Изобретение относится к термичес- кой обработке сварных соединений сталей с разными коэффициентами термического расширения и может быть использовано в атомной энергетике и друт их отраслях народного хозяйства.
Цепью изобретения является снижение напряжений.;
Пример. Термическая обработка кольцевых сварных стыковых, соединений трубопроводов АЭС,
Образцы представляют собой трубы с наружным диаметром 196 мм, толщиг ной 12 мм и длиной 400 мм. Материал, одной из труб стыкового соединения - сталь ЭИ445, а другой - сталь
.ОХ18Н10Т. Сталь ЭИ445 имеет большую релаксационную стойкость и меньиий коэффициент тер шческого расширения (if. 1 1 - 10 1/град) . Коэффициент термического расширения стали ОХ18Н10Т - , 18-10 1/град. Корневые слои разделки выполняют ручной аргонодуговой сваркой проволокой ЭП-705 диаметром «2 мм. Заполнение разделки проводят электродами ЦТ-36 диаметром 3 мм.
Проводят нагрев сварного соединения до температуры высокого отпуска 1050-1 стали ЭИ445 с большей . репаксаднонной стойкостью. Так как сварные соединения стали ОХ18Н10Т
твА.
ЮзвЛ
imssi.
Л
ai
316
i склонны к самопроизвольному разруше- I нию в диапазоне температур от 550- | 570 до 840--860 С, то нагрев до 550- I проводят со х:коростью 80- : 100 град/ч, до температуры 840- I 860 С - со скоростью 110-130 град/ч и до 1050-1100 С - со скоростью 40-50 град/ч. Затем вьщерясивают сварное соединение при этой температуре I в течение 2 ч для релаксации напря-- жений в стали OXtSHIOT с меньшей релаксационной стойкостью, после чего ее охлаявдают до температуры 656-687 С, меньшей температуры высо1 кого отпуска стали ЭИ445 в -т: раз
iб
I (JlL JQ ft 1,6). Сталь ЭИ445
M
I при этом сохраняют при температуре I ее высокого отпуска. Скорость охлаж- I дения стали ОХ18Н10Т от температуры I 1050-1100 до 840-860°С составляет I 40-50 град/ч, а от 840-860 до 656- 687 С - 110-130 град/ч. После охлаждения стали ОХ18Н10Т до температуры 656-687 с проводят одновременное охлаждение сталей сварного соединения до комнатной температуры. Скорость I охлаждения стали ОХ18Н10Т в диапазо- Г не емператур от 656-687 до 550-570 Г составляет 110/130 град/ч, а от 550-570°С до комнатной температуры
35-55 град/ч. Скорость охлаждения : стали ЭИ445 в периоды охлаждения ста ; ли ОХ18Н10Т в 1,6 раза больше.
Нагрев сталей при проведении тер мической обработки проводят индукционным методом токами высокой частот Контроль параметров термообработки осуществляют обычными контрольными
приборами.
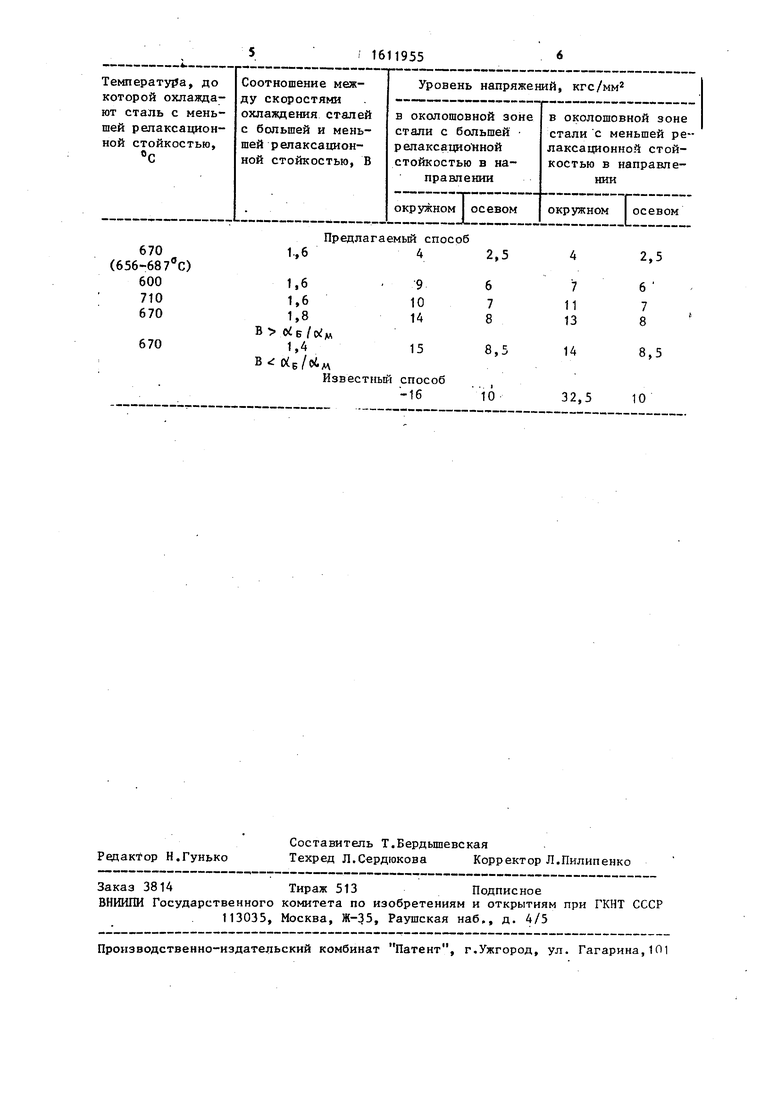
Результаты экспериментальных исследований приведены в таблице. Снижение уровня напряжений в сварных соединениях в максимальной степени достигается при выполнении термичес1955
кой обработки предлагаемым Способом. При этом, по сравнению с известным способом в околошовной зоне с-тали с большей релаксационной стойкостью
напряжения (в абсолютных величинах) в окружном и осевом направлениях снижаются соответственно с 16 до 4 кгс/мм2 и с 10 до 2,5 кгс/мм, а
в стали с меньшей релаксационной
стойкостью - соответственно с 32,5 до 4 кгс/мм и с 10 до 2,5 кгс/мм.
.Снижение остаточных напряжений в сварных соединениях повьш1ает их эксплуатационную надежность, также практически исключается коррозионное растрескивание под напряжением.
Формула изобретения
Способ термической обработки сварных соединений сталей, одна из которых имеет большую релаксационную стойкость и меньший коэффициент термического расширения, чем другая,
включающий нагрев до температуры высокого отпуска стали с большей релаксационной стойкостью, выдержку при этой температуре для релаксации напряжений и охлаждение до комнатной температуры, отлич ающий- с я тем, что, с целью снижения напряжений, после релаксации напряжений в стали с меньшей релаксационной стойкостью ее охлаждают до температу1Хе
ры, в
Ым
раз меньшей температуры
вьиержки, после чего охлаждение сталей ведут одновременно, причем сталь с большей релаксационной стойкостью
(ХБ
охлаждают со скоростью, в - --раз
v М
большей скорости охлаждения стали, с меньшей релаксационной стойкостью, где o{g и больший и меньший. коэф- фициенты термического расширения сталей соответственно.
Предлагаемый способ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки сварных соединений сталей | 1988 |
|
SU1656000A1 |
| Способ термической обработки сварных соединений из аустенитно-перлитных биметаллов | 1988 |
|
SU1650734A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| Способ обработки стали | 1985 |
|
SU1407973A1 |
| Сталь | 1990 |
|
SU1763510A1 |
| Способ термической обработки цельнокатаных колес | 1985 |
|
SU1280041A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРУЖИН ИЗ КРЕМНИСТОЙ СТАЛИ | 2004 |
|
RU2257418C1 |
| Способ получения упрочненных заготовок крепежных изделий из нержавеющей аустенитной стали | 2020 |
|
RU2749815C1 |
| Способ термической обработки углеродистых пружинных сталей, легированных кремнием | 1988 |
|
SU1539220A1 |
| Флюс для электрошлакового переплава | 1990 |
|
SU1749246A1 |
Изобретение относится к термической обработке сварных соединений сталей с разными коэффициентами термического расширения и может быть использовано в атомной энергетике и других отраслях народного хозяйства. Цель - снижение напряжений. Сварное соединение нагревают до температуры высокого отпуска стали с большей релаксационной стойкостью, после выдержки в течение времени, необходимого для релаксации напряжений в стали с меньшей релаксационной стойкостью, охлаждают эту сталь до температуры, меньшей в αб/αм раз температуры высокого отпуска стали с большей релаксационной стойкостью. Затем проводят одновременное охлаждение сталей сварного соединения до комнатной температуры, причем сталь с большей релаксационной стойкостью охлаждают со скоростью, в αб/αм раз большей скорости охлаждения стали с меньшей релаксационной стойкостью, где αб и αм - соответственно больший и меньший коэффициенты термического расширения сталей. 1 табл.
| Заводская лаборатория | |||
| Двухступенное или многоступенное гидравлическое инжекционное устройство для сжатия воздуха и других газов, с применением насосов для постоянного поддержания циркуляции в нем жидкости | 1925 |
|
SU1955A1 |
