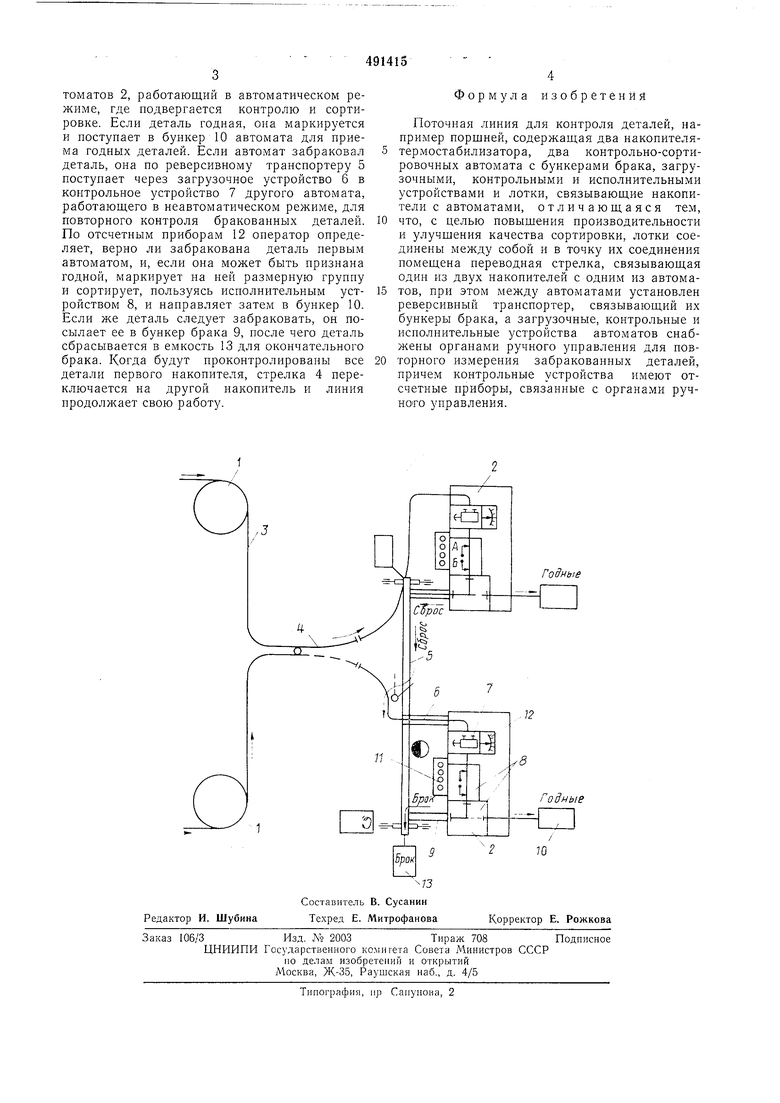
томатов 2, работающий в автоматическом режиме, где иодвергается контролю и сортировке. Если деталь годная, она маркируется и поступает в бункер 10 автомата для приема годных деталей. Если автомат забраковал деталь, она по реверсивному транспортеру 5 поступает через загрузочное устройство 6 в контрольное устройство 7 другого автомата, работающего в неавтоматическом режиме, для повторного контроля бракованных деталей. По отсчетным приборам 12 оператор определяет, верно ли забракована деталь первым автоматом, и, если она может быть признана годной, маркирует на ней размерную группу и сортирует, пользуясь исполнительным устройством 8, и направляет затем в бункер 10. Если же деталь следует забраковать, он посылает ее в бункер брака 9, после чего деталь сбрасывается в емкость 13 для окончательного брака. Когда будут проконтролированы все детали первого накопителя, стрелка 4 переключается на другой накопитель и линия продолжает свою работу.
Формула изобретения
Поточная линия для контроля деталей, например порщней, содержащая два накопителятермостабилизатора, два контрольно-сортировочных автомата с бункерами брака, загрузочными, контрольными и исполнительными устройствами и лотки, связывающие накопители с автоматами, отличающаяся тем,
что, с целью повыщения производительности и улучщения качества сортировки, лотки соединены между собой и в точку их соединения помещена переводная стрелка, связывающая один из двух накопителей с одним из автоматов, при этом между автоматами установлен реверсивный транспортер, связывающий их бункеры брака, а загрузочные, контрольные и исполпительные устройства автоматов снабжены органами ручного управления для повторного измерения забракованных деталей, причем контрольные устройства имеют отсчетные приборы, связанные с органами ручного управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для измерения и сортировки деталей по наружным размерам | 1938 |
|
SU57813A1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СОРТИРОВКИ ШЕРСТИ | 1972 |
|
SU419580A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2016 |
|
RU2643997C2 |
| Автомат для сортировки на размерные группы цилиндрических деталей | 1980 |
|
SU878360A1 |
| Способ поверки автоматов для сортировки деталей по линейным размерам | 1988 |
|
SU1650274A1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| Способ проверки точности резьбоизмерительных устройств | 1981 |
|
SU1145239A1 |
