1
Изобретение относится к обработке металлов давлением и может быть использовано при горячей Прокатке круглых прутков из углеродистой стали.
Целью изобретения является улучшение пластических свойств стали путем уменьшения склонности к треш,инообразованию при носледуюш,ей холодной деформации.
Способ осушествляется следуюш.им образом.
В процессе горячей прокатки круглых прутков из углеродистой стали с содержанием углерода в пределах 0,13-0,38% в последних клетях чистовой группы мелкосортных станов производят скручивание заготовок вокруг продольной оси. При этом величина скручивания определяется в зависимости от содержания углерода в стали по формуле
(р 70 : VlO С,
где р - угол между скрученными поверхностными волокнами прутка и образующей его цилиндрической поверхности, град;
С - содержание углерода в стали, °io, и находится в пределах 50-65°.
1
160
0,13
1050-950
130
0,15
1050-950
130
0,20
1050-950
Ст. 35
150
0,35
1000-920
2
Скручивание может производиться, например, с помоплью косовалковой клети или с помошью кантуюших проводок.
Необходимое число поворотов прутка вокруг продольной оси может быть определено из формулы
п iiJL. fd.
где п - число оборотов прутка для достижения необходимого угла скручивания поверхностных волокон, об.; i - длина участка скручивания, мм; cL - диаметр прутка, мм.
Проводили скручивание вокруг продольной оси круглых прутков из стали различных марок и размеров. При этом прутки скручивали на различные углы при температуре заготовок, соответствующей концу прокатки.
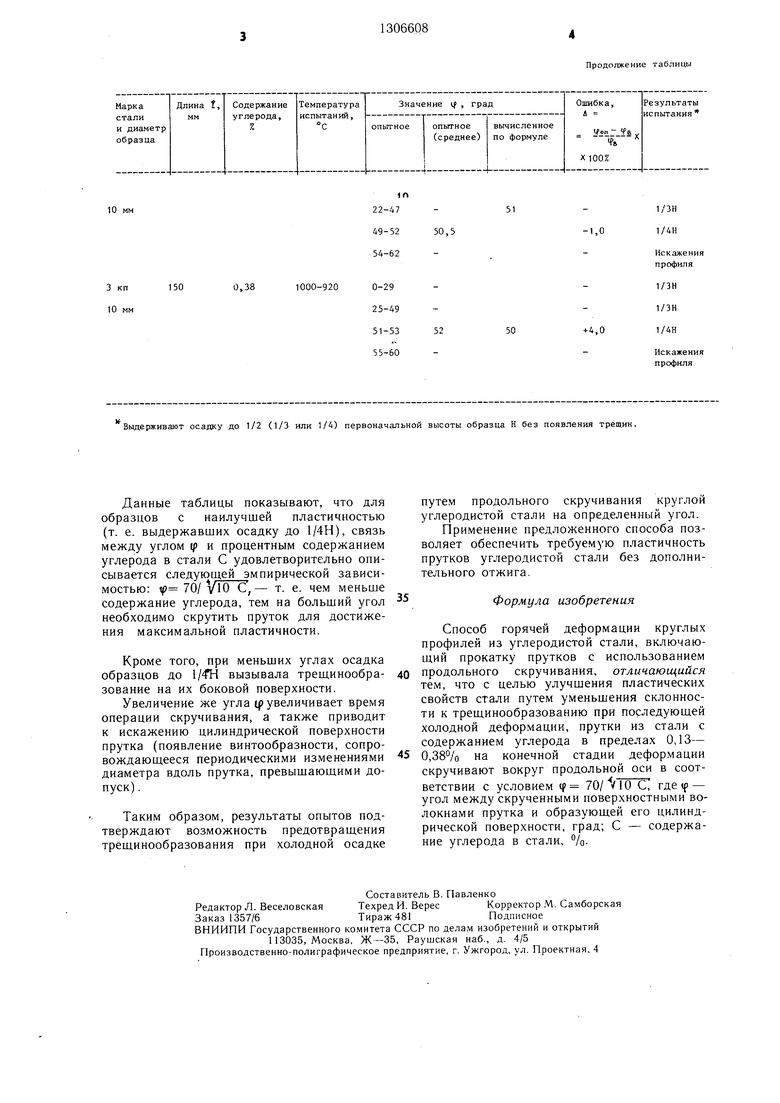
Для оценки пластичности полученных прутков проводили испытания образцов по ГОСТ 10702-78 на осадку в холодном состоянии до 1/2, 1/3 и 1/4 первоначальной высоты Н образца. Критерием достижения поставленной цели считали способность образцов круглой стали выдерживать осадку без появления трещин до 1/4 первоначальной высоты. Результаты представлены в таблице.
65
61
59
57
+4,6
-3,2
-3,5
1/2И 1/ЗН 1/4Н
Искажения профиля
1/2Н 1/ЗН 1/4Н
Искажения профиля
1/2Н )/ЗН 1/4Н
Искажения профиля
0-20
1/ЗН
10 мм
150
0,38
1000-920
Выдерживают осадку до 1/2 (1/3 или 1/4) первоначальной высоты образца Н без появления трещин.
Данные таблицы показывают, что для образцов с наилучшей пластичностью (т. е. выдержавших осадку до 1/4Н), связь между углом (р и процентным содержанием углерода в стали С удовлетворительно описывается следующей эмпирической зависимостью: 1р 70/ VIО С,- т. е. чем меньше содержание углерода, тем на больший угол необходимо скрутить пруток для достижения максимальной пластичности.
Кроме того, при меньших углах осадка образцов до j fH вызывала треш,инообра- зование на их боковой поверхности.
Увеличение же угла ф увеличивает время операции скручивания, а также приводит к искажению цилиндрической поверхности прутка (появление винтообразности, сопровождающееся периодическими изменениями диаметра вдоль прутка, превышающими допуск) .
Таким образом, результаты опытов подтверждают возможность предотвращения трещинообразования при холодной осадке
Составитель В. Павленко
Редактор Л. ВеселовскаяТехред И. ВересКорректор М. Самборская
Заказ 1357/6Тираж 481Подписное
ВНИИПИ Государственного ко.митета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Продолжение таблицы
51
50,5
-1,0
52
50
4,0
1/ЗН 1/4Н
Искажения профиля
1/ЗН 1/ЗН 1/4Н
Искажения профиля
5
0
5
путем продольного скручивания круглой углеродистой стали на определенный угол. Применение предложенного способа позволяет обеспечить требуемую пластичность прутков углеродистой стали без дополнительного отжига.
Формула изобретения
Способ горячей деформации круглых профилей из углеродистой стали, включающий прокатку прутков с использованием продольного скручивания, отличающийся тем, что с целью улучшения пластических свойств стали путем уменьшения склонности к трещинообразованню при последующей холодной деформации, прутки из стали с содержанием углерода в пределах 0,13- 0,38% на конечной стадии деформации скручивают вокруг продольной оси в соответствии с условием Ч 70/ V 10 С, где ip - угол между скрученными поверхностными волокнами прутка и образующей его цилиндрической поверхности, град; С - содержание углерода в стали, %.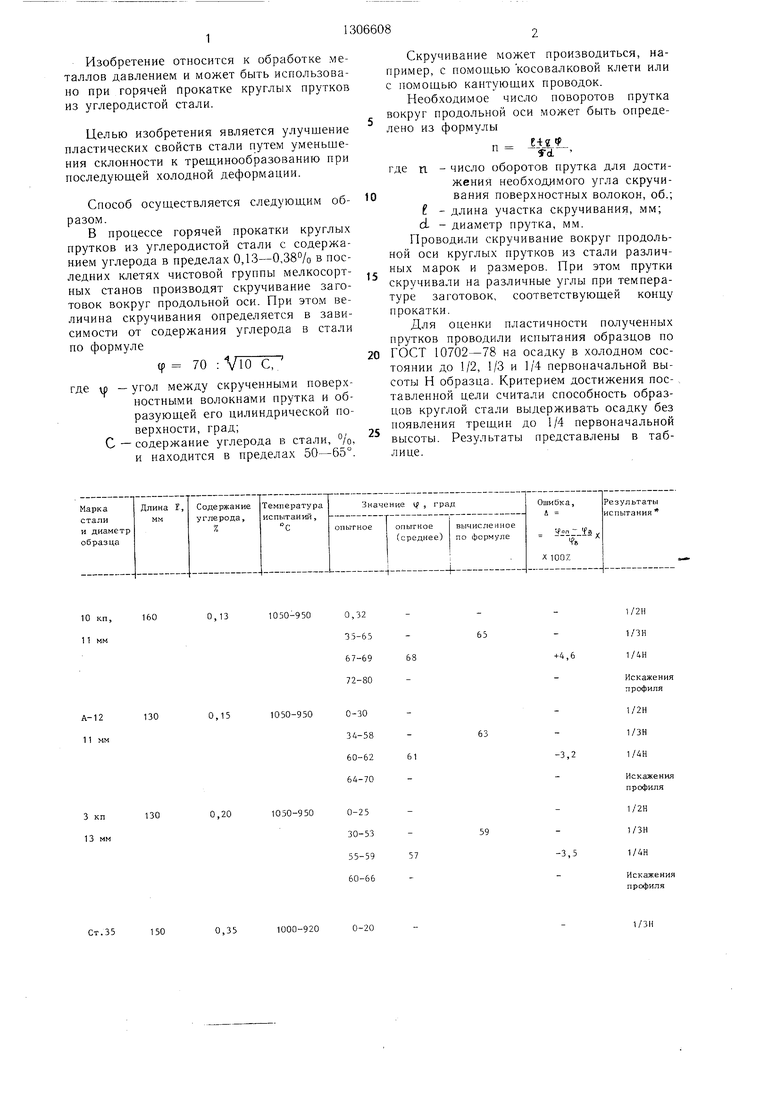
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей деформации круглых профилей из углеродистой стали | 1989 |
|
SU1650286A1 |
| Способ горячей деформации круглых профилей из углеродистой стали | 1988 |
|
SU1652006A1 |
| Способ термообработки горячекатаной углеродистой стали для холодной высадки | 1990 |
|
SU1717645A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОРТОВОГО ПРОКАТА | 1999 |
|
RU2173716C2 |
| Способ производства калиброванного прутка, преимущественно конструкционных углеродистых и легированных сталей, предназначенного для получения изделий методом холодной высадки | 1990 |
|
SU1752466A1 |
| СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ДЕТАЛИ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ | 1997 |
|
RU2201468C2 |
| Способ производства круглой сортовой стали | 1991 |
|
SU1825319A3 |
| Способ производства стального проката | 1991 |
|
SU1784002A3 |
| СОРТОВОЙ ПРОКАТ ГОРЯЧЕКАТАНЫЙ ИЗ РЕССОРНО-ПРУЖИННОЙ СТАЛИ | 2012 |
|
RU2479646C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 2005 |
|
RU2291205C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при горячей прокатке круглых прутков из углеродистой стали. Цель изобретения - улучшение пластических свойств стали путем уменьшения склонности к трешинообразованию при последующей холодной деформации. Согласно способу в процессе горячей прокатки прутков из стали, содержашей 0,13-0,38% углерода, на заключительной стадии горячей деформации производят скручивание заготовок вокруг их продольной оси на определенный угол в зависимости от содержания углерода в стали. Применение способа позволяет обеспечить требуемую пластичность прутков из углеродистой стали при дальнейшей холодной прокатке без дополнительного отжига. 1 табл. i сл со о О5 О)
| Способ многониточной прокатки | 1983 |
|
SU1109203A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| КОСМЕТИЧЕСКИЙ КРЕМ ДЛЯ УХОДА ЗА СУХОЙ КОЖЕЙ | 2024 |
|
RU2836338C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
