покрытий | 1987 |
|
SU1580229A1 |
| Способ сварки деталей из жаропрочных сплавов на никелевой основе с использованием лазерного излучения | 2020 |
|
RU2752822C1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННЫХ ДИСКОВ | 1992 |
|
RU2026156C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ГАЛЬВАНИЧЕСКИМ НИКЕЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2064536C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ СПЛАВАМИ НА ОСНОВЕ НИКЕЛЯ НА ХРОМСОДЕРЖАЩИХ МАТЕРИАЛАХ | 2005 |
|
RU2355827C2 |
| Способ поверхностного упрочнения металлических изделий | 1989 |
|
SU1687629A1 |
Изобретение относится к испытанию материалов к позволяет повысить точность отбраковки деталей с никелевыми и медными покрытиями. Это достигается за счет учета влияния скорости нагрева до заданной температуры на результаты контроля адгезионной прочности. Деталь с покрытием нагревают до заданной температуры с постоянной скоростью V, равной критической (VKp), определяемой из экспериментальной зависимости Vxp f (G ) гДе СГП - заданная контролируемая величина адгезионной прочности. При контроле никелевых покрытий на сталях и меди заданную температуру выбирают равной (0,25 - 0,/)ТПА, где Тпл - температура ллавлення покрытия. 2 ил.
Изобретение относится к испытательной технике и может быть использовано для контроля адгезионной прочности покрытий на деталях и их отбраковки.
Целью изобретения является повышение точности отбраковки деталей с никелевыми и медными покрытиями путем учета скорости нагрева до заданной температуры.
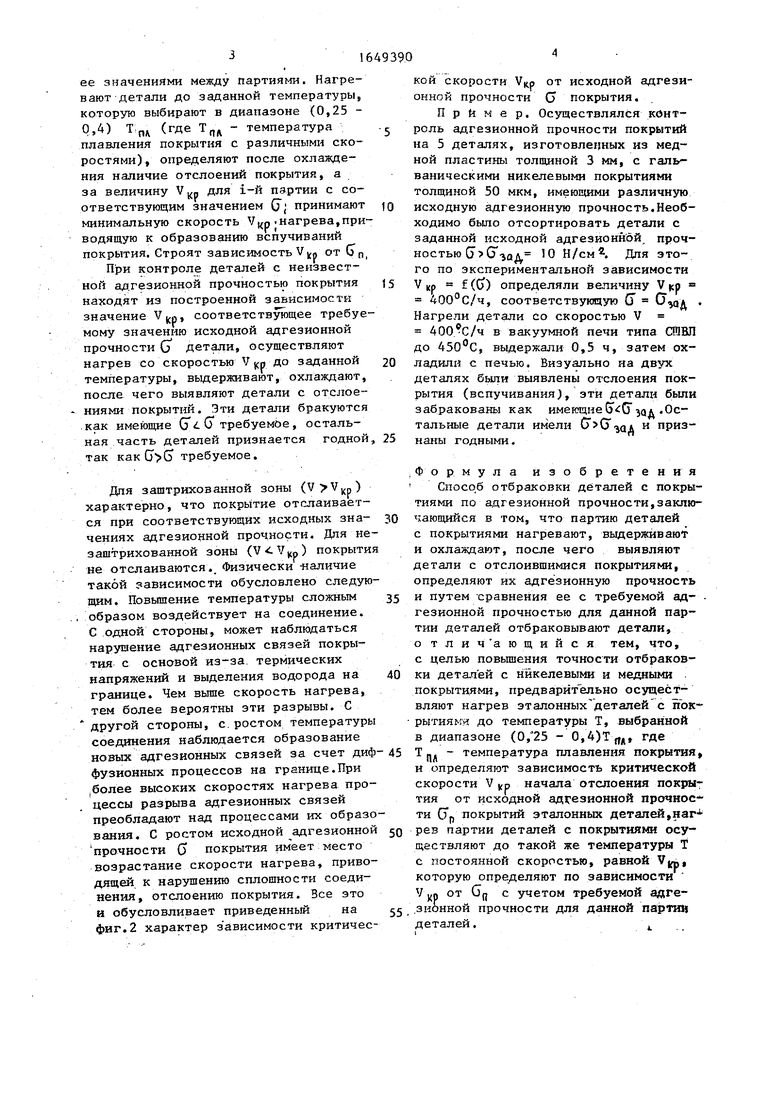
На фиг, схематически представлены циклы нагрев - выдержка - охлаждение, отличающиеся различными скоростями нагрева. Сплошные линии Vj - V характеризуют замедленные скорости нагрева, когда покрытия в результате осуществления цикла не отслаиваются. Штриховые линии характеризуют повышенные скорости нагрева, приводящие к отслоению покрытий. ПРИ -iTOM минимальная
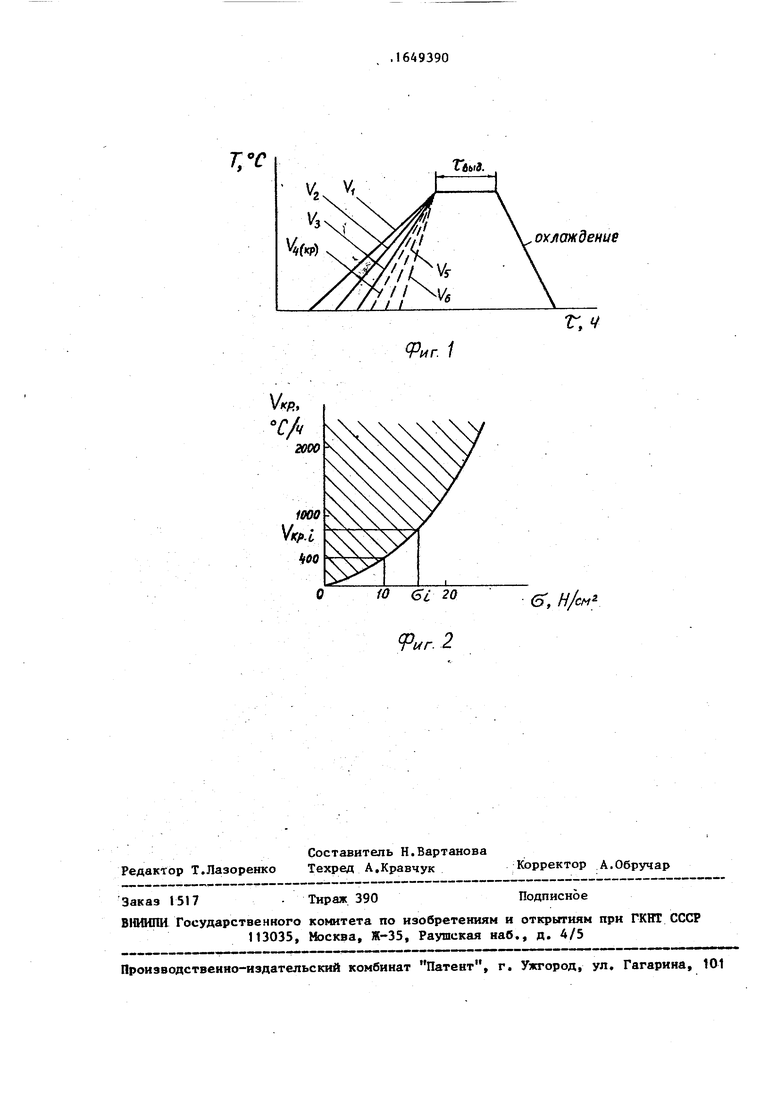
скорость нагрева, приводящая к от- слоекию покрытия (критическая скорость). На фиг.2 изображена зависимость критической скорости нагрева от величины адгезионной прочности покрытия.
Способ контроля адгезионной прочности покрытий реализуют следующим образом.
Предварительно определяют зависимость величины критической скорости Vk- нагрева (минимальной скорости нагрева, приводящей к образованию отслоений покрытия) от исходной адгезионной прочности покрытия On (определяемой по результатам механических испытаний). Для этого подбирают по результатам механических испытаний адгезионной прочности 0П ряд партий деталей с одинаковыми значениями Gn внутри каждой партии и различными
2
Х W СО О
3164
ее значениями между партиями. Нагревают детали до заданной температуры, которую выбирают в диапазоне (0,25 - ) тпл (где тпл температура плавления покрытия с различными скоростями), определяют после охлаждения наличие отслоений покрытия, а за величину VK для 1-й партии с соответствующим значением принимают минимальную скорость .нагрева,приводящую к образованию вспучиваний покрытия. Строят зависимость V,p от (}П|
При контроле деталей с неизвестной адгезионной прочностью покрытия находят из построенной зависимости значение VKp, соответствующее требуемому значению исходной адгезионной прочности G детали, осуществляют нагрев со скоростью V Кр до заданной температуры, выдерживают, охлаждают, после чего выявляют детали с отслоениями покрытий. Эти детали бракуются как имеющие С требуемое, остальная часть деталей признается годной, так как ( требуемое.
Для заштрихованной зоны () характерно, что покрытие отслаивается при соответствующих исходных зна- чениях адгезионной прочности. Для незаштрихованной зоны () покрытия не отслаиваются. Физически -наличие такой зависимости обусловлено следующим. Повышение температуры сложным , образом воздействует на соединение. С одной стороны, может наблюдаться нарушение адгезионных связей покрытия с основой из-за термических напряжений и выделения водорода на границе. Чем выше скорость нагрева, тем более вероятны эти разрывы. С другой стороны, с ростом температуры соединения наблюдается образование новых адгезионных связей за счет диф фузионных процессов на границе.При ,более высоких скоростях нагрева процессы разрыва адгезионных связей преобладают над процессами их образования. С ростом исходной адгезионной прочности С) покрытия имеет место возрастание скорости нагрева, приводящей к нарушению сплошности соединения, отслоению покрытия. Все это и обусловливает приведенный на фиг.2 характер зависимости критической скорости VUG от исходной адгезионной прочности С покрытия.
Пример. Осуществлялся контроль адгезионной прочности покрытий на 5 деталях, изготовленных из медной пластины толщиной 3 мм, с гальваническими никелевыми покрытиями толщиной 50 мкм, имеющими различную исходную адгезионную прочность.Необходимо было отсортировать детали с заданной исходной адгезионной прочностью G CTiaл 50 Н/см4. Для этого по экспериментальной зависимости V кр f(() определяли величину V up 400°С/ч, соответствующую (J CfyiA Нагрели детали со скоростью V 400сС/ч в вакуумной печи типа СШВЛ до 450°С, выдержали 0,5 ч, затем охладили с печью. Визуально на двух деталях были выявлены отслоения покрытия (вспучивания), эти детали были забракованы как имеющиеСкСГ зад ®с
- s
тальные детали имели накы годными.
А
и призФормула изобретения Способ отбраковки деталей с покрытиями по адгезионной прочности,заключающийся в том, что партию деталей с покрытиями нагревают, выдерживают и охлаждают, после чего выявляют детали с отслоившимися покрытиями, определяют их адгезионную прочность и путем сравнения ее с требуемой ад- . гезионной прочностью для данной партии деталей отбраковывают детали, о тлич ающийся тем, что, с целью повышения точности отбраковки деталей с никелевыми и медными покрытиями, предварительно осуществляют нагрев эталонных деталей с покрытиями: до температуры Т, выбранной в диапазоне (0,°25 - 0,4)TrtA, где Т.. - температура плавления покрытия, и определяют зависимость критической
скорости V
кр
начала отслоения покрытия от исходной адгезионной прочности СГр покрытий эталонных деталей,нагА рев партии деталей с покрытиями осуществляют до такой же температуры Т с постоянной скоростью, равной , которую определяют по зависимости Укр от GU с учетом требуемой адгезионной прочности для данной партии деталей.,
Tt°C
Уед, Г/v
2000
1000
Редактор Т.Лазоренко
Составитель Н.Вартанова Техред А.Кравчук
Заказ 1517
Тираж 390
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Тбы8.
охлаждение
Фиг 1
10 5i 20
ЗГ, Н/см
Pur 2
Корректор А.Обручар
Подписное
| Автоматический воздушный тормоз | 1925 |
|
SU9302A1 |
