1
(21)4483816/13 (22) 20,09.88 (46)23.05.91. Бюл. Мг 19 (75) В.К.Кузнецов (53)621.798.4(088.8)
(56)Авторское свидетельство СССР № 1265089, кл. В 65 В 43/04, 1984.
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ
(57)Изобретение относится к устройствам для промышленного изготовления из термопластичной пленки изделий типа обложек для тетрадей и книг, тарных пакетов и т.д. Целью изобретения является повышение производительности и уровня производственной санитарии. Устройство для изготовления изделий из термопластичной пленки состоит из последовательно расположенных на станине 1 механизма шаговой подачи, механизма резки, приемно-складиру- ющего механизма и транспортера отвода
готовых изделий 27. Приемно-складирую- щий механизм и механизм резки частично схватывает кожух 16, образующий воздуховод. Приемно-складирующий механизм включает полый барабан 9 со сквозными радиальными отверстиями и кольцевыми пазами, ролик 12 для снятия статических зарядов с барабана. Под барабаном 9 расположен вильчатый рычаг 13 с упором 14 для укладывания готовых изделий 27 в стопу 28. Причем зубья 15 вильчатого рычага 13 размещен в кольцевых пазах барабана 9. Сила сцепления пленки 24 с поверхностью барабана 9 определяется перепадом давления в полости барабана и под кожухом 16. Барабан 9 вращается с окружной скоростью, превышающей скорость подачи пленки 24 валиком 2, вследствие чего пленка 24 одновременно с перемещением по ходу вращения барабана проскальзывает по его поверхности. 2 ил.
ё

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из термопластичной пленки | 1984 |
|
SU1265089A1 |
| Устройство для изготовления пакетов из термопластичной пленки | 1990 |
|
SU1761609A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ КАРТОННЫХ НАВИВНЫХ БАРАБАНОВ | 1998 |
|
RU2175605C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПЛАСТА ИЗ ЛИПКОЙ КОНДИТЕРСКОЙ МАССЫ | 1991 |
|
RU2010532C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ГЛИНЯНЫХ ПЛАСТОВ | 1929 |
|
SU18646A1 |
| Устройство для резки тонколистного рулонного материала | 1988 |
|
SU1743890A1 |
| УСТРОЙСТВО ДЛЯ СКЛАДЫВАНИЯ ДВУХ ПОТОКОВ ТЕКСТИЛЬНЫХ ПОЛОТЕН В СТОПУ | 1995 |
|
RU2088509C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Автоматическая установка для укладки полосовых изделий | 1983 |
|
SU1154191A1 |
| Устройство для поперечной резки бумажного полотна | 1988 |
|
SU1630910A1 |

26 75
79
П 18
S
(Л
о ел ьо
Изобретение относится к устройствам для промышленного изготовления из термопластичной пленки изделий типа обложек для тетрадей и книг, тарных пакетов и т.д.
Цель изобретения - повышение производительности и уровня производственной санитарии.
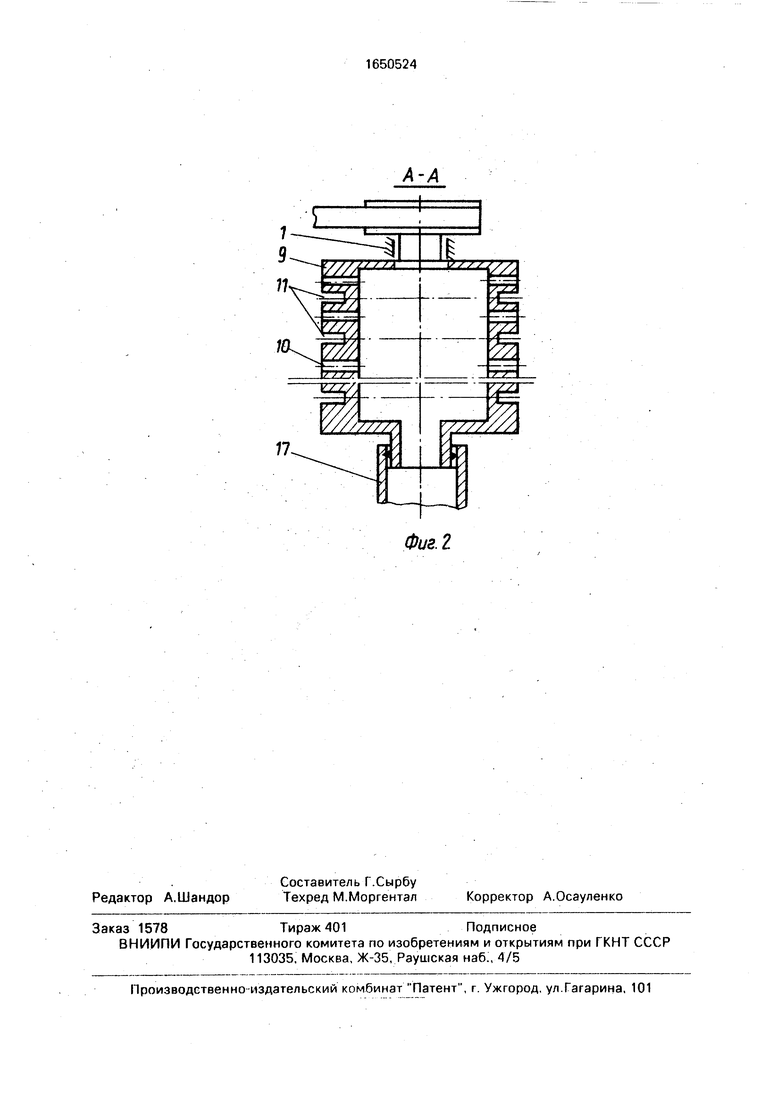
На фиг.1 представлено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1.
Устройство состоит из последовательно расположенных на станине 1 механизмов шаговой подачи, резки, приемно-складиру- юЩего и транспортера отвода готовых изде- лий. Механизм шаговой подачи пленки включает два параллельно установленных на станине 1 валика 2 и 3, первый из которых тяговый, а второй - прижимной. На оси тягового валика 2 смонтирована электромагнитная муфта 4 для связи с приводом 5. Оба валика имеют эластичное покрытие и связаны между собой фрикционной передачей. Механизм резки состоит из размещенного начстанине 1 опорного валика 6 и установленной над ним с возможностью вертикального перемещения каретки 7 с нагревательным элементом 8 в виде нитевидного электрода из жаростойкого сплава, например нихрома. Опорный валик 6 связан с приводом 5 и установлен несколько выше уровня протягивания пленки для получения легкого натяга ее при резке. Окружная скорость опорного валика 6 в 1,3-1,5 раза больше окружной скорости тягового валика 2.
Приемно-складирующий механизм размещен между меха-низмом резки и транспортером отвода готовых изделий и включает связанный с приводом 5 полый барабан 9 со сквозными радиальными отверстиями 10 и кольцевыми пазами 11, ролик 12 для снятия статических зарядов с барабана 9 путем смачивания его цилиндрической поверхности водой и расположенный под барабаном 9 вильчатый рычаг 13с упором 14 для укладывания готовых изделий в стопу на транспортере, причем зубья 15 вильчатого рычага 13 размещены в кольцевых пазах 11 барабана 9. Приемно-складирующий механизм и механизм резки частично охватывают кожух 16, образующий воздуховод. Кожух 16 установлен так, что воздух в зоне резки засасывается вентилятором (не показан) под кожух и далее через радиальные отверстия 10 и вытяжной патрубок 17 выбрасывается наружу. Для передачи изделий на полый барабан 9 перед ним установлен направляющий валик 18. Передача от привода 5 к полому барабану 9 выполнена таким образом, что окружная скорость его в 1,2-1,4 раза больше окружной скорости тягового валика 2.
Транспортер отвода готовых изделий
содержит бесконечную ленту 19, натянутую
на валики 20, один из которых - ведущий связан с приводом 5 через электромагнитную муфту 21.
Устройство также содержит блок 22 системы управления, рулонодержатель 23 с термопластичной пленкой 24, фотодатчики
25 и 26. Готовые изделия 27 стапелируются в стопу 28.
Устройство работает следующим образом.
При включении привода 5 через блок 22
системы управления включаются в определенной последовательности кинематически связанные с ним рабочие органы: муфта 4 тягового валика 2, опорный валик 6, полый барабан 9, направляющий валик 18 и ролик
Предварительно отформованную пленку 24 заправляют между валиками 2 и 3. При этом тяговый валик 2 работает в старт-стопном режиме по команде с блока 22 управления, а прижимной валик 3. находясь в постоянном контактировании с тяговым валиком 2, обеспечивает прижим полотна, чем обеспечивается возможность протягивания пленки 24 с рулонодержателя 23. Далее конец пленки заводится на опорный валик 6. С подачей команды Пуск с блока 22 системы управления электромуфта 4 включается. и вращение с привода 5 передается тяговому валику 2. При этом полотно пленки подается в зону барабана 9. Однако, так как пленка имеет очень малую толщину, то траектория движения ее может быть изменена от случайных явлений (колебания воздуха, залипания за счет электризации и пр.). С
этой целью на пути движения полотна установлен направляющий валик 18, вращающийся таким образом, чтобы полотно отбрасывалось вниз и далее, подхваченное направленным потоком, к поверхности барабана 9. Образующийся направленный поток воздуха за счет кожуха 16 направляет пленку к поверхности барабана 9. Достигнув его поверхности, пленка захватывается им за счет засасывания воздуха проводным
каналом, образованным частью отверстий 10 в барабане 9, и надежно удерживается на его поверхности. Это достигается за счет того, что сквозные отверстия 10 располагаются между пазами 11, т.е. в гребнях барабана. Поэтому сила сцепления пленки с поверхностью барабана определяется перепадом давления в полости барабана 9 и под кожухом 16. При этом только часть отверстий перекрыта пленкой 24, а другая (открытая) часть работает на отсос газов.
Так как барабан 9 вращается с окружной скоростью, превышающей скорость подачи пленки тяговым валиком 2, то последняя проскальзывает по его поверхности с одновременным перемещением по ходу его вращения, перекрывая при этом только часть его поверхности. Надежное удержание пленки на поверхности барабана также частично усиливается незначительной смачиваемостью водой при контакте ролика 12 с его поверхностью. Достигнув первого фотодатчика 25, последним подается сигнал на блок 22 системы управления, который, в свою очередь, подает команду Стоп, по которой муфта 4 отключается, движение полотна прекращается, так как тяговый валик 2 останавливается. Каретка 7 опускается на опорный валик б, прижав нагревателоный элемент 8 к полотну пленки При этом в месте контактирования происходит отсечка готового изделия 27, которое освободившись от основного поаотна алее увлекается вращающимся барабаном 9 Натяг полотна, образованный за счет силы трения пленки по поверхности барабана, может меняться за счет отсоса воздуха в системе вентиляции и за счет величины смачивания поверхности барабана водой с помощью ролика 12
Кроме того, образующиеся электростатические заряды на изделии 27 по увлажненной поверхности барабана полностью снимаются на корпус и далее на землю, и в дальнейшем их накапливание на изделиях и станине не происходит. Далее отсеченное изделие 27, перемещаясь по ходу вращения барабана, достигает зоны фотодатчика 26, по сигналу которого система управления поднимает каретку 7 от опорного валика 6, освобождая зону подачи полотна, и при достижении верхнего положения каретки 7 подает команду пуска следующего цикла подачи. Изделие 27 продолжает свое перемещение, находясь на поверхности барабана 9 до встречи с вильчатым рычагом t3. Готовое изделие 27 отрывается от поверхности барабана зубьями 15 и при взаимодействии с упором 14 приобретает новую траекторию движения и укладывается в стопу 28.
После накопления изделий 27 в стопе 28
включается ведущий валик 20 транспортера для отправки изделий на склад.
Положительный эффект от использования устройства для изготовления изделий
из термопластичной пленки заключается в повышении производительности работы машины и ее надежности, исключении вынужденных остановок, особенно на завершающих операциях. Повышение
производительности только за счет исключения вынужденных остановок ориентировочно составляет от 12 до 15%. Кроме того, наличие воздуховода, образованного кожухом, и системы вентиляции повышает не
только надежность работы линии, но и обеспечивает высокий уровень производственной санитарии на рабочих местах.
Формула изобретения
Устройство для изготовления изделий из термопластичной пленки, содержащее механизм шаговой подачи пленки, механизм резки и транспортер отвода готовых изделий, отличающееся тем, что, с
целью повышения производительности и уровня производственной санитарии, оно снабжено размещенным между механизмом резки и транспортером отвода готовых изделий приемно-складирующим механизмом и частично охватывающим его и механизм резки кожухом, при этом приемно-складирующий механизм включает в себя полый барабан со сквозными радиальными отверстиями и кольцевыми
пазами, ролик для снятия статических зарядов с барабана и расположенный под барабаном вильчатый рычаг с упооом для укладывания готовых изделий в стопу на транспортере, причем зубья вильчатого рычага размещены в кольцевых пазах барабана.
17
Фиг. 2
