дение до комнатной температуры с выдержкой стали с меньшей релаксационной стойкостью при температуре ее высокого отпуска , после достижения температуры высокого отпуска стали с меньшей релаксационной стойкостью продолжают охлаждение стали с большей релаксационной стойкостью до температуры в раз меньшей, сох&V
райяя сталь с меньшей релаксационной стойкостью при температуре ее высокого отпуска, а затем одновременно ведут дальнейшее охлаждение сталей сварного соединения до комнатной температуры, причем сталь с большей релаксационной стойкостью охлаждают со скоростью в Б раз меньшей ско#/лрости охлаждения стали с меньшей
релаксационной стойкостью, где 0 и соответственно больший и меньший коэффициенты термического расширения сталей.
Продолжение охлаждения стали с большей релаксационной стойкостью до
температуры, в - раз меньшей
пературы высокого отпуска стали с меньшей релаксационной стойкостью, пр|и сохранении стали с меньшей ре- ла ксационной стойкостью при температуре ее высокого отпуска позволяет создать до последующего одновременного охлаждения сталей такое распределение температур в стыковом соединении, что для любых параллельных плоскости сварного шва сечений выполняет равенство температурных деформаций
OtjT;
где oi s Oi
ОС
1-Н
М +1
1-М1-Й
коэффициенты температурного расширения в i и i+1 сечениях; температуры в соответствующих сечениях сварного соединения. Осуществление одновременного охлаждения сталей сварного соединения до комнатной .температуры с предложенными разными скоростями обеспечивает равенство температурных деформаций в сечениях сварного соединения
AT ; ft tfu, AT,v,,
I
гдеДТ; ;f - изменения температуры
в сечениях сварного соединения.
0
5
0
5
0
5
Все это позволяет повысить остаточные напряжения в сварных стыковых соединениях сталей, отличающихся по теплофизическим свойствам.
Изобретение иллюстрируется на примерах термической обработки сварных стыковых соединений трубопроводов АЭС. Образцы представляют собой трубы с наружным диаметром 196 мм, толщиной 12 мм и длиной 400 мм.
Пример 1 . Материал одной из труб стыкового соединения сталь 20Х23Н13, а другой - сталь 20. Первая из них имеет большие релаксационную стойкость и коэффициент термического расширения ( 1 7-1 0 1/град) . Коэффициент термического расширения стали 20 - 12.10 б1/град. Корневые слои разделки выполнялись ручной аргонодуговой сваркой проволокой Св-10Х16Н25АМб диаметром 2 мм. Выполнение разделки проводилось электродами ЦТ-36 диаметром 3 мм.
Согласно изобретению проводили нагрев сварного соединения до 1200- 1220°С - выше Асъ гтали 20Х23Н13 с большей релаксационной стойкостью. Скорость нагрева составляла 80- 100 град/ч. Выдерживали соединение при 1200-1220 С в течение 2 ч для релаксации напряжений. Затем охлаждали сварное соединение со скоростью 40-50 град/ч до 620-660°С, после чего проводили охлаждение стали 20Х23Н13 до 440-451°С, температуры,
меньшей в --.- раз 620-660 С. При к м
этом сталь 20 с меньшей релаксационной стойкостью выдерживали при 620- 660 С. После этого проводили одновременное охлаждение сталей до комнатной температуры, причем сталь 20Х23Н13 охлаждали со скоростью 35с, , IX g
56 град/ч в -- раз меньшей скорости
(X
охлаждения стали 20, которая составляла 50-80 град/ч.
Пример 2. Материал одной из груб стыкового соединения - сталь ОХ18Н10Т, а другой - сталь 20. Первая имеет большую релаксационную стойкость и коэффициент термического расширения, чем вторая р{g 18 10-61/град, ХМ 12ЧО «Ч/град. Корневые слои разделки выполнялись ручной аргонодуговой сваркой проволокой Сз-1ОХ16Н25АМ6 диаметром 2 мм.
Заполнение разделки проводилось электродами ЭА-395/9 диаметром 3 мм.
Проводили нагрев сварного соединения до 950-970°С - выше ACJ стали ОХ18Н10Т с большей релаксационной стойкостью. Так как сварные соединения этой стали (сталь аустенитного класса) склонны к самопроизвольному разрушению в диапазоне температур (550-570) - (840-860)°С, то нагрев до 550-570°С проводили со скоростью 80-100 град/ч, до 840-860°С - со скоростью 110-130 град/ч и до 950-970 С со скоростью 40-50 град/ч. Выдерживали сварное соединение при 950- 970°С в течение 2 ч для релаксации напряжений и охлаждали его со скоростью 40-50 град/ч до 840-860°С и со скоростью 110-1 30 град/ч до 650-660°С. Затем продолжали охлаждение стали ОХ18Н10Т со скоростью 110-130 град/ч до 550-570°С идалее до температуры 434-440°С, меньшей температуре 650z r. 6 х18-10 б 1 ,, 660 С в --- раз (T27Jo- ),
со скоростью 40-50 град/ч. При этом сталь 20 подвергали изотермической выдержке при 650-660 С. После достижения сталью ОХ18Н10Т температуры 434-440°С проводили одновременное охлаждение сталей до комнатной температуры, причем сталь 20 охлаждали со скоростью 50-80 град/ч, а сталь ОХ18Н10Т - со скоростью в раз
меньшей - 35-55 град/ч.
0/м
Термическая обработка осуществлялась с использованием известных устройств. Нагрев проводился индукционным методом токами промышленной частоты. Индукционный нагреватель располагался снаружи трубы. Контроль параметров термообработки осуществлялся обычными контрольными приборами.
Эффективность снижения остаточных напряжений в результате термической обработки, проведенной согласно изобретению, по сравнению с прототипом
0
5
0
5
0
5
0
5
0
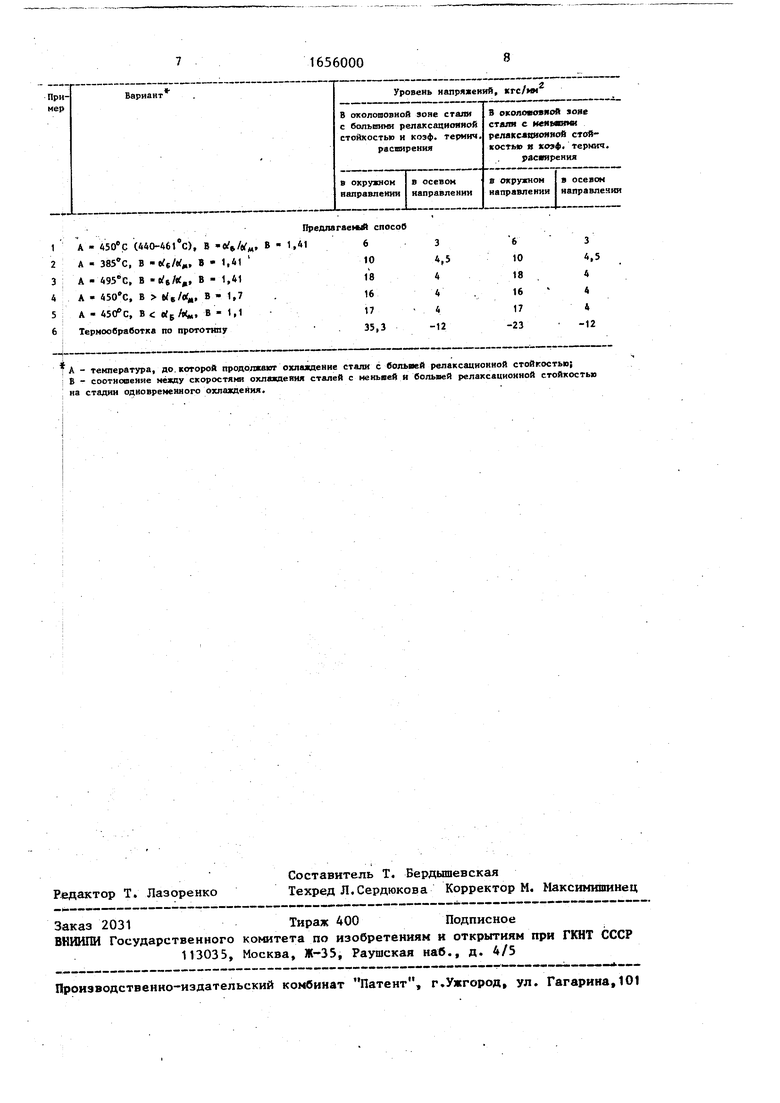
иллюстрируется данными, приведенными в таблице.
Как видно из данных, представленных в таблице, проведение термической обработки согласно изобретению позволяет значительно снизить остаточные напряжения в сравнении с прототипом.
Снижение остаточных напряжений в сварных соединениях сталей позволяет повысить их эксплуатационную надежность, также практически исключается коррозионное растрескивание под напряжением.
Формула изобретения
1. Способ термической обработки сварных соединений сталей, преимущественно одна из которых с большими коэффициентом термического расширения и релаксационной стойкостью, включающий нагрев выше Ас стали с большей релаксационной стойкостью, выдержку и охлаждение до комнатной температуры,(Отличающийся тем, что, с целью повышения эксплуатационной надежности сварных соединений путем снижения напряжений, в процессе охлаждения осуществляют изотермическую выдержку стали с меньшей релаксационной стойкостью при 620-660°С, продолжая при этом охлаждение стали с большей релаксационной стойкостью до температуры, в (У &/0/мраз меньшей 620-660°С, после чего ведут одновременное охлаждение сталей, причем сталь с большей релаксационной стойкостью охлаждают со скоростью в д, раз меньшей, чем сталь с меньшей релаксационной стойкостью, где Ofg и оЈ ц - соответственно больший и меньший коэффициенты термического расширения стали.
2. Способ по п. отличающийся тем, что, с целью предупреждения разрушений, для сталей аустенитного класса нагрев и охлаждение в интервале 550-860 С ведут со скоростью 110-130 град/ч.
Пример
Вариант
Уровень напряжений, кгс/ин
В околошовной зоне стали
с большими релаксационной
стойкостью и коэф. термнч
расширения
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки сварных соединений сталей | 1989 |
|
SU1611955A1 |
| Способ термической обработки сварных соединений из аустенитно-перлитных биметаллов | 1988 |
|
SU1650734A1 |
| Способ восстановления механических свойств стальных конструкций | 1988 |
|
SU1507816A1 |
| Способ термической обработки изделий | 1980 |
|
SU973639A1 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| Способ местной термической обработки сварных соединений | 2020 |
|
RU2745915C1 |
| Способ термической обработки сварных соединений | 1989 |
|
SU1719446A1 |
| Способ термической обработки заготовок | 1979 |
|
SU834157A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| Способ изготовления крепежных резьбовых изделий из низкоуглеродистой стали | 1985 |
|
SU1301855A1 |
Изобретение относится к термической обработке сварных соединений сталей с различными коэффициентами термического расширения для снижения остаточных напряжений и может быть использовано в атомной энергетике и других отраслях народного хозяйства. Цель изобретения - повышение эксплуатационной надежности сварных соединений путем снижения напряжений. Способ включает нагрев сварного соеди$ Изобретение относится к термической обработке сварных соединений сталей с различными коэффициентами термического расширения, и может быть использовано в атомной энергетике и в других отраслях народного хозяйства. Целью изобретения является повышение эксплуатационной надежности сварных соединений путем снижения напряжений. нения выше Ас$ стали с большей релаксационной стойкостью, выдерживают при этой температуре для релаксации напряжений и охлаждают сварное соединение до температуры высокогоотпуска стали с меньшей релаксационной стойкостью. Затем, сохраняя последнюю сталь при этой температуре, продолжают охлаждение стали с большей релаксационной стойкостью до температуры, меньшей температуры высокого отпуска стали с меньшей релаксационной стойкостью. Пос- .ле этого одновременно ведут дальнейшее охлаждение сталей сварного ссге- динения до комнатной температуры, причем сталь с большей релаксационной стойкостью охлаждают со скорог стью, в рЈм раз меньшей скорости охлаждения стали с меньшей релаксационной стойкостью, где ь/ и - соответственно больший и меньший коэффициенты термического расширения сталей. 1 з.п. ф-лы, 1 табл. Способ термической обработки сварных соединений сталей с различными коэффициентами термического расширения включает нагрев сварного соединения выше Асз стали с большей релаксационной стойкостью, выдержку при этой температуре для релаксации напряжений, охлаждение сварного соединения до температуры высокого отпуска стали с маньшей релаксационной стойкостью и последующее его охлажI (Л о ел Os о о о
Предлагаемый способ
. В - 1,416
10
18 16 17 35,3
А - температура, до которой продолжают охлаждение стали с больвей релаксационной стойгостыо; В - соотношение между скоростями охлаждения сталей с меньшей и больвей релаксационной стойкостью на стадии одновременного охлаждения.
в окружном в осевом направлении I направлении
в окружном I я осеаом направлении I направлении
3
3
V
4
4
4
-12
6 10 18 16 17 -23
3
4,5 4 4 4 -12
| Заводская лаборатория, 1955, № 6, 722-724. |
