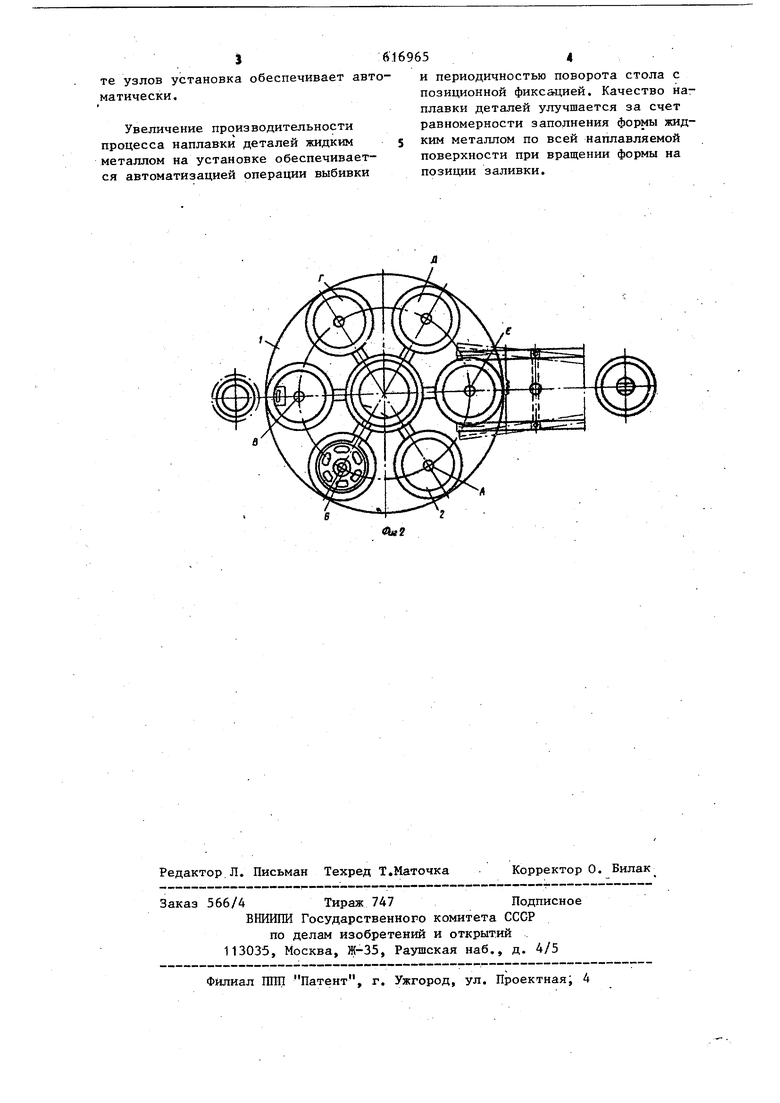
ИзоНретениё относится к оборудованию для изготовления многослойных и восстановлению изношенных деталей Известно устройство для наплавки изношенных деталей Жидким металлом, выполненное в виде поворотного стола с приводом, содержащее индуктор для нагрева детали и механизм заливки ясидкого металла fij . Такое устройство для наплавки имеет низкую производительность и наплавляемые детали не достаточно качественны, так как в конструкции отсутствуют элементы автоматизации. Известно также устройство для изготовления многослойных и восстановления изношенных деталей методом наплавки жидким металлом, содержащее металлические формы для размещения деталей, установленные на поворотном столе, нагревательный тоннель для предварительного подогрева формы вместе с направляемой деталью, механизмы подъема и вращения детали в момент ее высокочастотного Harpeiea в индукторе и механизм заливки жидкого металла, выполненный в виде гер метизированного ковша и обеспечивающий автоматическую дозировку жидкого металла с помощью сжатого газа, подаваемого в ковш 2j . В этом устройстве форма с наплавляемой деталью во время заливки нахо дится в стационарном положении, что не обеспечивает получения качественной свариваемости металла по всему контуру. Извлечение отливок из форм производят вручную. Поворотный меха низм, состоящий из электромотора с цилиндрической зубчатой парой, не обеспечивает строгой фиксации поворот ного стола при переходе с позиции на позицию. Цель изобретения - увеличение производительности установки и улучшение качества наплавки деталей. Для этого установка снабжена на позиции заливки приводом литейной формы, на позиции извлечения отливки - съемно-выбивным механизмом, рас положенным между уборочным конвейером и карусельным столом, а механизм поворота последнего выполнен в виде пневмопривода периодического деистВИЯ и позиционных пневмофиксаторов. На фиг. 1 изображена предлагаемая установка, общий вид с частич5ным разрезом}. на фиг. 2 - то же, вид в плане. Установка имеет карусельный стол 1 с 6-ю позициями: А - позиция установки литейной формы 2 с деталью 3; Б - позиция нагрева с приводом А вертикального перемещения и вращения детали при нагреве в индукторе 5; В - позиция заливки форм жидким металлом с заливочным устройством 6 и приводом вращения литейной формы, передающий крутящий момент приводному валу 8 через фрикционнзпо пару 9; Г и Д - позиции кристаллизации наплавленного слоя и охлаждения детали; Е - позиция съема и выбивки форм со съемно-выбивным механизмом, содержащим пневмо-пружинный захват 10 и пневмоцилиндр 11, продавливающий штоком отливки на уборочньй конвейер 12. Механизм поворота стола выполнен в виде пневмопривода 13 периодического действия, закрепленного.шарнирно на стойке 14 и передающего крутящий момент приводному валу 15. Фиксация стола осущест1зляется позиционным . фиксатором 16, смонтированным на кожухе 17 и позиционным фиксатором 18, смонтированным на кронштейне 19. Установка работает следующим образом. . . На позиций А устанавливают форму 2 с предварительно подготовленной ; деталью 3. Включают пневмопривод периодического действия 13 вращения стола. Поворотный стол при вращении: перемещает форму на позицию В, где деталь при помощи привода вертикального перемещения и вращения 4 поступает в индуктор 5 и нагревается до заданной температуры. Подогретая деталь опускается в форму и. перемещается на позиции заливки, где заливает- . ся жидким металлом при помощи заливочного устройства 6. Наплавленная деталь кристаллизуется и охлаждается при прохождении. через позиции Г и Д. При поступлении формы на позицию Е включается съемно-, выбивной механизм. Пневмопружинный захват 10 снимает форму со стола и подает ее под пневмоцилиндр 11, ко- торьй продавливает отливку на уборочный конвейер 12. Технологический цикл наплавки повторяется. Последовательность в рабоS6те узлов установка обеспечивает автоматически. Увеличение про изводительности процесса наплавки деталей жидким металлом на установке обеспечивается автоматизацией операции выбивки 16965 и периодичностью поворота стола с позиционной фиксацией. Качество наплавки деталей улучшается за счет равномерности заполнения формы жидким металлом по всей наплавляемой поверхности при вращении формы на позиции заливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления биметалли-чЕСКиХ дЕТАлЕй | 1979 |
|
SU831317A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Установка для наплавки деталей | 1980 |
|
SU933233A1 |
| Поточно-механизированная линия для наплавки бил | 1981 |
|
SU1069940A1 |
| Установка для наплавки деталей | 1978 |
|
SU814562A1 |
| Линия для производства биметаллических отливок | 1990 |
|
SU1797515A3 |
| Установка для восстановления деталей | 1976 |
|
SU621456A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХи | 1970 |
|
SU261134A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ | 1972 |
|
SU425722A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ И ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ наплавкой жидким металлом, содержащая многопозиционный карусельный стол с установленными нанем литейными формами и с механизмом его поворота, индуктор, размещенный над упомянутым столом на позиции нагрева, приводы вертикального перемещения детали к индуктору и врап1ения ее при нагреве, заливочное устройство и уборочньй конвейер, отличающаяся тем, что, с целью увеличения производительности и улучшения качества наплавки, она снаб- '. жена на позиции заливки приводом вращения литейной формы, на позиции извлечения отливки - съемно-выбивным механизмом, расположенным между уборочным конвейером и карусельным столом, а механизм поворота последнего выполнен в виде пневмопривода периодического действия и позиционных пневмофиксаторов.(Ло^
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для наплавки металлических изделий металлом | 1950 |
|
SU101182A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХи | 0 |
|
SU261134A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
