Изобретение относится к термической обработке сварных соединений из аустенит- но-перлитных биметаллов и может быть ис- пользользовано в различных отраслях народного хозяйства, в частности в тяжелом и энергетическом машиностроении, химической промышленности и особенно в атомной энергетике для обработки сварных соединений трубопроводов и оборудования АЭС.
Целью изобретения является повышение эксплуатационной надежности сварных соединений путем снижения напряжений по всей толщине сварного соединения.
Сущность способа заключается в том, что после выдержки при температуре высокого отпуска охлаждают аустенитный металл сначала до нижнего предела опасного диапазона температур со скоростью 110- 130 град/ч и затем со штатной скоростью до температуры, меньшей температуры высокого отпуска перлитного металла в Ов/Оп раз, при сохранении перлитного металла при температуре высокого отпуска, что позволяет создать по всей толщине биметалла до последующего одновременного охлаждения перлитного и аустенитного металлов такое распределение температур, чтобы для
О
ел о
ч|
ы
любых слоев биметалла выполнялось равенство температурных деформаций:
-Ti + i ,(1)
«1,1 + 1 - температурные коэффициенты расширения в i-м и (1+1)-й слоях;
Ti, Тн-1 - температуры слоев металла.
При этом температурные деформации аустенитного металла протекают достаточно свободно, так как прочность перлитного металла при температуре высокого отпуска понижена.
Осуществление одновременного охлаждения до комнатной температуры аусте- нитного и перлитного металлов со скоростью охлаждения первого, меньшей скорости охлаждения второго в Ga/On раз, обеспечивает равенство температурных деформаций слоев по всей толщине биметалла;
ад ATi «ai + i ATi-f 1 ,(2)
где ATi.A Тн-1 - изменения температуры слоев биметалла.
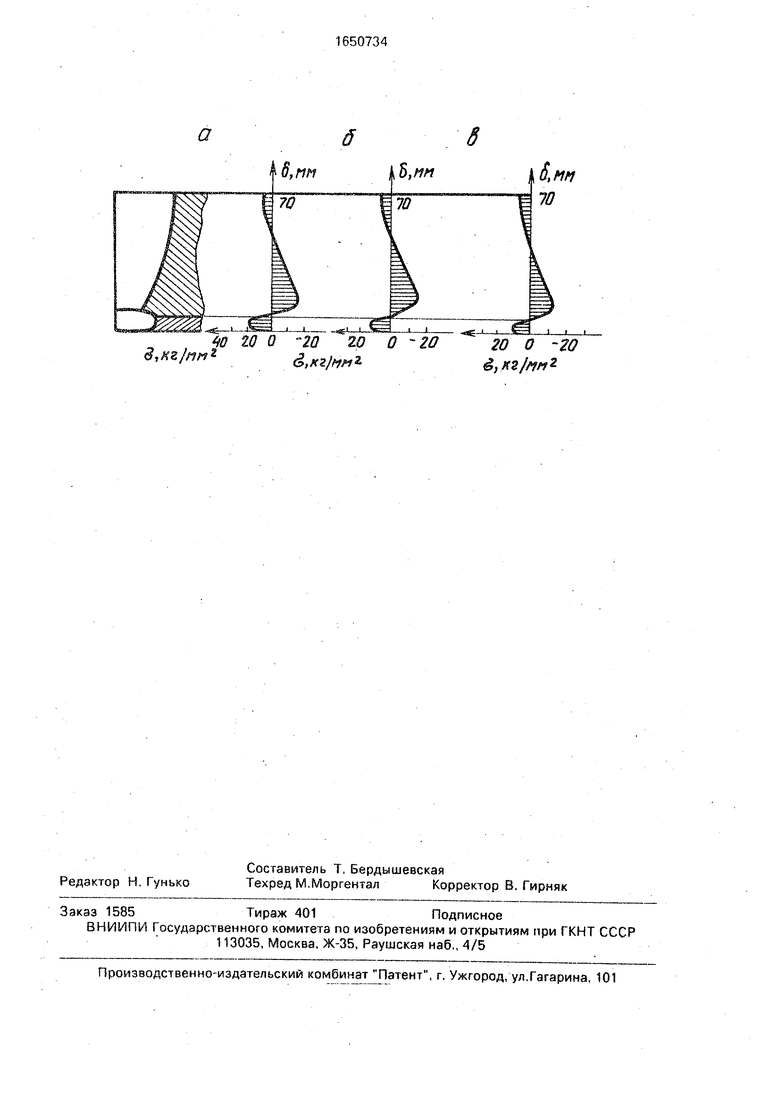
На чертеже приведена схема расположения слоев биметалла, для которых выполняется условие равенства температурн ых деформаций. Применительно к сварным стыковым соединениям биметаллических труб - это поверхности концентрически расположенных относительно продольной оси цилиндров радиусом RI.I-Hj, причем
Явнутр Rj РенешнПример. Термическая обработка кольцевых сварных соединений натурных образцов трубопроводов Ду 850 энергоблоков АЭС с реакторами ВВЭР-1000. Образцы представляют собой трубы из аустенитно- перлитного биметалла с наружным диаме- ром 990 мм, толщиной стенки 70 мм. Перлитный металл - сталь 10НГ2МФА толщиной 64 мм (снаружи трубы), аустенитный металл - сталь ЭИ-898 толщиной б мм (внутри трубы). Корневые слои разделки под сварку в перлитном металле выполняют ар- гонодуговой сваркой проволокой Св - 08Г2С. Заполнение разделки е перлитном металле проводят электродами ПТ-30, а в аустенитном металле - электродами ЗИО-8.
Согласно изобретению проводят нагрев сварного соединения до 550-570°С со скоростью 80-100 град/ч, и затем до температуры высокого отпуска перлитного металла 620 660°С со скоростью 110-130 град/ч. Выдерживают сварное соединение при 620-660°С в течение 7 ч для релаксации напряжений в стали 10ГН2МФА и затем проводят охлаждение (подстуживание) только аустенитного металла (сталь ЭИ-898) со скоростью 110-130 град/ч до 550-750°С
и далее со скоростью 40-50 град/ч до 407- 420°С, меньшей температуры высокого отпуска перлитного металла в Оа/Оп раз: (620 - 66) «а/Оп (620 - 660) х
ю . in -6
12 10 18 -10
-6
407 - 420 (°С).
( -Ю Ч/град); (Оп 12 10 61/град).
После этого проводят одновременное охлаждение до комнатной температуры аустенитного и перлитного металлов, причем первый охлаждают со скоростью 35- 55 град/ч в Оа/Оп раз меньшей, чем второй,
5 скорость охлаждения которого составляет 50-80 град/ч.
Термическую обработку осуществляют с использованием известных устройств. Для нагрева применяют индукционный на0 греватель, который располагают снаружи трубы. Охлаждение аустенитного металла осуществляют при помощи вентилятора, установленного у одного из торцов трубы; регулирование скорости охлаждения
5 проводят изменением расхода воздуха, Для контроля параметров термообработки используют обычные контрольные приборы.
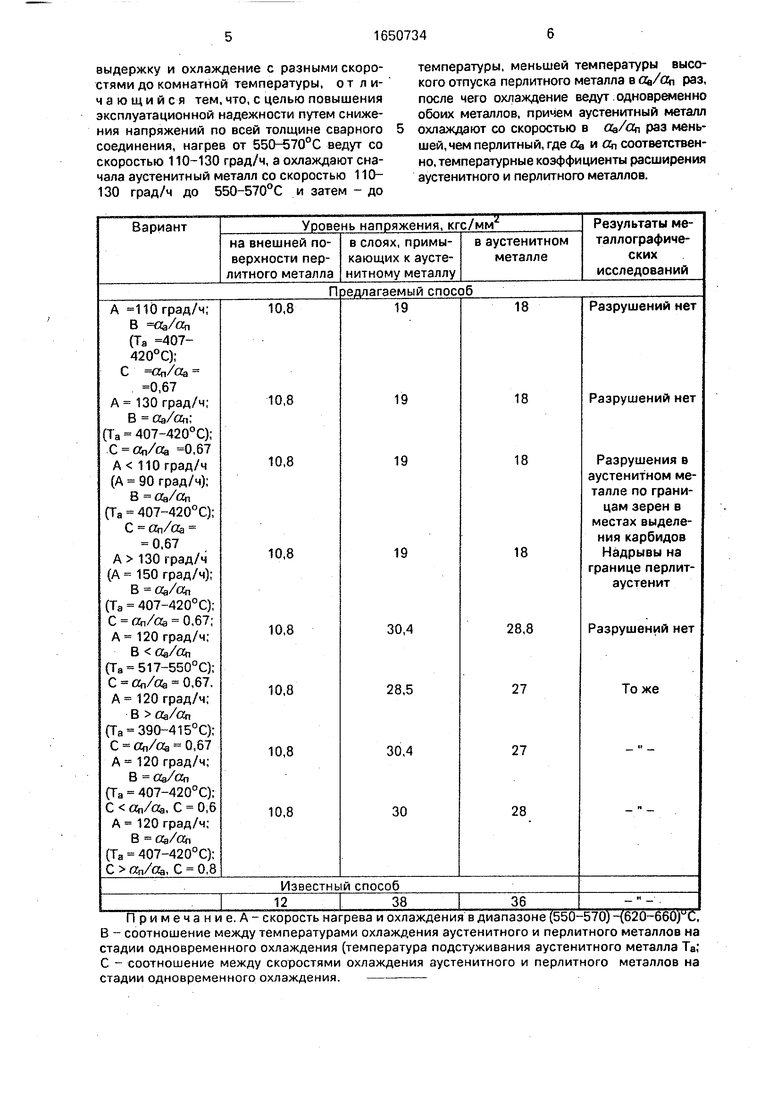
В таблице приведены экспериментальные данные, показывающие в сравне0 ним с известным способом снижение остаточных напряжений при проведении термической обработки согласно предлагаемому способу.
Проведение термической обработки по
5 предлагаемому способу позволяет значительно снизить остаточные напряжения в сравнении с известным. Напряжения на внешней поверхности перлитного металла (сталь 10ГН2МФА) составляют соответственно 10,8 и
0 12 кгс/мм2, в слоях, примыкающих к аустенит- ному металлу, 19 и 38 кгс/мм2, в аустенитном металле (сталь ЭИ-898) 18 и 36 кгс/мм2. При этом проведение нагрева и охлаждения в диапазоне температур (550-570) - (620-660)°С со
5 скоростью 110-130 град/ч позволяет предотвратить разрушения в аустенитном металле. Снижение остаточных напряжений в сварных соединениях из аустенитно-пер- литных биметаллов, а также предотвраще0 ние разрушения аустенитного металла повышают эксплуатационную надежность соединений, также практически исключается коррозионное растрескивание на поверхности аустенитного металла.
5 Формула изобретения
Способ термической обработки сварных соединений из аустенитно-перлитных биметаллов включающий нагрев до температуры высокого отпуска перлитного металла 620-660°С с разными скоростями,
выдержку и охлаждение с разными скоростями до комнатной температуры, отличающийся тем, что, с целью повышения эксплуатационной надежности путем снижения напряжений по всей толщине сварного соединения, нагрев от 550-570°С ведут со скоростью 110-130 град/ч, а охлаждают сначала аустенитный металл со скоростью 110- 130 град/ч до 550-570°С и затем - до
температуры, меньшей температуры высокого отпуска перлитного металла в Ов/Оп раз, после чего охлаждение ведут одновременно обоих металлов, причем аустенитный металл охлаждают со скоростью в Cfe/On раз меньшей, чем перлитный, где Ов и Оп соответственно, температурные коэффициенты расширения аустенитного и перлитного металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки сварных соединений сталей | 1988 |
|
SU1656000A1 |
| Способ изготовления сварных соеди-НЕНий из СТАлЕй | 1979 |
|
SU806324A1 |
| Способ центробежного литья крупногабаритных биметаллических трубных заготовок | 1979 |
|
SU859019A1 |
| Способ изготовления проката | 1981 |
|
SU1006509A1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ КОВАНЫХ ЗАГОТОВОК ИЗ ХРОМОМОЛИБДЕНОВАНАДИЕВОЙ СТАЛИ | 2010 |
|
RU2431686C1 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| Способ изготовления неразъемного соединения | 1982 |
|
SU1082579A1 |
| Способ определения остаточных напряжений в изделии | 1989 |
|
SU1682764A1 |
| Способ термической обработки заготовок | 1985 |
|
SU1301856A1 |
| Способ термической обработки сварных соединений сталей | 1989 |
|
SU1611955A1 |
Изобретение относится к термической обработке сварных соединений из аустенит- но-перлитных биметаллов и может быть использовано в различных отраслях народного хозяйства, в частности в тяжелом и энергетическом машиностроении, химической промышленности, и особенно в атомной энергетике для обработки сварных соединений трубопроводов и оборудования АЭС. Цель - повышение эксплуатационной надежности путем снижения напряжений по всей толщине сварного соединения. Способ термообработки включает нагрев сварного соединения до 620-660°С, выдержку и охлаждение до комнатной температуры в две стадии: сохраняя перлитный металл при 620-600°С, охлаждают аустенитный металл до температуры, меньшей температуры 620-660°С в Оа/Оп раз, после чего осуществляют одновременное охлаждение, причем скорость охлаждения аустенитного металла меньше скорости охлаждения перлитного металла в Оа/Оп раз, где Оа и Oh - соответственно температурные коэффициенты расширения аустенитного и перлитного металлов. 1 ил., 1 табл.
Примечание. А- скорость нагрева и охлаждения в диапазоне (550-570J-(620-660)UC7 В - соотношение между температурами охлаждения аустенитного и перлитного металлов на стадии одновременного охлаждения (температура подстуживания аустенитного металла Та, С - соотношение между скоростями охлаждения аустенитного и перлитного металлов на стадии одновременного охлаждения.
а
iiftw
-JL-J„«sJ l
-го го
4о го о -20 го о -го 20 о -го
8,,кг/янг
8
| Корольков П.М | |||
| Термическая обработка корпусного оборудования на монтаже ТЭС и АЭС | |||
| Экспресс-информация | |||
| Энергетика и электрификация | |||
| Сер | |||
| Сварочные работы в энергетическом строительстве, ЦНТИЭиЭ | |||
| Вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
