2. Усч-ановка по п. 1, о т л ичающаяся тем, что захваты
цепных конвейеров иредставлчют со бой магниты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| Машина для набора комплектов печатной продукции | 1988 |
|
SU1676980A1 |
| Устройство для консервации и упаковки однотипных предметов | 1972 |
|
SU438584A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НОЖОВОЧНЫХПОЛОТЕН | 1970 |
|
SU266525A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКОННОЙ ШТОРЫ С РЕГУЛИРУЕМОЙ ОСВЕЩЕННОСТЬЮ, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОКОННОЙ ШТОРЫ С РЕГУЛИРУЕМОЙ ОСВЕЩЕННОСТЬЮ И ОКОННАЯ ШТОРА С РЕГУЛИРУЕМОЙ ОСВЕЩЕННОСТЬЮ | 1993 |
|
RU2103469C1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПАЧЕК ГАЗЕТ, ЖУРНАЛОВ, КНИГ И ТОМУ ПОДОБНЫХ ПРЕДМЕТОВ | 1971 |
|
SU308924A1 |
| Устройство для подачи заготовок в зону обработки | 1990 |
|
SU1757770A1 |
| Устройство для упаковки в пеналы стержнеобразных изделий | 1990 |
|
SU1794805A1 |
| Устройство для скручивания концов обвязочной проволоки | 1986 |
|
SU1369994A1 |
| Станок для заточки зубьев пил | 1983 |
|
SU1135572A1 |
1. АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ УКЛАДКИ ПОЛОСОВЫХ ИЗДЕЛИЙ, преимущественно ножовочных полотен в стопу. Содержащая установленные на станине механизм для подачи пачек полос, вертикально замкнутые параллельно расположённые цепные конвейеры с захватами дня полосовых изделий, толкатель и вьщачной транспортер, отличающаяся тем, что, с целью повьшения производительности установки при поштучной укладке полотен в стопу зубьями в одну сторону через одно полотно, она имеет механизм для съема и совмещения полотен, вьшолненньй в- виде клеевого захвата для взаимодействия с захватами соответствующего цепного конвейера, причем толкатель расположен перпендикулярно осям цепных конвейеров, а механизм для подачи пачек полос вьтолнен в виде спаренных барабанов с выравнивателями, установленных на вхо(Л де цепных конвейеров. я /7 ff/ / / ;/ . / , /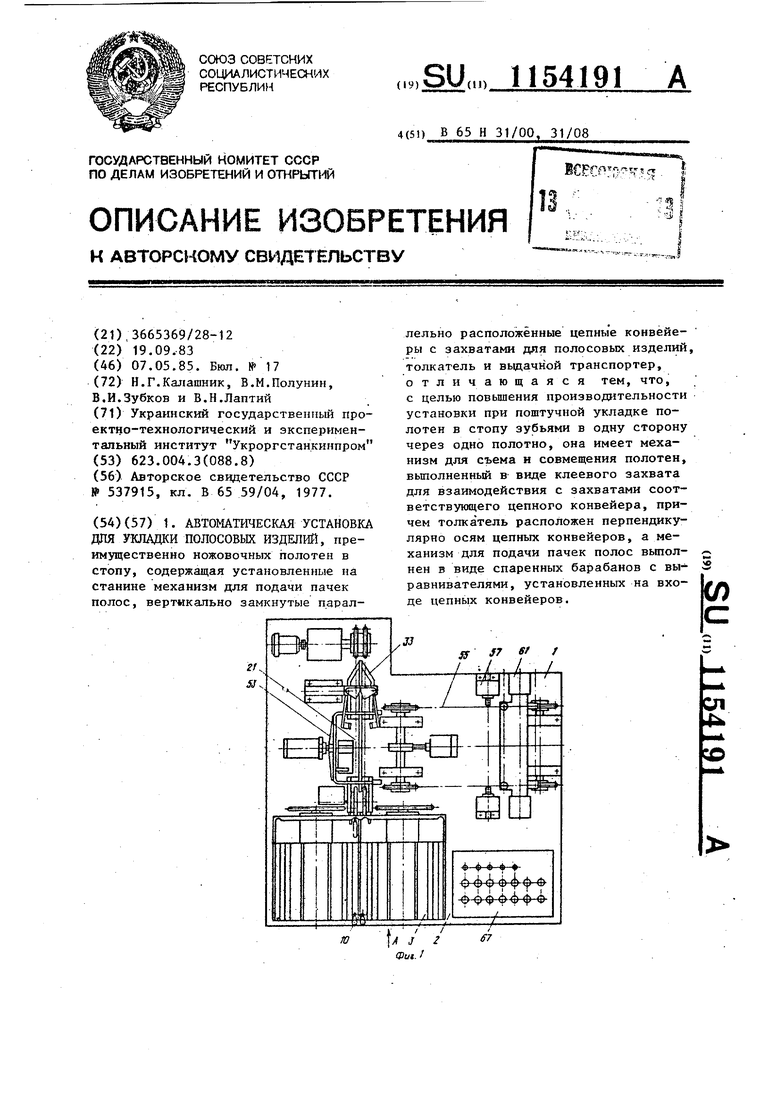
Изобретение относится к машиностроению и предназначено для комплектования стоп из полосовых издеЛИЙ, например ножовочных полотен.
Целью изобретения является повышение производительности труда установки при поштучной укладке полотен в стопу зубьями в одну сторону, через одно полотно.
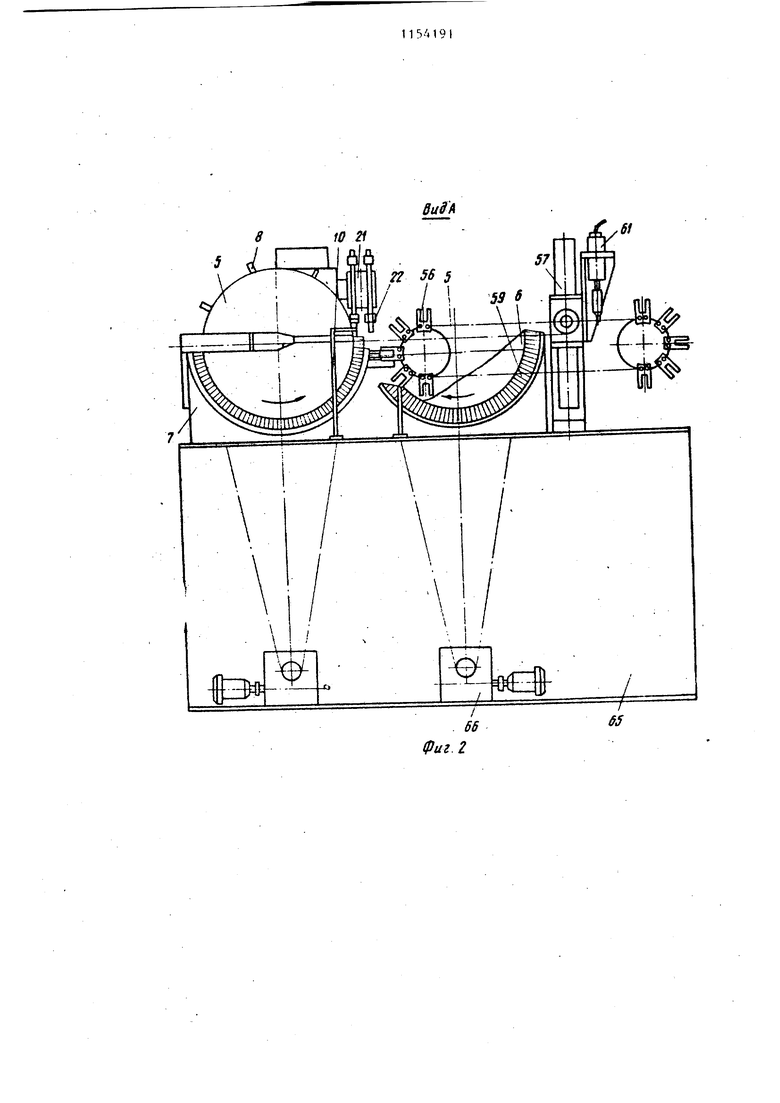
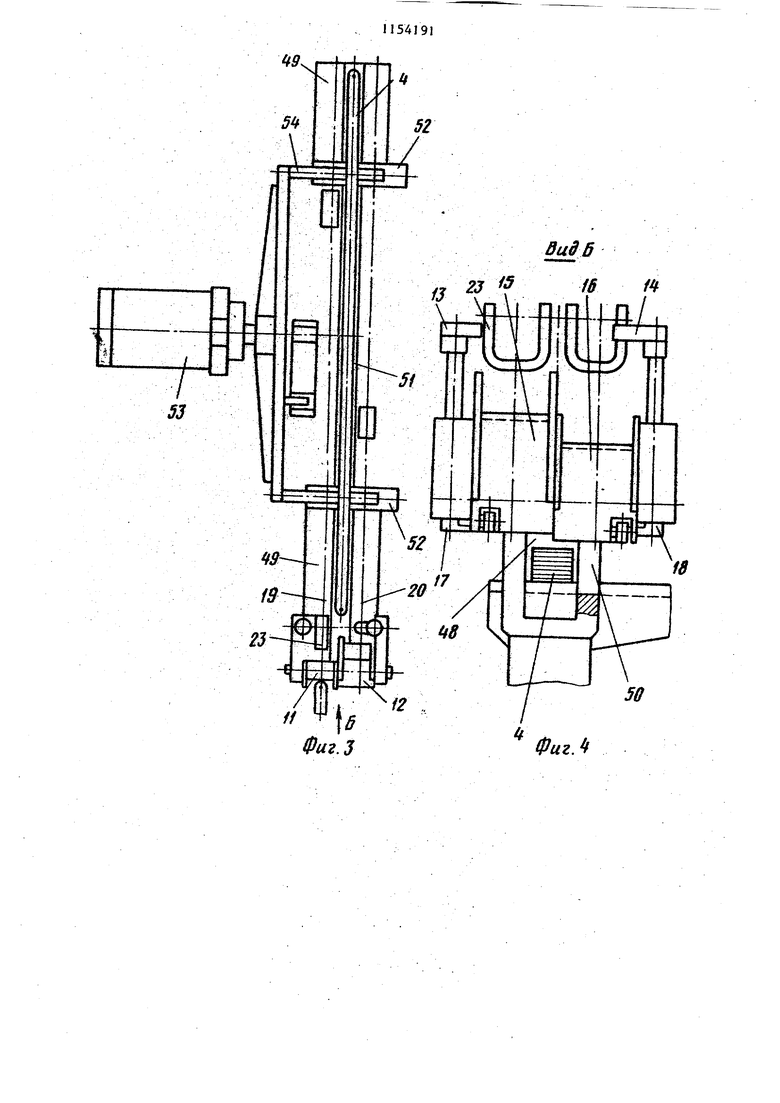
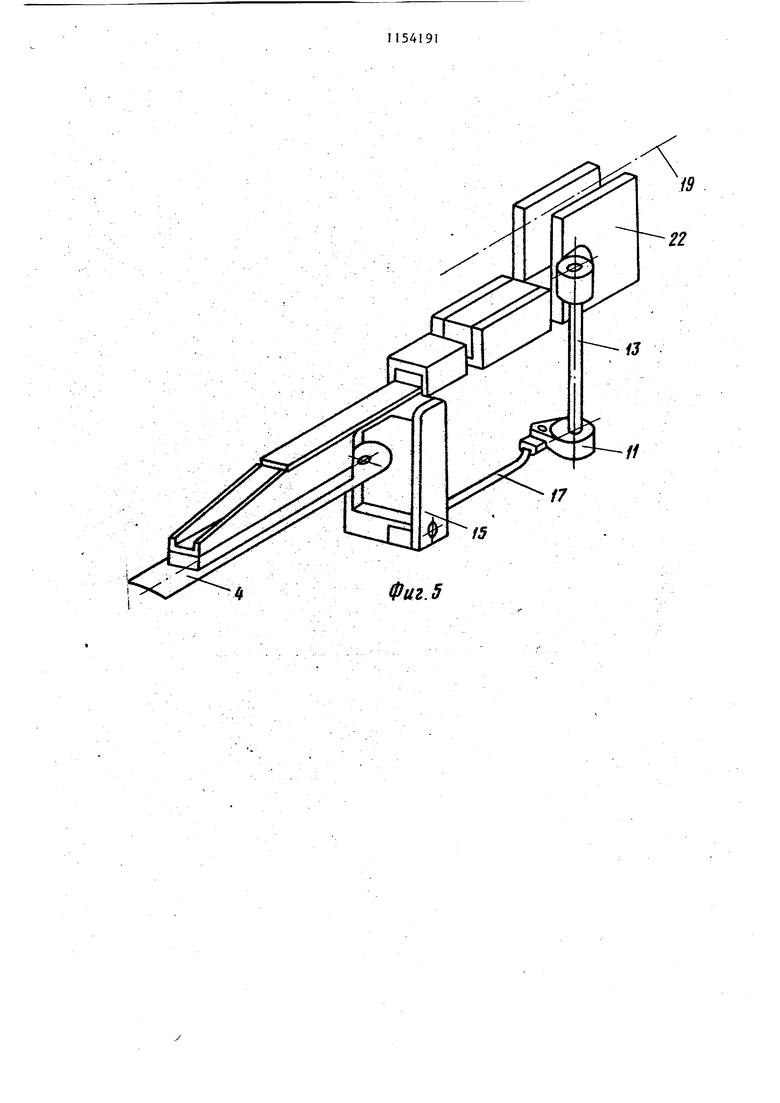
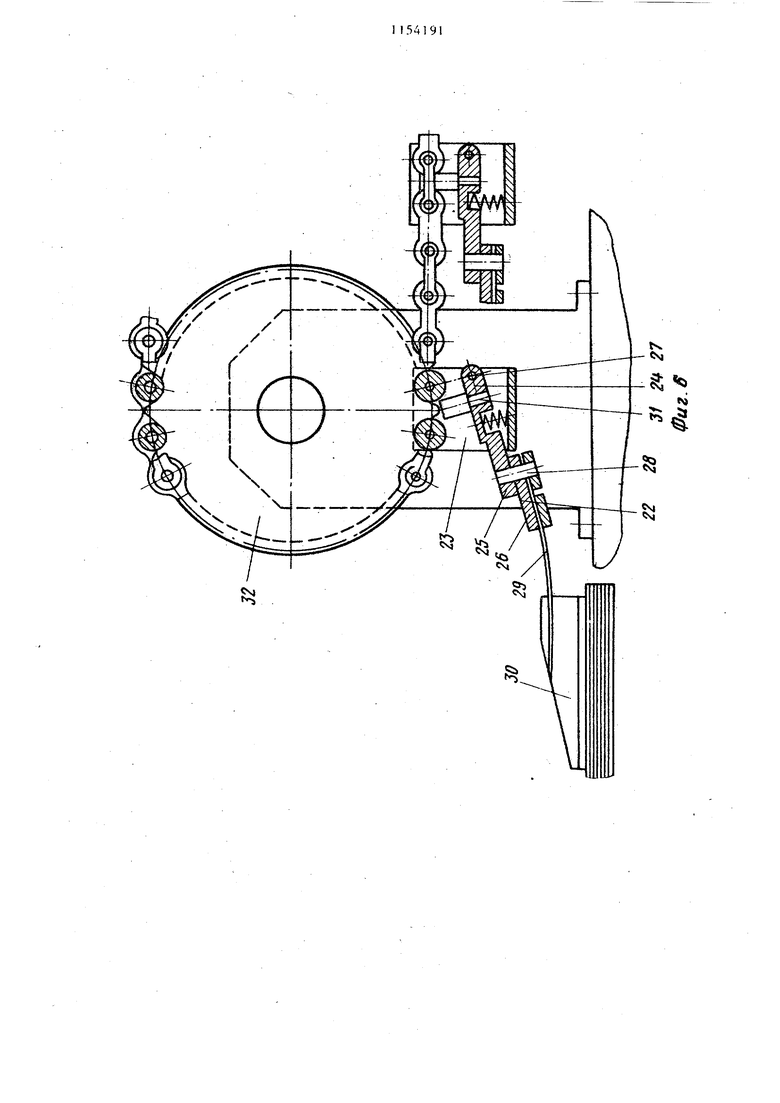
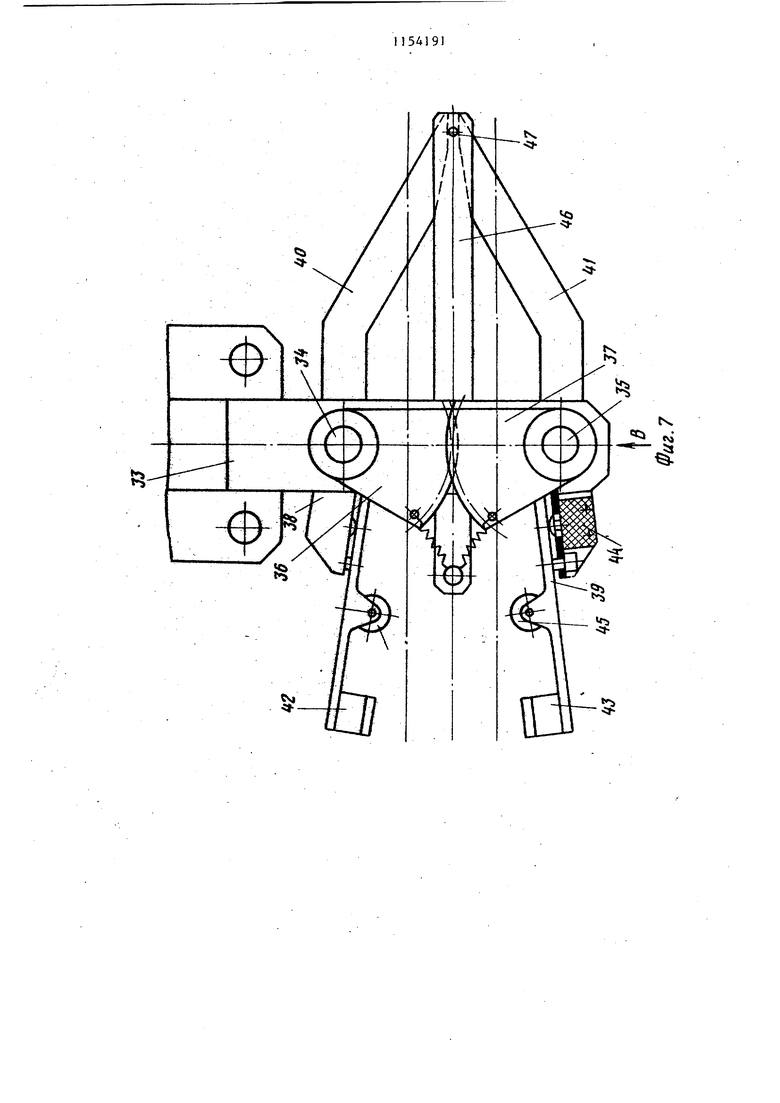
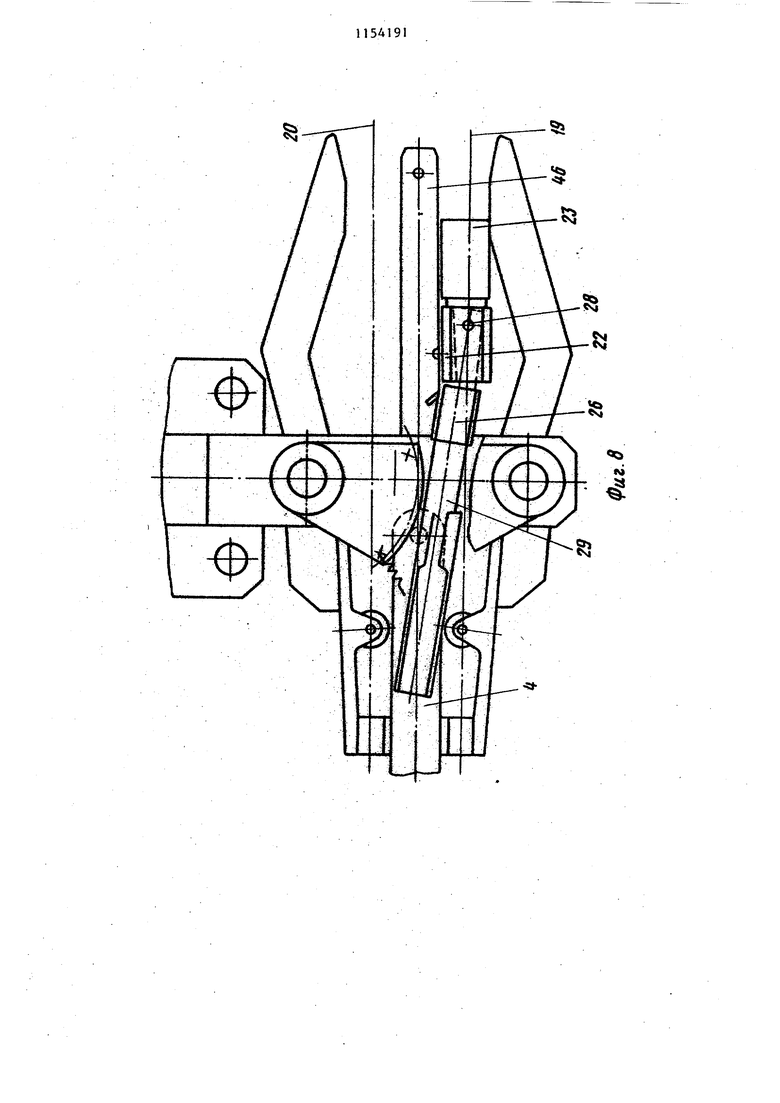
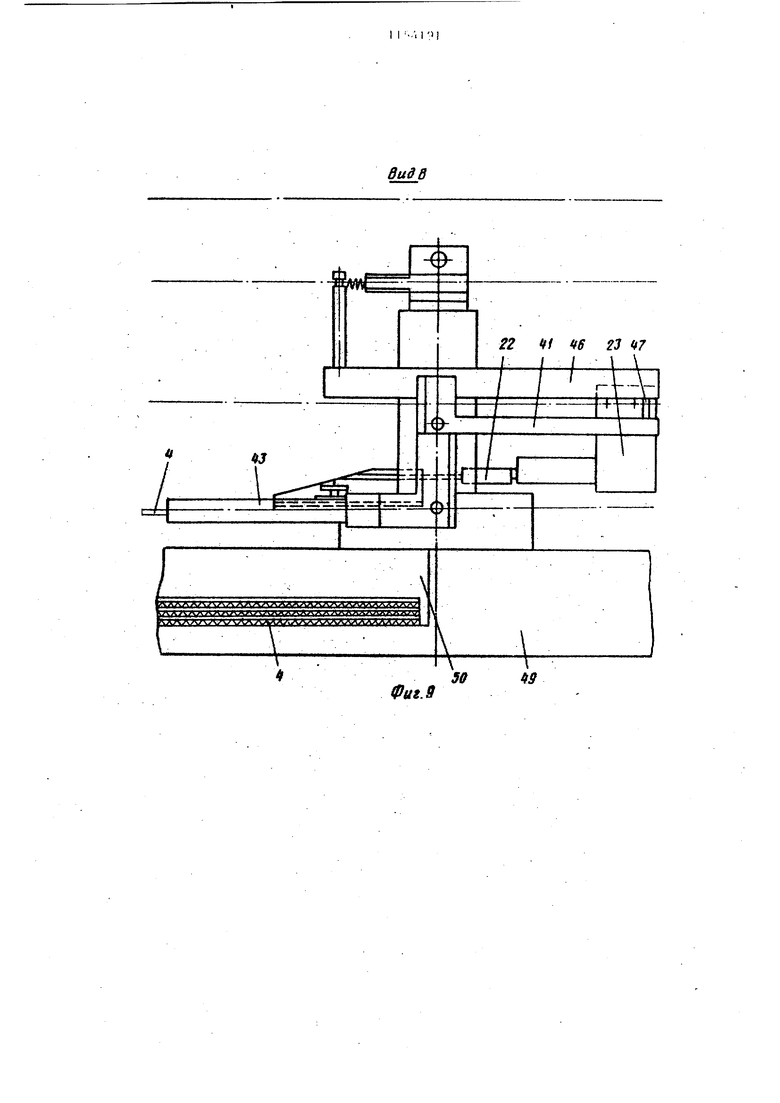
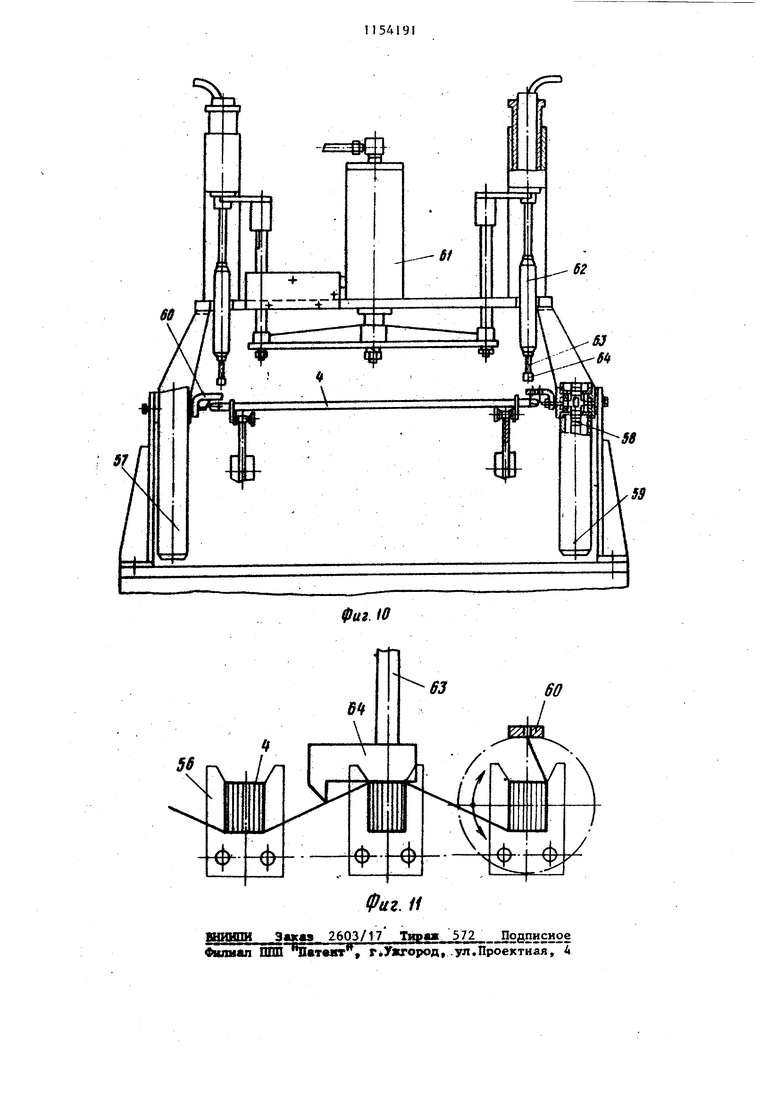
На фиг. 1 изображена установка, общий вид; на фиг, 2 - вид на фиг.1{ на фиг. 3 - выравниватели, накопительный лоток, толкатель , на фиг.4вид Б на фиг. 3; на фиг. 5 - захват с ножовочным полотном в момент взаимодействия с упором, на фиг. 6 захват, общий вид; на фиг. 7 - клещевой механизм для съема и совмещенной укладки полотен, общий вид; на фиг. 8 - клещевой захват в момент отделения полотна; на фиг. 9 вид В на фиг. 7; на фиг. 10 - обвязочный механизм и механизм одновременного скрепления обвязочного материала и его отрезки; на фиг. 11скрепление и отрезка обвязочного материала.
Установка содержит станину 1 коробчатой формы, на основании 2 которой смонтированы последовательно с общей осью симметрии, двухскоростной механизм 3 для подачи пачек полос ножовочных полотен 4, вьтолненны в виде спаренных барабанов 5 и 6, установленных на кронштейне 7 станины 1, каждый барабан имеет полки 8 и 9 на своей наружной поверхности для загрузки пачек ножовочных полотен А, датчики контроля уровня полотен 10, выравниватели 11 и 12 полотен 4, расположенные по пути перемещения захваченного полотна 4 из барабанов, содержащие установленные с возможностью проворота кулачки 13 и 14 и упоры 15 и 16. Каждый кулачок 13 и 14 связан с соответствующим ему упором 15 и 16 рычагом 17 и 18, Установка содержит также вертикально замкнутые, параллельно расположенные цепи 19 и 20 конвейера 21 с равномерно расположенными в горизонтальной плоскости гибкими захватами в виде магнитов 22 на цепях 19 и 20, причем захваты цепи 19 смезены на 1/2 шага относительно захватов цепи 20, Каждый из захватов 22 содержит корпус 23 консоли 24, установленный на осях звеньев цепи, в котором консоль 24 состоит из двух частей 25 и 26. Часть 25 посажена на горизонтальную ось 27 и подпружинена в вертикальной плоскости, часть 26 посажена на вертикальную ось 28 и подпружинена в горизонтальной плоскости, при этом она имеет гибкую часть 29, например из листовой пружинной стали, с постоянным магнитом 30 на конце, обладаклцим магнитным усилием, достаточным для отделения от пачки механизма 3 подачи пачек полотен 4 одного ножовочного полотна. Кроме того, в установке имеется штифт 31 для взаимодействия со звездочками 32, установленными напротив механизма 3 подачи печак, полотен 4, механизм 33 для съема и совмещения полотен от захватов 22, цепей 19 и 20, выполненный в виде клещевого захвата установленного в конвейере и содержащего проворачивающиеся оси 34 и 35, закрепленные на них симметричные, подпружиненные зубчатые сектора 36 и 37 и отделители 38 и 39, которые соДержат смещенные друг относительно друга в вертикальной плоскости кулачки 40 и 41 и губки 42 и 43, одна из которых содержит микропереключатель 44, который в момент зажима дает импульс на счетчик. На губках 42 и 43 установлены направляющие ролики 45, направляющая 46 и разделитель 47 кулачков 40 и 41, Устройство содержит накопительный лоток А8 но- . овочных полотен 4, содержа11и{й устаовленные в вырезе основания 2 ложеенты 49, одна ич стенок пме3
ет окно 50, на дне ложементов 49 закреплена линейка 51 с направляющими 52.
В конце хода подачи полотен перпендикулярно оси симметрии друг про тив друга установлен возвратно-поступательный толкатель 53 для перемещения стопы в поперечном направлени включающий шибер 54, выдачной шаговьй транспортер 55 с гнездами 56, обвязочное устройство 57, в конце хода транспортера 55 состоящее из приводной зубчатой реечной передачи 58 в корпусе 59 и обмоточной головки 60, устройство 61 одновременн го скрепления обвязочного материала например капроновой нити, и его отрезки, содержащее нагревательные элементы 62, на наконечниках 63 которых консольно закреплены ножи 64.
В нишах 65 станины 1 размещены двухскоростной привод 66 механизма 3 подачи пачек полотен 4, с:истема подачи энергий к толкателю 53, транспортеру 55, обвязочному устройству 57, устройству 61 скрепления и отрезки обвязочного материала и злектрическое оборудование.
Включение установки ьсу1Цествляется с пульта 67 управления.
Установка работает следующим
образом.
t .
Пачки ножовочных полотен 4 с предьщущей операции подаются в ориентированном зубьями в одну сторону состояния и загружаются вручную на полки 8 и 9 барабанов 5 и 6 механизма 3 подачи пачек йолртен 4 зубьями к периферии полок 8 и 9,Барабаны 5 и 6 вращаются навст речу друг другу с подачей полотен снизу вверх При достижении рабочего уровня включается рабочая подача, конвейером 21 с захватами 22 начинается поочередная в ыборка ножовочных: полотен 4 Цепью t9 из барабана 5, цепью 20 из барабана 6, захваты 22, закреплённые своим корпусом 23 на осях з:веньев цепи конвейера 2 Т, перемещаясь по звездочкам 32, дойдя до крайнего верхнего положения, своим штифтом 31 отжимаемым зубоМ звёздочки 32, отгибают часть 25 консоли 24 с гибкой частью 29 таким образом, что;магнит 30 опускается на поверхность стопы ножовочных полотен при выходе из зацепления с. зубом звездочки 32, консоль 24 стремится в свое первона1914
чальное положение и резко отрываат полотно 4 от стопы, nojioTFfo 4 занимает горизонтальное положение. Так как захваты 22 цепи 19 смещены на 1/2 шага относительно захвагоп 22 цепи 20, то происходит поочередное транспортирование ножовочных полотен цепью 19 до упора 15, цепью 20 до упора 16. Упор 15 занимает вертикальное положение при воздействии корпуса 23 захвата 22 цепи 19 на кулачок 13, упор 16 в это время занимает горизонтальное положение При воздействии корпуса 23 захвата 22 цепи 20 на кулачок 14 упор 16 займет вертикальное положение, а упор 15, в это время находится в горизонтальном положении. Ножовочное полотно 4 упирается соответственно в упор 15 или в упор 16, при этом магнит 30 захвата 22 сдвигается по полотну 4, занимая на нем определенное, постоянное для каждого полотна расположение. После того как корпус 23 захвата 22 цепей 19 и 20 выходит из зоны взаимодействия с кулачками 13 и 14 последние проворачиваются в исходное положение, увлекая за собой соединенные с каждым из них рычагами 17 и 18 упоры 15 и .16. Дойдя до конца конвейера, захват 22 с ножовочным полотном 4 перемещаясь своим корпусом 23 вдоль направляющей 45 механизма 33 для съема и совмещения ножовочных полотен воздействуют в одном случае на кулачок 40 отделителя 38, проворачивая его на оси 34, в другом случае - на кулачок 41 отделителя 39, проворачива его на оси 35. И IB первом и во втором случае при повороте одного из отделителей проворачивается соединенный зубчатыми секторами 36 и 37 другой отделитель.
Ножовочное полотно, удерживаемое непрерывно движущимся захватом 22, под воздействием направляющих роликов 45, на часть 26 консоли 24, проворачивается в горизонтальной плоскос ти, смещаясь к оси симметрии, захватывается губками 42 и 43 отделителей 38 и 39 и отделяется от захвата 22. Как только корпус 23 захвата 22 выйдет из зоны взаимодействия с направляющей 46, отделители 38 и 39 плавно отводятся в свое первоначальное положение под действием подпружиненных зубчатых секторов 38 и 37, а полотно 4 под действием силы тяжести опускается на шибер 54 толк теля 53. Ножовочные полотна из двух барабанов 5 и 6, где они расположены зубьями навстречу друг другу, подаются поочередно двумя цепями, з счет чего укладываются на шибер 54 толкателя 53 в стопу - одно полотно в одну сторону зигами, другое - впл ную к нему, но зигами в другую сторону, в результате чего образуется стопа с зигами с двух сторон. После отсчета отсчитывающим устройством десяти полотен толкатель 53.Соверша ет движение назад и стопа из .десяти полотен, упираясь в стенку ложементов 49, выравнивается и опускается на линейку 51 ложементов 49, толкатель 53, совершая движение вперед, подает по направляющим 52 стопу ножовочных полотен 4 в очередное гнез до 56 вьщачного конвейера 55, на выходе из которого осуществляется обмотка в несколько витков стога обмоточной головкой 60, приводимой во вращение зубчатой реечной переда чей 58. Затем опускаются нагревательные элементы 62 устройства 61 скрепления и отрезки обвязочного материала производят скрепление обвязочного материала оплавлением, одновременно отрезая ножами 64 обвязанчый пакет. При понижении уровня полотен в одном из барабанов 5 и 6 датчики контроля уровня полотен 10 подают сигнал на включение ускоренной подачи ножовочных полотен в зону захватов. Работа механизма подачи пачек 3 автоматически согласована с работой конвейера 21, толкателя 53 транспортера 55, обвязочного устройства 57 и устройства 61 скрепления и отрезки обвязочного материала. Благодаря новому взаиморасположению и новой взаШ4рсвяэи узлов, использованию цепей с гибкими захватами в виде магнитов, имеющих возможность проворота в горизонтальной и вертикальной плоскостях, и механима для съема и совмещения ножовочньи полотен от захватов двух цепей в виде клещевого захвата, в предлагаемом устройстве обеспечивается на меньших площадях надежная автоматическая поштучная подача двумя потоками ножовочных полотен с укладкой их в стопу, в которой ножовочные полотна расположены зигами в одну сторону через одно полотно, что является необходимым требованием ГОСТа 6645-68, определяющим условия подачи ножовочных полотен на упаКОВКу.
фиг. г
n
53
1
50
Фиг. П tff 46 Фи1.9 23 Ц
| Автоматический питатель листовых заготовок | 1972 |
|
SU537915A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
