Известна конвейерная линия для изготовления шаропилотпых и радиозондовых оболочек по способу ионного отложения, включающая устройство для ионного отложения, состоящее из вапн, снабженных терморегуляторами; транспортирующее устро:ство в виде ребристых форм, смонтированных в рамках, зубчатые рейки для поворота элементов макания на 180°, а также устройство для съем.1 .оболочек с формы, включающее кольн,о с шарнирно прикрепленными к нему подпружиненными пальцами и ограничителями погружения последних под оболочку. Изготовленные на этой конвейерной линии оболочки после погружения форм в тальковую суспензию переносят в отделение уплотнения, заключающегося в обработке оболочек водой в ваннах. Загрузка в ванны и выгрузка из них производятся вручную, что понижает производительность и не дает возможности получать оболочки с одииаковыми физико-механическими показателями.
Описываемая автоматическая линия обеспечивает комплексную механизанию, повышение производительности и непрерывное автоматическое выполнение всех операний, связанных с изготовлением шаропилотных и радиозондовых оболочек. С этой целью в устройство для ионного отложения по ходу процесса включают ванну с водой для уплотнения образованного на форме каучукового геля, вследствие чего возможность слипания геля исключается и необходимость в талькировании наружной поверхности отпадает. Для получения оболочек е одинаковыми физикомеханическими показателями формы элементов макания получают в ваннах вращательно-поступательное движение. Элементы макания снабжены диском и узлом подвешивания к трапснортирующему устройству. Узел подвешивания соетоит из двух полуосей с цапфами, подшипника качения, зубчатых колес и ползунков, укрепленпых на полуосях, и ролика качения. Цепи транспортирующего уетройетва снабжены подшипниками для размещения в них цапф полуосей. Для сообщения формам элементов макания вращательного движения вдоль ванн установлены подпружиненные планки, с которыми фрикционно взаимодействуют ролики качения элементов макания. При поступательном движении ноеледних для обеспечения вертикального положения форм вдоль ванн установлены фиксаторы с направляющими канавками для ползунков элементов макания. С целью равномерного смачивания форм после макания, между ваннами неподвижно смонтированы зубчатые рейки, е которыми взаимодействуют зубчатые колеса узла подвешивания для новорота элемента макания на 180°. Для ввелепил в ДСЧ1СТ15ИС усгроисти; длм сым; .)нь лочек ия раме слюитировано стопорное. ч | ройство, состоящее из крепления его к рамс, щек, подпружиненных пальцев и упорных площадок, взаиыодействз-ющих с диском устроГ;ства для съема.
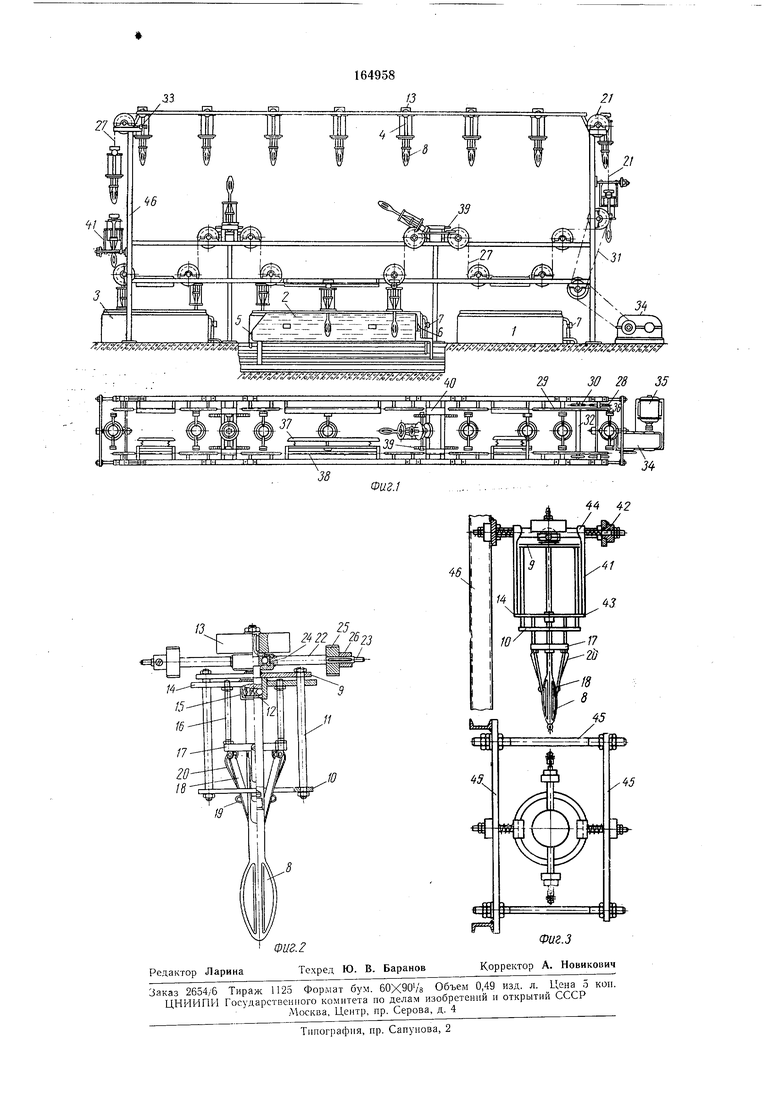
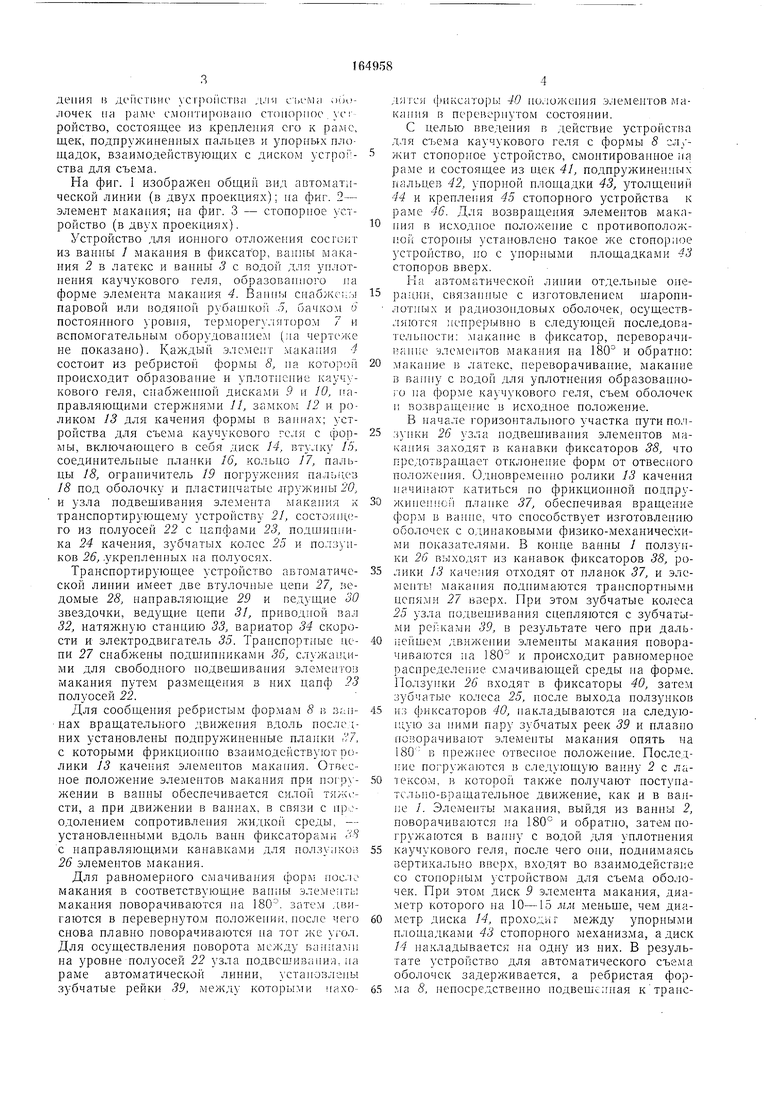
На фиг. 1 изображен общий вид автоматической линии (в двух проекциях); на фиг. 2- элемент макания; на фиг. 3 - стопорное устройство (в двух проекциях).
Устройство для ионного отложення сое гонт из ваццы / макания в фиксатор, ваипы макания 2 в латекс и ванны 3 с водой длп уплотнения каучукового геля, образованного па форме элемента макания 4. Ванны снабжсиы паровой или водяно рубашкой -5, бачком о постоянного уровня, терморег ,1ятором 7 н вспомогательным оборудованием (на чертеже ие показано). Каждый элемент макания 4 состоит из ребристой формы S, на которой происходит образованне и уплотнение каучукового геля, снабженной дисками 9 н 10, направляющими стержнями 11, замком 12 н роликом 13 для качения формы в ваннах; устройства для съема каучукового геля с формы, включающего в себя диск 14, втулку /5, соединительные нланкн 16, кольцо 17, пальцы 18, ограничитель 19 погружения пальиз 18 под оболочку и пластинчатые лружины .k(9, и узла подвешивания элемента макания к транспортирующему устройству 21, состояние го из полуосей 22 с цапфами 23, подни-шннка 24 качения, зубчатых колес 25 и полз нков 26, .укрепленных на полуосях.
Транспортирующее устройство автоматической линии имеет две втулочные цепи 27, ведомые 28, нанравляющие 29 и ведущие 30 звездочки, ведущие цепи 31, прнводпой вал 32, натяжиую станцию 33, вариатор 34 скорости и электродвигатель 35. Транспортные непи 27 снабжены подшипниками 36, служаии-fми для свободного нодвешивания элементов макания путем размещения в них цапф 23 полуосей 22.
Для сообщения ребристым формам 8 к з,;н цах вращательного движения вдоль последних установлены подпружиненные планки 7, с которыми фрикционно взаимодействуют ролики J3 качения элементов макания. Отвесное положение элементов макания при погружении в ванны обеспечивается силой тяжести, а при движении в ваннах, в связи с нроодолением сопротивления жидкой среды, - установленными вдоль ванн фиксаторами ) с направляющими канавками для ползуико 26 элементов макания.
Для равномерного смачивания форл после макания в соответствующие ъаниы э.чементы макания поворачиваются на 180-. затем .(внгаются в перевернутом положении, после чего снова плавно новорачиваются на тот же угол. Для осуществления новорота между BauuaAiH на уровне полуосей 22 узла подвсшизанил,на раме автоматической линии, установлены зубчатые рейки 39, между которыми няходятся (||иксаторь 40 цо,;;ожения элемегггов дгакания в неревернутом состоянии.
С целью введения в действие устройства .1,ля стзема каучукового геля с формы 8 c.;iyжит стопорное устройство, смонтированное на раме и состоящее из щек 41, подпружиненных пальцев 42, упорной площадки 43, утолщений 44 и крепления 45 стонорного устройства к раме 46. Для возвращения элементов макаПИЯ в исходное поло/ чение с противоположHoii стороны установлено такое же стопор(изе устройство, но с упорными площадками 43 стопоров вверх.
К а автоматическо линии отдельные операции, связанные с изготовлением шаропилотиых и раднозондовых оболочек, осуществляются 1енрерывно в следуюн ей последовательности: Л1акание в фиксатор, переворачивание элементов макания на 180° и обратно:
макание в латекс, переворачивание, макание в ванну с водой для уплотнения образованного на форме каучукового геля, съем оболочек li возвращение в исходное положение.
В начале горизонтального участка пути пол,1ункн 26 зла нодвешивания элементов макаиия заходят в канавки фиксаторов 38, что предотвращает отклонение форм от отвесного положения. Одновременно ролики 13 качения 11ачинаи)т катиться но фрикционной подпружиненнсГ: планке 37, обеспечивая вращение форм в ванне, что способствует изготовлению оболочек с одинаковыми физико-механическими ноказателямн. В конце ванны 7 ползунки 26 выход;гг из канавок фиксаторов 38, ролики 13 качения отходят от планок 37, и элементь макания подпимаются транспортными цепями 27 вверх. При этом зубчатые колеса 25 узла нодвешивания сцепляются с зубчатыми рейками 39, в результате чего при дальiieiimeM движении элементы макания поворачиваются на 180 и происходит равиомерное распределение смачивающей среды на форме. Ползунки 26 входят в фиксаторы 40, затем зубчатые колеса 25, после выхода иолзун);ов
из фиксаторов 40, накладываются на следуюи;ую за ними пару зубчатых реек 39 и плавно новорачивают элементы макания опять на 180 в прежнее отвесное положение. Последние погружа1хотся в следующую ванну 2 с лаleKcorvi, в KOTopoii также получают поступательно-вращательное движение, как и в ванне 1. Элементы макания, выйдя из ванны 2, поворачиваютея на 180° и обратно, затем погружаются в ванну с водой для уплотнения
каучукового геля, после чего они, поднимаясь вертикально вверх, входят во взаимодействие со стонорным устройством для съема оболочек. При этом диск 9 элемента макания, диаметр которого на 10-15 мм меньше, чем диаметр диска 14, проходит между упорными площадками 43 стопорного механизма, а диск 14 накладывается на одну из пих. В результате уетройство для автоматического съема оболочек задерживается, а ребристая форпортным цепям, продолжает двигаться. Пальцы 18 подходят под oopasoBainiyto па форме(Ь оболочку и спимают последнюю с формы. Далее диск 9, проходя между утолщениями 44 щек 41, раздвигает их, диск 14 снимается с упорных площадок 43, и все устройство для съема оболочек получает возможность продолжать поступательное движение вместе с формой как составная часть элемента макапия. Последний -достигает стопорного устройства с противоположной стороны автоматияеской линии и возвращается в исходное положение. Действие последнего стопорного устройства такое же, как и при съеме оболочки. Предмет изобретения
. 1. Автоматическая линия для изготовлеггия паронилотпых и радиозондовых оболочек по способу ионного отложения, включающая усгройство для ионного отложения, состоящее из г.анн, снабженных терморегуляторами; транспортирующее устройство в виде бесконечных пепей, несущих элементы макапия, выполненное в виде ребристых форм, смонтированных в рамках; зубчатые рейки для поворота элементов макания на 180°; устройство для съема оболочек с формы, включающее кольцо с щарнирно прикренленными к нему подпружиненными пальцами и ограничителями погружения пальцев под оболочку, отличающаяся тем, что, с целью комплексной механизации и автоматизации изготовления щаропилотных и радиозондовых оболочек и повышения производительности, в устройство для ионного отложения включают по ходу процесса ванну е водой для уплотнения образованного на фор.ме каучукового геля, а элементы
макания получают вращательно-поступательное движение.
2.Линия по н. 1, отличающаяся тем, что элементы макания снаблсены диском и узлом подвешивания к транспортирующему устройству, причем узел подвещивания состоит из двух полуосей с цапфами, подшипника качения, зубчатых колес и ползунков, укрепленных на полуосях, и ролика качения, а цепи транспортирующего устройства снабжены ноцщипниками для размещения в них цапф полуосей.
3.Линия по пп. 1 и 2, о тл и ч а ю щ а я с и тем, что, с целью сообщения формам элементов макания вращательного движения, вдоль ванн установлены подпружиненные планки, с которыми фрикционно взаимодействуют ролики качения элементов макания.
4.Линия по пп. 1, 2 и 3, о т л и ч а ю щ а яся тем, что, с целью обеспечения вертика.чьного положения элементов макания при их поступательном движении, вдоль ванн установлены фиксаторы с нанравляющими канавками для ползунков элементов макания.
5.Линия по п. 1, отличающаяся тем. что, с целью равномерного смачивания форм после макания, между ваннами смонтированы ненодвижно зубчатые рейки, с которыми взаимодействуют зубчатые колеса узла нодвещивания для поворота элемента макания на 180°.
6.Линия по п. 1, о т л и ч а ю HI, а я с я тем, что, с целью введения в действие устройства для съема оболочек, на раме смонтировано стопорное устройство, состоящее из щек, подпружиненных пальцев, упорных площадок н крепления стопорного устройства к раме.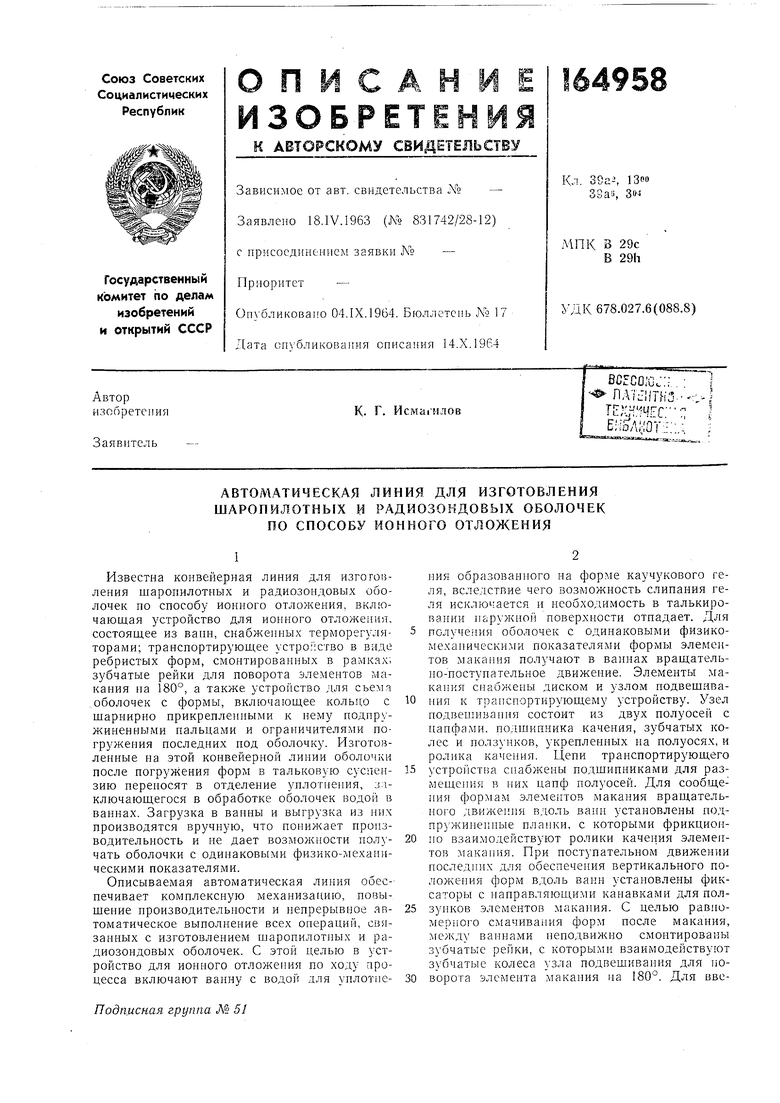
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления шаропилотных и радиозондовых оболочек по способу ионного отложения | 1961 |
|
SU147319A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЛАТЕКСОВ И ВОДНЫХ ДИСПЕРСИЙ НАТУРАЛЬНОГО ИЛИ СИНТЕТИЧЕСКОГОКАУЧУКА | 1972 |
|
SU352790A1 |
| ЦЕПНОЙ КОНВЕЙЕР СО ЗВЕНЬЯМИ ДЛЯ КРЕПЛЕНИЯ, | 1971 |
|
SU304146A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗНОТОЛЩИННЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015021C1 |
| ЖЕЛЕЗНОДОРОЖНЫЙ ОСЕВОЙ УЗЕЛ С АВТОМАТИЧЕСКОЙ СИСТЕМОЙ ИЗМЕНЕНИЯ ШИРИНЫ КОЛЕИ | 1997 |
|
RU2190547C2 |
| ЗАМОК АВТОМОБИЛЬНОЙ ДВЕРИ | 2010 |
|
RU2560304C2 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1973 |
|
SU406385A1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 1997 |
|
RU2111815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ПЕРЧАТОК | 1997 |
|
RU2103171C1 |