Изобретение относится к нанесению покрытий на изделия и может быть использовано на предприятиях различных отраслей промышленности.
Целью изобретения является интенсификация процесса сушки головок блоков цилиндров двигателей внутреннего сгорания.
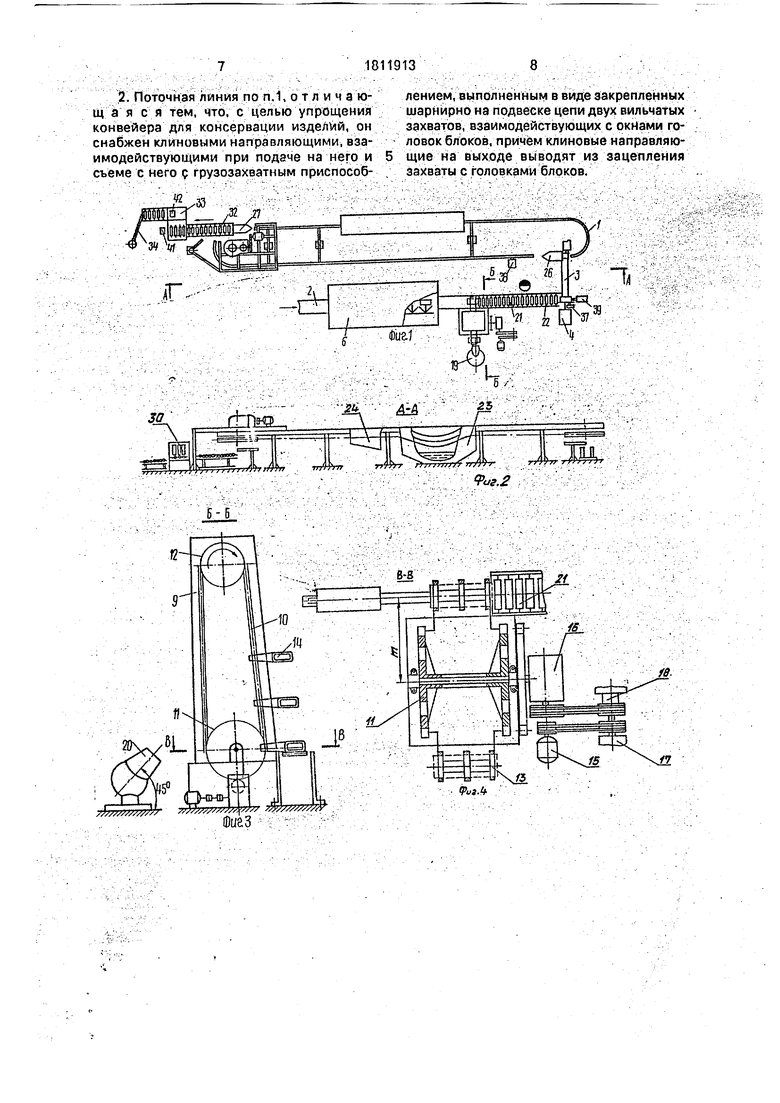
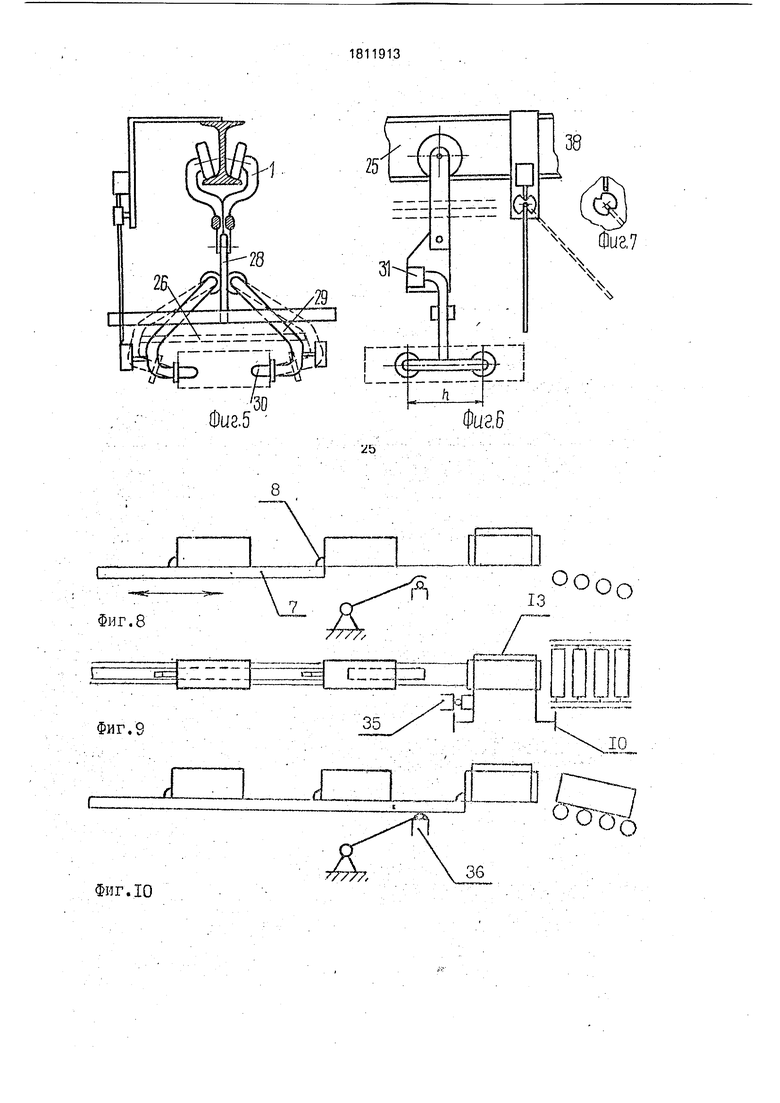
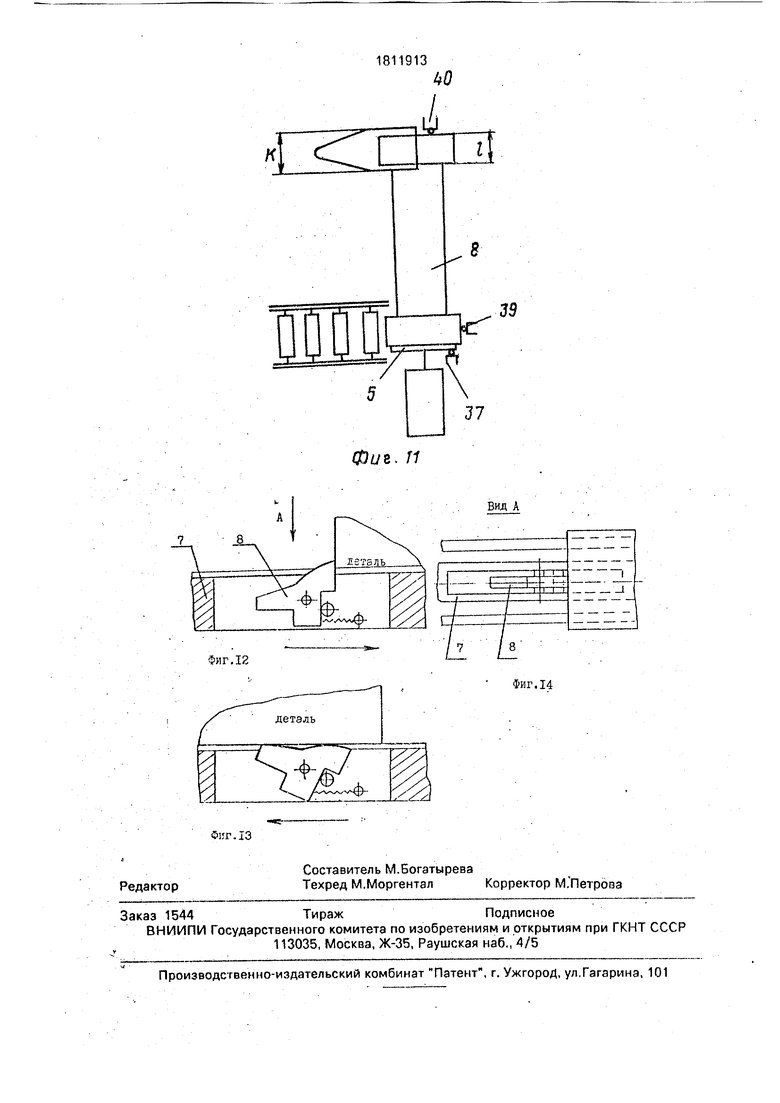
На фиг.1 схематично изображена поточная линия, вид сверху; на фиг.2 -разрез А-А на фиг.1; на.фиг.З- разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.З; на фиг.5 схематично изображено грузозахватное приспособление, вид спереди; иафиг.б-тоже, вид сбоку; на фиг.7 - путевой выключатель фиг.б с-разомкнутыми контактами; на фиг.8, 9, 10 представлена схема загрузки-выгрузки контейнеров элеватора - положение при этом контактов путевых выключателей; на фиг.11 - схема работы перекладчика; на фиг.12 конструкция упора и его положение при перемещении детали; на фиг. 13 - положение упора при уходе штанги назад; на фиг.14 - вид А на фиг.12.
Поточная линия для нанесения покрытий на изделия включает устройство для нанесения покрытий, ванну для мойки изделий, сушильное устройство, конвейер для консервации 1 и конвейер для мойки 2, установленные в два ряда и соединенные перекладчиком3. Последний выполнен в виде двух склизов и пневмоцилиндра 4 с толкателем 5.
Ванна для мойки изделий, установленная в первом ряду по ходу технологического процесса, представляет собой моечную машину б струйного типа. Транспортирование головок блоков в моечную машину 6 и перемещение в ней осуществляется с опреде00
О СА)
ленным тактом с помощью штангового шагового конвейера 2, содержащего штанги 7 с упорами 8, имеющего возвратно-поступательный характер движения.
Упоры 8 при уходе штанги 7 назад заглубляются деталями, расположенными позади упоров, и возвращаются в положение для перемещения усилием пружины.
На выходе из моечной машины 6 установлено сушильное устройство. Сушильное устройство выполнено в виде вертикально расположенного элеватора 9, имеющего две вертикальные пластинчатые втулочные цепи 10, огибающие нижние приводные 11 и верхние натяжные 12 звездочки. К цепям 10 жестко прикреплены решетчатые контейнеры 13 с открытыми торцовыми проемами 14, соответствующие размерам головок. При этом элеватор 9 для выполнения операций загрузки-выгрузки установлен перпендикулярно подающему конвейеру 2 мойки и смещен относительно его продольной оси в горизонтальном направлении на величину m до совмещения с осью решетчатого контейнера 13.
Привод элеватора имеет электродвигатель 15, червячный редуктор 16, муфту 17 электромагнитную тормозную, предотвращающую обратное движение цепи 10, муфту 18 электромагнитную соединительную.
У нижних приводных звездочек 11 Элеваторов 9 с противоположной стороны от места загрузки-выгрузки установлен вентилятор 19с патрубком 20, направленным под углом 45° к вертикальной оси злеватора 9.
: После элеватора 9 установлен с наклоном в сторону движения головок рольганг 21, являющийся рабочим постом технического контроля.
Последняя секция 22 рольганга 21 выполнена приводной.
Устройство для нанесения покрытий, установленное во втором ряду па ходу ех- нологического процесса, выполнено в виде ванны 23 для консервациониого материала с наклонным поддоном 24 для сбора стекающего с головок материала.
Конвейер 1 для консервации выполнен подвесным цепным с направляющими 25, образующими замкнутый контур, причем над ванной 23 для консервации они имеют криволинейный характер, снабжен при подаче на него и съеме с него клиновыми направляющими соответственно 26 и 27, взаимодействующими с грузозахватным приспособлением, выполненными в виде закрепленных шарнирно на подвеске 2.8 цепи двух вильчатых захватов 29, пальцы 30 которых расположены на расстоянии п, равном расстоянию между боковыми окнами
головок блоков, причем пальцы захватов С одной стороны головки смещены относительно пальцев захватов с другой стороны головки для обеспечения возможности захвата головок различных двигателей, а клиновые направляющие 26 и 27 установлены ниже шарниров 31 и имеют ширину на выходе больше ширины головки блока I.
В конце поточной линии после клиновых направляющих 27 установлен приводной рольганг 32, по которому головка перемещается в кантователь 33, и манипулятор 34., В систему управления автоматизиро
5 ванного привода поточной линии входят путевые выключатели 35, 36, 37, 38 и пневматические клапаны 39, 40, 41, 42.
Поточная линия работает следующим образом.
0 .Головки блока подают на конвейер 2, который транспортирует их в моечную машину 6, в которой происходит очистка поверхностей головки направленными на них струями моющего раствора. Перемещение
5 головок в моечной машине 6 осуществляется с тактом 45 сек. При очистке используют моющий, раствор, подогретый до 70-80°С. Концентрация CMC (МС-15, ТУ 6-18-14-81 | Лабомид-101, ТУ 38-10738-80) составляет
0 около 20 г/л.
После мойки головка блока поступает на элеватор 9 для охлаждения и сушки.
Штанга 7 конвейера 2, захватив своим упором 8 головку, вышедшую из моечной
5 машины б, передвигает ее своим ходом, размещая в решетчатом контейнере 13, продольная ос Ь которого в этот момент совпадает с осью конвейера 2. При этом головка блока выталкивает на наклонный
0 рольганг 21 находившуюся в контейнере 13 головку, прошедшую цикл сушки, и занима- . ет ее место.
Штанга 7 отходит назад. Упоры 8 при уходе назад заглубляются.
5 Головка блока, находящаяся в контейнере 13, проходит цикл сушки и охлаждения до внутрицеховой температуры, перемещаясь вместе с цепью 10 элеватора 9 от горизонтального положения после загрузки,
0 огибая приводную звездочку 11 по нижнему участку нисходящей ветви, поворачиваясь на 180°, при этом моющая жидкость, находившаяся после мойки в головке, вытекает в поддон, установленный под элеватором,
5 вначале из отверстий и каналов, расположенных снизу, а при повороте головки -из отверстий и каналов, расположенных с про-1 тивоположной стороны, и далее ho верхне- ; му участку восходящей и верхнему участку исходящей, ветвей, огибая натяжную.звездочку 12 до горизонтального положения для разгрузки.
При своем перемещении головки обдуваются потоком воздуха из вентилятора 20, охватывающим как головки, расположен- 5 ные на восходящей ветви, так и головки, ; расположенные на нисходящей ветви.
Синхронизация работы привода штангового конвейера 2 с приводом элеватора 9 осуществляется следующим образом.10 ..., Когда конвейер 13 занимает положение загрузки-выгрузки, он замыкает контакты путевого выключателя 35, который вырабатывает сигналы, отключающие муфту соеди- Лительную 1-8 и включающие муфту 15 тормозную 17 и привод (не показан) штангового конвейера 2. :;;;.гу;;;;.
В свою очередь, штанга 7 при своем ходе замыкает контакты путевого выключателя 36, а при обратном ходе размыкает 20 контакты путевого выключателя 36, сигналы ; которого поступают на привод элеватора 9, г при этом тормозная муфта 17 выключается, а соединительная; муфта 18 включается. ; - Контейнер .13 движется вниз и размыкает 25 .:.;. контакты путевого выключателя 35. /
Когда следующий контейнер 13 займет ..; положение.загрузки-выгрузки, описанный л выше процесс повторяется, и т.д.: :- ., После сушки и охлаждения головка б/гр- 30; ка выталкивается из контейнера 13 на рольганг 21, скатывается по нему через пост .. ;. - Технического контроля, где осуществляется :;
их дефектовка, на приводную секцию 22. рольганга 21.: : 35
Перемещение головки блрка на приводной секции 22 рольганга происходит до .такта ее с пневматическим клапаном:39,,
При включении клапана 39 шток пнев- моцилиндра 4 перемещает толкатель 5, а 40 толкатель 5 - головку блока по склизам . перекладчика 3 ко второму технологическо- : му ряду, при этом размыкаются контакты путевого выключателя 37, которые в исходном положении были замкнуты,45
Когда головка при перемещении ее тол- / кателем 5 займет положение контакта с пневматическим клапаном 40, установленным на исходной позиции второго технологического ряда, трлкатель 5 пневмоцилиндра движется 50 в обратную сторону, замыкает контакты путевого выключателя 37, сигналы которого послу- пают на привод подвесного конвейера 1 и включают его. Скорость движения конвейера 3,0м/мин. . 55
Захваты 29 конвейера 1, наезжая на клиновые направляющие 26, поворачиваются в. шарнире 31 подвески 28, расходятся на расстояние, равное ширине клиновых направляющих, перемещаются вдоль них, и
когда они заканчиваются, сходятся, входят в окна головки, захватывают ее и перемещают в направлении ванны 23 для консервации.
Работа, т.е. перемещение головки подвесного конвейера 1, происходит до тех пор, пока следующая подвеска не размыкает контакты путевого выключателя 38. Конвейер 1 останавливается.
Таким образом, путем прерывистого движения головки блоков поступают в ванну 23, заполненную консервационным составом- 10% ПВК (ГОСТ 19537-83) и 90% К17 (ГОСТ 10877-76), подогретым до температуры 60-70°С, погружаются в него и при дальнейшем движении извлекаются.
Излишки крнсервзционногб состава стекают в лоток 24,/ :
По окончании процесса консервации : захваты 29. наезжают на клиновые направляющие 27, установленные в конце второго технологического ряда, расходятся.
;::Толрвка освобождается от захватов, по- : падает на рольганг 32 и по нему в кантова- ; тел 33.. ;; .л -.. :,..: . ; -, .- ;;.- При контакте головки с пневматическим клапаном 41 кзнтователь; поворачивается на 90°, а при контакте ее с пневматическим, клапаном 42 возвращается в исходное положение. ;: ;.. .. ; ;: .
Манипулятор 34 перемещает гог.овку на упаковочный стол.
Таким образом, в результате примене- ;ния поточной линий автоматизирован процесс на;несения консервацибнного покрытия на головки блоков цилиндров дви-. гателей внутреннего сгорания, и при зтом повышено качество консервации за счет улучшения технологического процесса. ; . Ф о р м у л а и з о б р е т ё н и я : 1. Поточная линия для нанесения покрытий на изделия, содержащая конвейер для мойки изделий и их сушки и конвейер для консервации, которые установлены в два ряда и соединены между собой перекладчиком, устройство для нанесения покрытий, сушильное устройство, ванну для мойки изделий, отличающаяся тем, что, с целью интенсификации процесса сушки голооок блоков цилиндров двигателей внутреннего сгорания перед их консервацией, сушильное устройство выполнено в виде вертикально расположенного элезато- ра, снабженного жестко закрепленными на приводных цепях решетчатыми KOI тейгера- ми с открытыми торцовыми проемами/установленного перпендикулярно к подающему конвейеру мойки, а сушильный агрегат выполнен в виде снабженного патрубком вентилятора, установленного у нижних ведущих звездочек элеватора.
J2. nofQ4Haifl линия по п.1, 6 т л и ч а ю- щ а я с я тем, что, с целью упрощения конвейера для консервации изделий, он снабжен клиновыми направляющими, взаимодействующими при подаче на него и съёме с него с грузозахватным приспособлением, выполненным в виде закрепленных шарнирно на подвеске цепи двух вильчатых захватов, взаимодействующих с окнами го ловок блоков, причем клиновые направляю5щие на выходе выводят из зацепления
,захваты с головками блоков.
„ 3D
Фиг.5
ФигБ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия отделки щитовых деталей лакокрасочными материалами | 1984 |
|
SU1266814A1 |
| ЛИНИЯ ОБРАБОТКИ ЯИЦ | 1992 |
|
RU2048088C1 |
| Поточная линия гальванического, например, никелирования | 1960 |
|
SU148702A1 |
| Механизированная линия для ремонта электрооборудования | 1988 |
|
SU1561152A1 |
| Утсановка для окраски изделий | 1975 |
|
SU651854A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
| Устройство для окрашивания и последующей сушки деревянных погонажных изделий | 1973 |
|
SU526397A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ И ФОРМИРОВАНИЯ ЛАТЕКСНЫХ ПОКРЫТИЙ НА СЫРАХ | 1991 |
|
RU2027353C1 |
| КОМПЛЕКСНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ УТИЛИЗАЦИИ ШИН | 2005 |
|
RU2299804C2 |
Использование: при нанесении покрытий на изделия для интенсификации процесса сушки. Сущность: сушильное устройство в линии нанесения покрытий выполнено в виде вертикально расположенного элеватора, снабженного жестко закрепленными на приводных цепях решетчатыми контейнерами с открытыми торцовыми проемами. Элеватор установлен перпендикулярно подающему конвейеру мойки. Сушильный агрегат выполнен в виде вентилятора с патрубком, установленного у нижних ведущих звездочек элеватора. Кроме того, конвейер для консервации изделий снабжен клиновыми направляющими, взаимодействующими при подаче на него и съема с него с грузозахватным приспособлением, Это приспособление выполнено о виде закрепленных шарнирно на подвеске цепи двух вильчатых захватов. Захваты взаимодействуют с окнами головок блоков, причем клиновые направляющие на выходе выводят из зацепления захваты с головками блоков. 1 з.п. ф-лы, 14 ил. ел С
Фиг. 8
DC
.„
35
10
Фиг.J3
Редактор
Составитель М.Богатырева
Техред М.МоргенталКорректор М Петровз
COt/s. И
| Многопоточная линия для нанесения покрытий на изделия | 1980 |
|
SU1007753A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
