Изобретение относится к прокатному производству, в частности к изготовлению круглых сортовых профилей (прутков).
Целью изобретения является расширение технологических возможностей путем увеличения диапазона температур скручивания.
Способ состоит в том, что деформацию осуществляют при t 800-1200°С, а величину угла # скручивания определяют из выражения;,,
,18-10V10C (t-80), где С - процентное содержание углерода в стали;
р-угол скручивания, град.
Приведенное математическое соотношение получено в результате обработки опытных данных и является эмпирическим.
В опытах круглые прутки даметром d 10-15 мм из разных марок стали подвергали скручиванию при нагреве до t 800-1200°C с варьированием величины угла Ф от 30 до 80° (при 80° периодические
колебания диаметра скрученных прутков превышали величину полуторного допуска, оговариваемого для круглой стали второго сорта).
После скручивания от прутков отрезали стандартные образцы для испытаний на холодную осадку по ГОСТ 10702-78. За критерий удовлетворительных свойств принято условие: не менее 90% образцов данного типоразмера должны выдержать осадку до 1/4 первоначальной высоты Н.
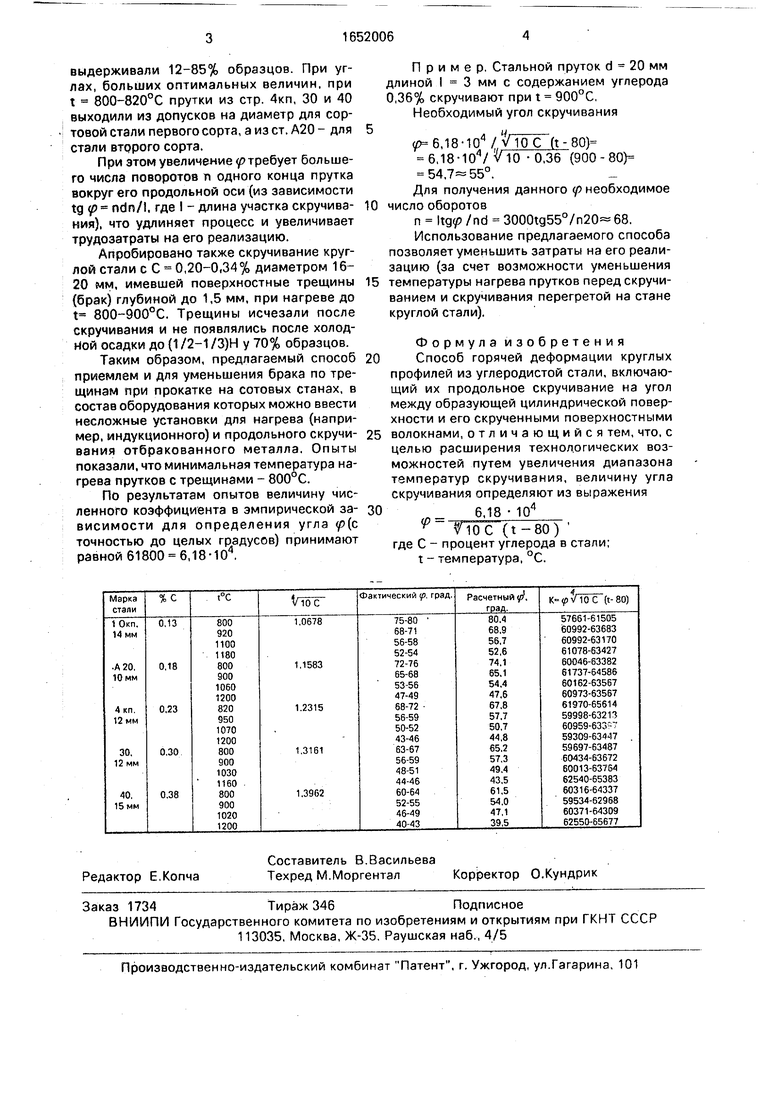
Результаты опытов для круглой стали представлены в таблице, из которой следует, что величина р уменьшается с ростом %Сит.
Металлографические исследования показали, что поверхностный слой стали, скручиваемой на оптимальный угол р, имеет наиболее благоприятную для холодной осадки кристаллографическую текстуру 110 .перпендикулярно направлению прокатки.
При скручивании на меньшие (указанных в таблице) величины р осадку на 1/4 Н
Ё
О
ел ю о о о
выдерживали 12-85% образцов. При углах, больших оптимальных величин, при t 800-820°C прутки из стр. 4кп, 30 и 40 выходили из допусков на диаметр для сортовой стали первого сорта, а из ст. А20 - для стали второго сорта.
При этом увеличение у требует большего числа поворотов п одного конца прутка вокруг его продольной оси (из зависимости tg (f) ndn/l, где I - длина участка скручива- ния), что удлиняет процесс и увеличивает трудозатраты на его реализацию.
Апробировано также скручивание круглой стали с С 0,20-0,34% диаметром 16- 20 мм, имевшей поверхностные трещины (брак) глубиной до 1,5 мм, при нагреве до t 800-900°C. Трещины исчезали после скручивания и не появлялись после холодной осадки до (1 /2-1 /3)Н у 70% образцов.
Таким образом, предлагаемый способ приемлем и для уменьшения брака по трещинам при прокатке на сотовых станах, в состав оборудования которых можно ввести несложные установки для нагрева (например, индукционного) и продольного скручи- вания отбракованного металла. Опыты показали, что минимальная температура нагрева прутков с трещинами - 800°С.
По результатам опытов величину численного коэффициента в эмпирической за- висимости для определения угла р(с точностью до целых градусов) принимают равной 61800 6,18-104.
Пример. Стальной пруток d 20 мм длиной I 3 мм с содержанием углерода 0,36% скручивают при t 900°С.
Необходимый угол скручивания
у 6,18-Ю4 /УЧО С (t-80b
6,18-10V V10 -0.36 (900-80)
54,7-55°.
Для получения данного р необходимое число оборотов
n /nd 3000tg55°/n20« 68.
Использование предлагаемого способа позволяет уменьшить затраты на его реализацию (за счет возможности уменьшения температуры нагрева прутков перед скручиванием и скручивания перегретой на стане круглой стали).
Формула изобретения Способ горячей деформации круглых профилей из углеродистой стали, включающий их продольное скручивание на угол между образующей цилиндрической поверхности и его скрученными поверхностными волокнами, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения диапазона температур скручивания, величину угла скручивания определяют из выражения
р
6,18 10
V10C (t-80)
где С - процент углерода в стали; t - температура,
°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей деформации круглых профилей из углеродистой стали | 1989 |
|
SU1650286A1 |
| Способ горячей деформации круглых профилей из углеродистой стали | 1985 |
|
SU1306608A1 |
| Способ термообработки горячекатаной углеродистой стали для холодной высадки | 1990 |
|
SU1717645A1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2384377C1 |
| Способ производства круглой сортовой стали | 1991 |
|
SU1825319A3 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 2005 |
|
RU2291205C1 |
| СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ДЕТАЛИ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ | 1997 |
|
RU2201468C2 |
| Способ производства круглого проката из конструкционных легированных сталей для холодной объёмной штамповки крепёжных изделий | 2017 |
|
RU2677038C1 |
| Способ производства круглого проката из легированных сталей для изготовления крепёжных изделий холодным деформированием | 2017 |
|
RU2677037C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЗАГОТОВКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2005 |
|
RU2299103C1 |
Изобретение относится к прокатному производству, в частности к изготовлению круглых сортовых профилей (прутков). Цель - расширение технологических возможностей путем увеличения диапазона температур скручивания. Предлагаемый способ включает продольное скручивание на угол в интервале температур 800-1200°С, а угол скручивания определяют из выражения с учетом содержания углерода в стали. Способ позволяет восстановить дефектные прутки (с трещинами) и реализовывать их потребителю. 1 табл.
| Способ горячей деформации круглых профилей из углеродистой стали | 1985 |
|
SU1306608A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
