1
Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления биметаллической проволоки накаткой порошка на металлический сердечник.
Известна технологическая линия для производства биметаллической проволоки, включающая разматывающее и правильное устройства, устройства для подготовки поверхности сердечника и подачи порошка, прокатные клети с обжимными валками, устройства для нагрева, удалитель заусенцев, кабестан и моталку. При этом устройства для нагрева выполнены в виде индукционных нагревателей, установленных перед прокатными клетями, удалитель заусенцев выполнен в виде двух стационарных ножей, а устройство для подготовки поверхности сердечника содержит приспособление для его механической обработки 1 .i
Данная технологическая линия является наиболее близкой предложенной по технической сущности и достигаемому эффекту.
К недостаткам указанной технологической линии относится низкое качество проволоки, обусловленное использованием высоких температур прокатки и неравномерным обжатием порошка на сердечнике.
Предложенная технологическая линия отличается от известной тем, что с целью снижения температуры прокатки и обеспечения равномерного обжатия порошка на сердечнике устройства для нагрева выполнены в виде электроконтактных нагревателей, один из контактов которых выполнен в виде роликов, а второй состоит из обжимных валков, при этом уда10литель заусенцев выполнен в виде волоки, установленной с возможностью вращения вокруг своей оси, а устройство для подготовки поверхности сердечника выполнено в виде ванны оцинкования или меднения, установленной пе15ред прокатными клетями.
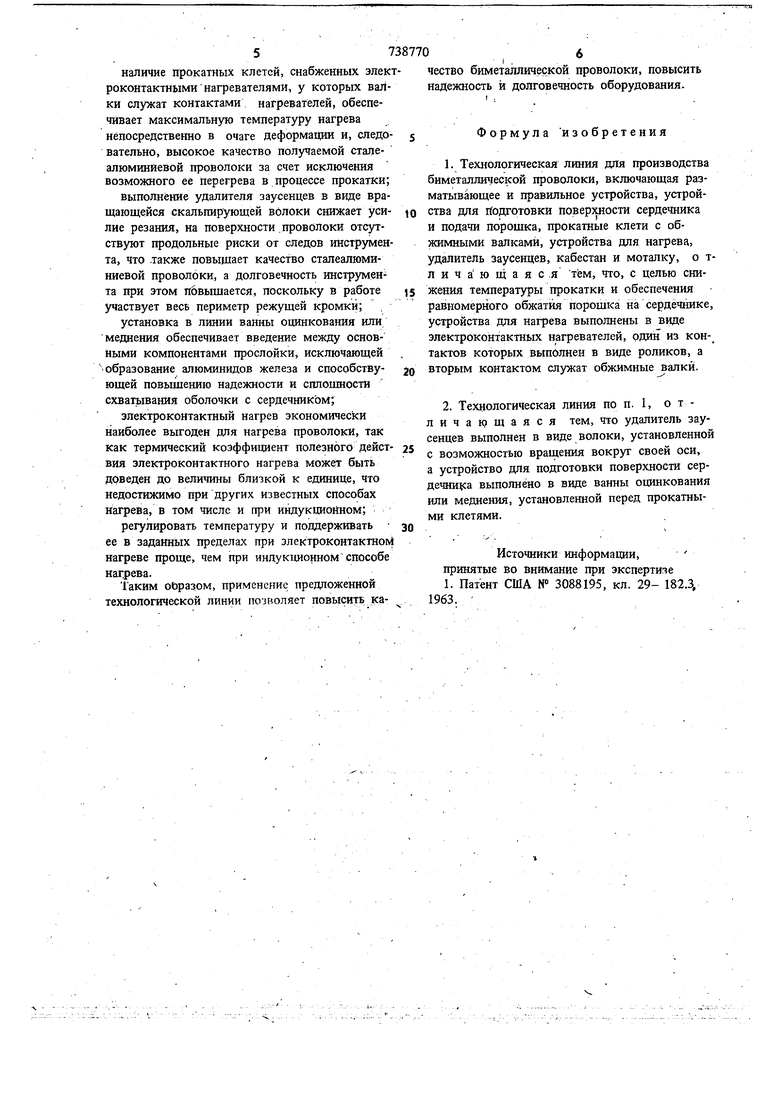
На фиг. 1 показана предложенная линия, общий вид; на фиг. 2 - сечение перпендикулярно оси валков; на фиг. 3 - волока в сечении.
20
Линия содержит разматыватель 1, на барабане которого разме1 цеи стальной сердечник 2, правильное устройство 3 и устройство 4 для подготовки поверхности сердечника, выполнен ноё, например, в виде ванны оцинковзния или меднения. Затем в линяй установлена горячеобжимная двухвалковая прокатна1Я клеть 5, имеющая станины 6, горизонтально расположенные валки 7 И на;жимное устройство 8. Над прокатной клетью 5 размещены, правильно - натяжное устройство 9, имеющее опорны 10 и контактные 11 ролики, и устройство 12 для подачи порошка, содержащее бункер 13 цля апюм шиевого порошка и 1штатель 14, оснащенный механизмом дозированной подачи порошка и системой подачи инертного газа (не показаны на чертежах). Прокатная клеть 5 снабжена также установкой для электроконтактного нагрева 15, которая вместе с контактными роликами 10 и валками 7 образует электроконтактный нагреватель. Далее в линии установлена аналогичная горяче жимная двухвалковая прокатная клеть 16, содержащая валки 17. Перед прок1 тнои клетью 16 размещены контактные ролики 18. Прокатная клеть 16 также снабжена электроконтактным нагревателем, образованным установкой для электроконтактного нагрева 19, валками 17 и контактными роликами 18. Между прока ными клетями 5 и 16 размещен регулятор натяжения 20, выполненный в виде группы ро ков 21; шарнирно закрепленных на 6 и взаимодействующих с концевыми выключателями 22. Прокатные клети 5 и 16 оснащены регулируемыми приводами (не показаны на чертежах). За прокатной клетью 16 размещен удалитесь заусенцев 23, содержащий электродвигатель 24, червящый редуктор 25 с полым выходным валом 26, в котором зафиксирован .скальпирующая волока 27. Удалитель заусенцев имеет систему подачи смазочно-охлаждающей жидкости (СОЖ). В конце линии установлены направляк)щие ролики 28, кабестан 29, имеющий барабан 30, и моталка 31, на барабане 32 которой размещена готовая сталеалюминиевая проволока. Кабестан 29 оснащен регулируемым приводом, а моталка 31 - приводом с регулируемой фрикционной муфтой (не показаны на чертеже Линия работает следующим образом. Стальной сердечник 2 с разматывателя 1 по даётся на правильное устройство 3, затем проходит через устройства ДЛя подготовки поверх сердечника, правильно - натяжное устройство 9, питатель 14 и попадает в калибр валков 7 прокатной клети 5. При этом одновременно обеспечивается непрерывный нагрев сердечника 2 до температуры 300-550 С на участке от контактных роликов 11 до валков 7 пртТ№бидауШШвкй дая Ш ноге нагрева 15. Одновременно в калибр валков 7 из бункера через питатель 14 пЩаёТся .4 дозированное количестве алюминиевого порошка, который, контактируя с горячим сердечником 2, также нагревается. В питатель 14 подается инертный газ с целью уменьшения окислительных процессов. - В калибре валков 7 производится одновременная лредваритёльная горячая прокатаса сердешика и порошка, в результате чего осуществляется их спекание и получение биметаллического подката в виде сердечника и покрытия, имеющего заусенцы (фиг. 2). Полученньп биметаллический подкат проходит через ролики 21 регулятора 20 натяжения, через контактные ролики, 18 и попадает в калибр валков 17 прокатной клети 16. На участке между контактными роликами 18 и валками 17 бшлеталлический подкат нагревается до температуры 400-5 50° С и одновременно прокатывается в валках. При этом производится окончательное формование алюминиевого покрытия. Далее на удалителе 23 заусенцев при помощи вращающейся скальпирующей волоки 27 производится срезание заусенцев. Готовая стале-. алюминиевая проволока проходит через направляющие ролики 28, охватывает несколько раз барабан 30 кабестана 29 и наматывается на барабан 32 моталки 31. Усилие натяжения проволоки,создаваемое барабаном 30, регулируется за счет количества витков, охватывающих этот барабан, а усилие ,натяжения проволоки при намотке на барабан 32 регулируется фрикционной муфтой моталки 31. После образования на барабане 32 необходимого коли проволоки,она обрезается, в виде мотка снимается с барабана, увязывается и отправляется на склад готовой продукции. Оставщийся обрезанный конец проволоки заправляется в пустой барабан 32, и процесс повторяется. Предлагаемая линия для производства биметаллической сталеалюминиевой проволоки имеет ряд преилЧгуществ по сравнению с известными:в связи с совместной прокаткой стального сердечника и алюминиевого порошка в двух горячеобжИйных клетях, процесс может вестись при температуре 300-550°С, которая значительно ниже температуры плавления алюминия, ,что npakTH4ecKH исключает образование хрупких алюминидо&, в результате чего улучшается качество сталеалюминиевой проволоки; вторичная горячая прокатка сердечника, покрьпого порошком, без удаления заусенцев обеспечивает всестороннее равномерное обжатие порошка На Сердечнике за счет противодействия выдавливанию порошка S зазор между валками, создаваемого заусенщми, что повышает качество сталеалюмнниевой проволоки и снижает расход порошка;
наличие прокатных клетей, снабженных элекроконтактнымн нагревателями, у которых ваЛки служат контактами нагревателей, обеспечивает максимальную температуру нагрева непосредственно в очаге деформахщн и, следо вательно, высокое качество получаемой стадеалюминиевой проволоки за счет исключения возможного ее Перегрева в процессе прокатки;
выполнение удалителя заусенцев в виде вращающейся скальпирующей волоки снижает усилие резания, на поверхности .проволоки отсутствуют продольные риски от следов инструмента, что .также повышает качество сталеалюминиевой проволоки, а долговечность инструмента при этом повышается, поскольку в работе участвует весь периметр режущей кромки;
установка в линии ванны оцинкования или меднения обеспечивает введение между основными компонентами прослойки, исключающей образование алюминидов железа и способствующей повышению надежности и сплопшости схватьшания оболочки с сердечником;
электроконтактный нагрев экономически наиболее выгоден для нагрева проволоки, так как термический коэффициент полезного дейст ВИЯ электроконтактного нагрева может быть доведен до величины близкой к единице, что недостижимо при других известных способах нагрева, в том число и при индукциойном;
регулировать температуру и поддерживать ее в заданных пределах при электроконтактном нагреве проще, чем при индукционном способе
нагрева.
Таким оЬразом, применение предложенной технологической линии позволяет повысить качество биметаллической проволоки, повысить надежность и долговечность оборудования.
Формула изобретения
1. Технологическая линия для производства биметаллической проволоки, включающая разматывающее и правильное устройства, устройства для подготовки поверхности сердечника и подачи порощка, прокатные клети с обжимными валками, устройства для нагрева, удалитель заусенцев, кабестан и моталку, о тл и ч а ю ui а я с .я тем, что, с целью снижения температуры прокатки и обеспечения равномерного обжатия порошка на сердечнике устройства для нагрева выполнены в виде электроконтактных нагревателей, один из контактов которых выполнен в виде роликов, а вторым контактом служат обжимные валки.
2. Технологическая линия по п. 1, отличающаяся тем, что удалитель заусенцев выполнен в виде волоки, установленной с возможностью вращения вокруг своей оси, а устройство для подготовки поверхности сердечшцса выполнено в виде ванны оцинкования или меднения, установленной перед прокатными клетями.
Источники информации,
принятые во внимание при экспертизе I. Патент США № 3088195, кл. 29- 182.3, 1963.
7
Заусенец
тт
(Риг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1977 |
|
SU730472A1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1973 |
|
SU464352A2 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1985 |
|
SU1331612A1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1983 |
|
SU1196396A1 |
| Устройство для подачи порошка в валки прокатного стана | 1985 |
|
SU1380866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ СТАЛЕАЛЮМИНИЕВОЙ ПРОВОЛОКИ | 1972 |
|
SU359078A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |


