Изобретение относится к металлургии, в частности к метизному проИЗВОДСТВУо
Цель изобретения - повышение служебных свойств
Применение предлагаемого способа позволяет получить высокопрочную латунированную проволоку с неотслаивающимся покрытием.
Пример. Предельная заготовка диаметром 2,6 мм из стали марки 70 подвергается патенированию в проходной печи.
Температура нагрева проволоки 910 - 930°С. Температура охлаждения в расплаве 510 - 520°С. На патенти- рованную заготовку диаметром 2,6 мм
с (JB 120 - 130 кгс/мм2 после операции травления и щелочной очистки осаждается медьцинковое покрытие из пирофосфатного электролита с суммарной толщиной покрытия 0,53 мкм.
Затем проволоку-заготовку подвергают многократному волочению с суммарным обжатием 85% до конечной толщины 1,0 мм.
Полученная таким образом проволока имеет на поверхности латунное адгезионное покрытие, образовавшееся1 в процессе волочения за счет тепла деформации.
Латунированную проволоку диаметром 1,0 мм с пределом прочности ((50) равным 190 - 210 Н/мм , и относэел о J
о
OQ3165
сительным удлинением () 0,5 - 1,0% обрабатывают по режимам, включают щим охлаждение до температуры (-186)- (-196)бС в жидком азоте и нагрев до 360 - 520°С.
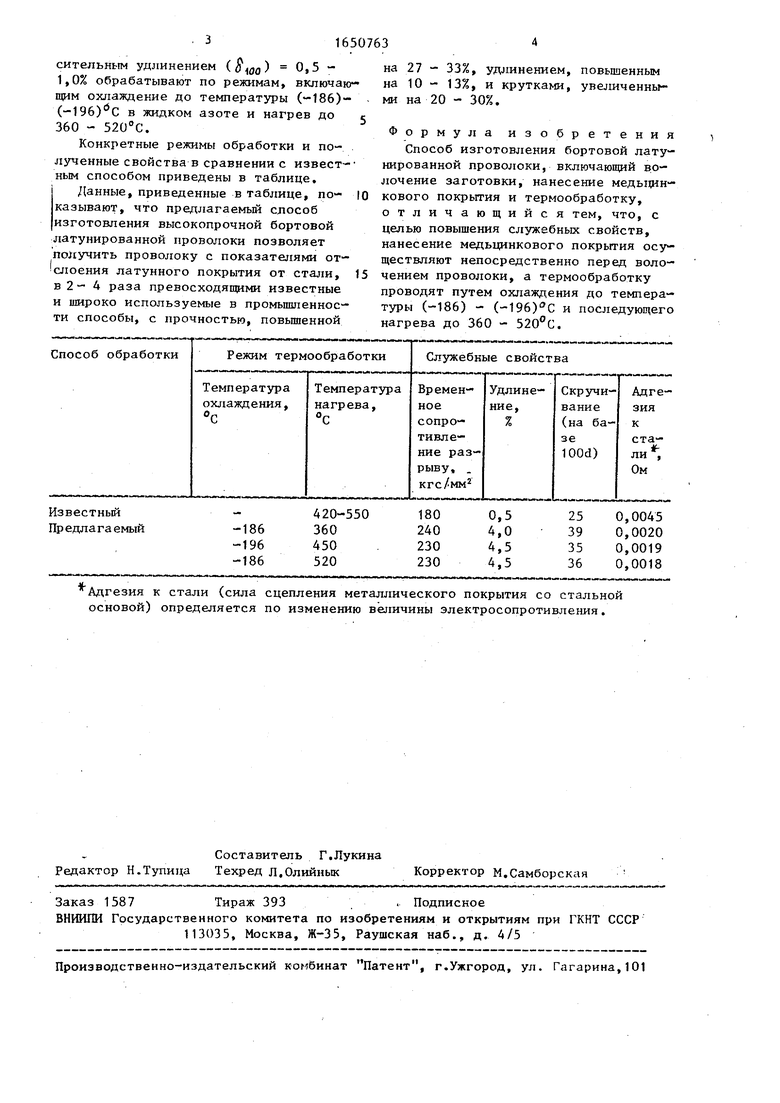
Конкретные режимы обработки и полученные свойства в сравнении с известным способом приведены в таблице.
Данные, приведенные в таблице, по- казывают, что предлагаемый слособ изготовления высокопрочной бортовой латунированной проволоки позволяет получить проволоку с показателями отслоения латунного покрытия от стали, в 2 - 4 раза превосходящими известные и широко используемые в промышленности способы, с прочностью, повышенной
- 33%, 13%,
удлинением, и крутками,
повышенным увеличеннынана
ми на 20 - 30%.
на на
Формула изобретения Способ изготовления бортовой латунированной проволоки, включающий волочение заготовки, нанесение медыщн- кового покрытия и термообработку, отличающийся тем, что, с целью повышения служебных свойств, нанесение медьцинкового покрытия осуществляют непосредственно перед волочением проволоки, а термообработку проводят путем охлаждения до температуры (-186) - (-196)°С и последующего нагрева до 360 - 520°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления высокопрочной стальной проволоки с адгезионным покрытием | 1981 |
|
SU990838A1 |
| Способ обработки стальной проволоки | 1991 |
|
SU1766985A1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1995 |
|
RU2076896C1 |
| Способ получения латунного покрытия | 1980 |
|
SU931814A1 |
| СПОСОБ ЛАТУНИРОВАНИЯ ПРОВОЛОКИ | 1992 |
|
RU2048603C1 |
| Раствор для нанесения подсмазочного покрытия на металлическую поверхность | 1990 |
|
SU1807086A1 |
| Способ изготовления высокопрочной проволоки | 1989 |
|
SU1754256A1 |
| Способ изготовления стальной оцинкованной проволоки | 1980 |
|
SU945227A1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ ПРОВОЛОКИ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2496888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРУЮЩЕГО МАТЕРИАЛА | 1995 |
|
RU2096101C1 |
Изобретение относится к металлургии, в частности к метизному производству. Цель - повышение служебных свойств. Способ включает волочение заготовки, нанесение медьцин- кового покрытия, волочение на готовый размер и термообработку, включающую охлаждение до температуры -186 - -196°С и последующий нагрев до 360 - 520°С. Способ обеспечивает получение следующих свойств бортовой латунированной проволоки: СГв 230-240 кгс/мм, Ј 4,0 - 4,5%. Скручивание на базе 100d 35-39; адгезия к стали (по величине электросопротивления) составляет 0,0018 - 0,0020 Ом. 1 табл. W
Адгезия к стали (сила сцепления металлического покрытия со стальной основой) определяется по изменению величины электросопротивления.
| Цыбулина А.А., Стариков А.К | |||
| Производство металлокорда | |||
| - К,: Металлургия, 1979, с.64. |
