Изобретение относится к строительству, а именно к технологии изготовления сборного железобетона и технологии возведения монолитных конструкций.
Цель изобретения - повышение производи- ел ьности и снижение расхода электроэнергии.
Сущность способа заключается в том, что металлическое формовочное оборудование очищают от остатков затвердевшего бе- тона путем размещения в емкости, заполненной глиняной суспензией водного раствора нейтрального электролита плотностью 1,1-1,5 -10 кг/см , подключения оборудования к положительному полюсу источника постоянного тока, а стенок емкости или электроды - к отрицательному полюсу и пропускания тока для анодного травления.
Очистка металла от затвердевших остатков бетона анодным электролитическим травлением достигается разрушением структурных связей цементного камня на контакте его с очищаемым металлом концентрированными растворами кислот. Эти кислоты образуются на очищаемой поверхности - аноде путем электролитического преобразования электролита. При применении нейтральных электролитов, например водных растворов нитритов и нитратов натрия, в анолите преимущественно образовываются растворы азотистой и азотной кислот. Интенсивность этого процесса зависит от силы тока, стекающей с поверхности анода.
При неравномерном и очаговом загрязнении поверхности, из-за различного электрического сопротивления ее участков наблюдается неравномерное стекание тока при травлении. В результате этого интенсивность образования аналита на контакте очищаемого металла с затвердевшими остатками бетона снижается. Для поддержания нужной интенсивности процесса очистки приходится повышать силу тока и продолжительность анодного травления. Предусмотренное в предлагаемом способе анодное травление в глиняной суспензии водного раствора нейтрального электролита локализует эти негативные процессы. Совокупностью электрокинетических явлений в глиняной суспензии предусматривается
со
с
о ел GJ
Ч) 00
о
создание на чистых участках протравленных поверхностей глиняных слоев, выравнивающих их электрическое сопротивление.
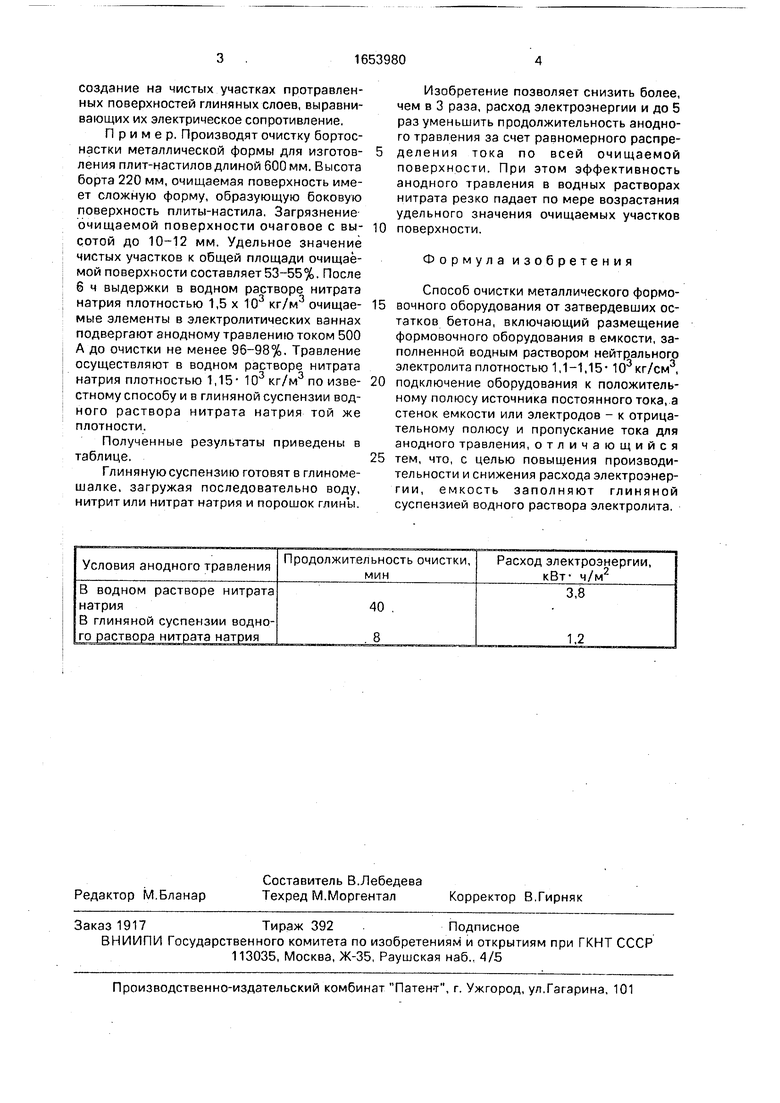
Пример. Производят очистку бортос- настки металлической формы для изготов- ления плит-настилов длиной 600мм. Высота борта 220 мм, очищаемая поверхность имеет сложную форму, образующую боковую поверхность плиты-настила. Загрязнение очищаемой поверхности очаговое с вы- сотой до 10-12 мм. Удельное значение чистых участков к общей площади очищаемой поверхности составляет 53-55%. После 6 ч выдержки в водном растворе нитрата натрия плотностью 1,5 х 10 кг/м очищаемые элементы в электролитических ваннах подвергают анодному травлению током 500 А до очистки не менее 96-98%. Травление осуществляют в водном растворе нитрата натрия плотностью 1,15- 10 кг/м по изве- стному способу и в глиняной суспензии водного раствора нитрата натрия той же плотности.
Полученные результаты приведены в таблице.
Глинянуюсуспензию готовят в глиномешалке, загружая последовательно воду, нитрит или нитрат натрия и порошок глин ы
0
5
5
Изобретение позволяет снизить более, чем в 3 раза, расход электроэнергии и до 5 раз уменьшить продолжительность анодного травления за счет равномерного распределения тока по всей очищаемой поверхности. При этом эффективность анодного травления в водных растворах нитрата резко падает по мере возрастания удельного значения очищаемых участков поверхности.
Формула изобретения
Способ очистки металлического формовочного оборудования от затвердевших остатков бетона, включающий размещение формовочного оборудования в емкости, заполненной водным раствором нейтрального электролита плотностью 1,1-1,15- 10 кг/см3, подключение оборудования к положительному полюсу источника постоянного тока, а стенок емкости или электродов - к отрицательному полюсу и пропускание тока для анодного травления, отличающийся тем, что, с целью повышения производительности и снижения расхода электроэнер- гии, емкость заполняют глиняной суспензией водного раствора электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки металлического формовочного оборудования | 1990 |
|
SU1761497A1 |
| Устройство струйной электрохимической очистки металлического оборудования от затвердевших остатков бетона | 1991 |
|
SU1791133A1 |
| Способ очистки металлического формовочного оборудования | 1989 |
|
SU1689076A1 |
| Способ очистки металлических опалубочных щитов | 1990 |
|
SU1811491A3 |
| Способ очистки металлического формовочного оборудования | 1980 |
|
SU876443A1 |
| Устройство для электрохимической очистки металлического формовочного оборудования | 1991 |
|
SU1782760A1 |
| Способ локальной дезактивации металлических поверхностей с трудноудаляемыми радиоактивными загрязнениями | 2019 |
|
RU2723635C1 |
| Способ очистки металлического формовочного оборудования | 1973 |
|
SU483258A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОРАЗВИТОЙ ПОВЕРХНОСТИ НА РЕКРИСТАЛЛИЗОВАННОЙ АЛЮМИНИЕВОЙ ЭЛЕКТРОДНОЙ ФОЛЬГЕ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО КОНДЕНСАТОРА | 2014 |
|
RU2559815C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ПЛОСКОГО ПРОКАТА В ЭЛЕКТРОЛИТЕ | 2014 |
|
RU2581957C1 |
Изобретение относится к строительству, а именно к способам очистки металлического формовочного оборудования от остатков затвердевшего бетона при изготовлении сборного железобетона и возведе- нии монолитных конструкций. Цель изобретения - повышение производительности и снижение расхода электроэнергии. Очистку формовочного оборудования производят в емкости, заполненной глиняной суспензией водного раствора нейтрального электролита плотностью 1,1-1,15- 103 кг/см3. Перед очисткой оборудование подключают к положительному полюсу источника постоянного тока, а стенки емкости или электроды - к отрицательному полюсу. Затем пропускают ток для анодного травления. 1 табл.
| Способ очистки металлического формовочного оборудования | 1973 |
|
SU483258A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
