Известны туннельные печи для изготовления неноситалловых плоских изделий, включающие камеры с электронагревателями и рольгаиг для перемещения изделия. Такие печи не обеспечивают независимости один от другого температурных режимов по высоте изделия, необходимого для сообщения изделию бипеноситалловой структуры.
Предлагаемая туннельная печь отличается от известных тем, что ее электронагреватели выполнены независимыми и расположены сверху, снизу и по бокам рольганга. Кроме того, она снабжена расположенными вдоль ее боковых стен трубчатыми холодильниками, установленными с возможностью перемещепия в горизонтальном и вертикальном направлениях.
В такой печи создается независимые друг от друга температурные по высоте изделия и сообщается изделию бипеноситалловая структура.
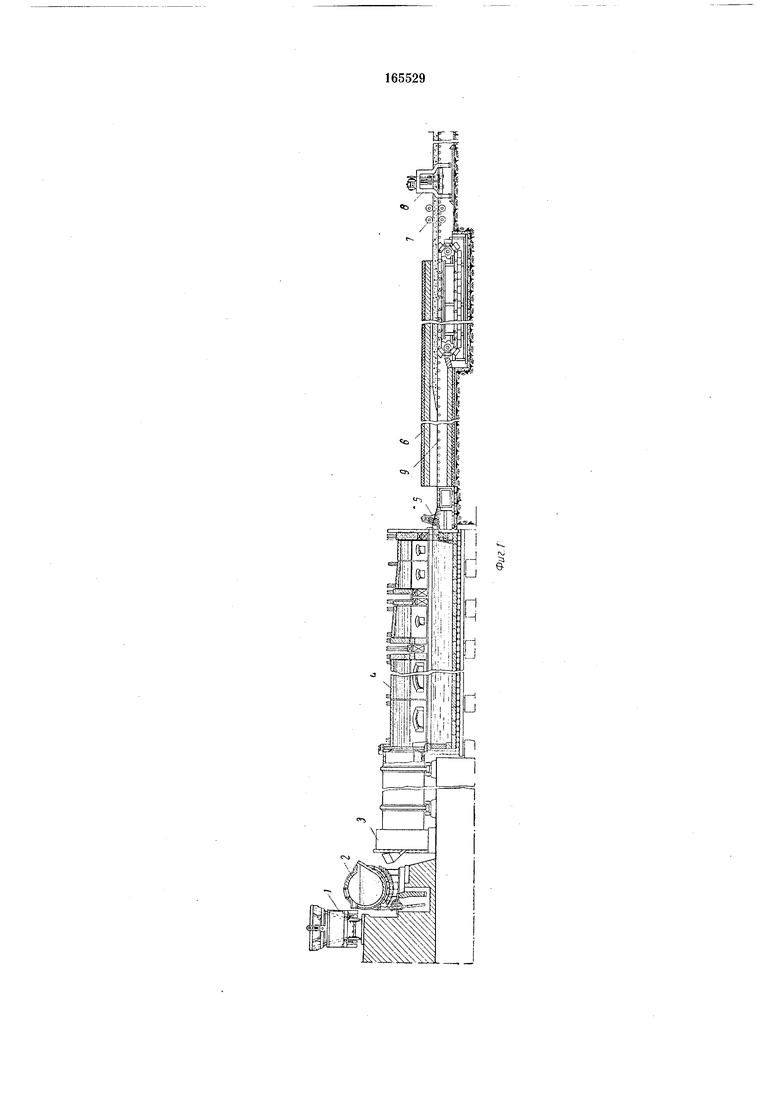
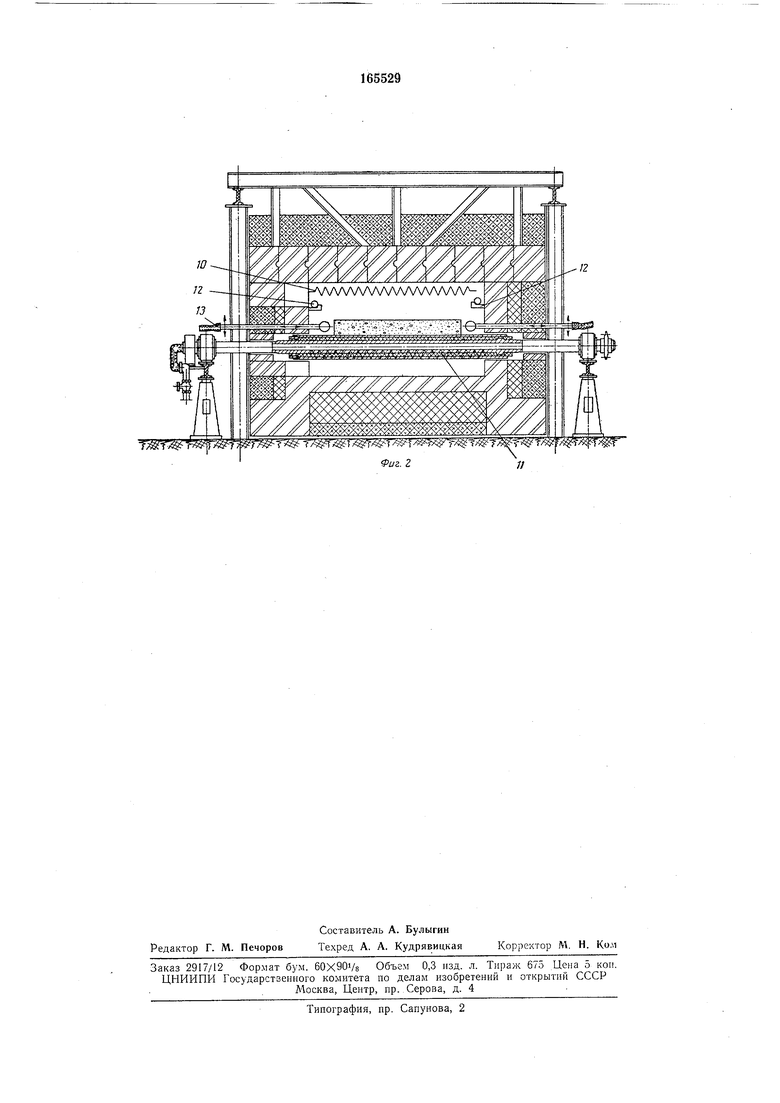
На фиг. 1 изображена предлагаемая печь в разрезе по вертикали; на фиг. 2 - то же, разрез по А-А на фиг. 1.
Поточная механизированная линия печи состоит из шлаковоза 1, миксера 2 для накапливания и регулирования расхода шлака, вращающейся печи 3 барабанного тина для смещивания и сплавления огненно-жидкого шлака с добавками сыпучего сырья (неска, щелочи, кремнефторнстого натрия и др.), ванной печи 4 для окончательного провара, осветления и студки стекла, прокатной машины 5для
прокатки ленты стекла, кристаллизатора-вспенивателя (J, Н1лнфовальиого устройства 7 и резного устройства 8 для разреза ленты панелей на отдельные листы заданных размеров. Крнсталлизатор-вспениватель в виде туннельной нечи с рольгангом 9 нрнменяют при
производстве пеноситалловых панелей, одна
сторона которых иокрыта масснвным слоем
ситалла толщиной, например, 5 мм.
Для сообщения изделию бипеноситалловой
структуры в печи установлены верхние электронагреватели 10, нижние подовые- 11 (на фиг. 2 изображены пупктиром), помещенные у пода печи между валиками рольганга, и боковые электронагреватели 12. Кроме того, печь
снабжена трубчатыми холодильниками 13, которые раснолол ;ены вдоль боковых стен печи и могут перемещаться в вертикальном и горизонтальном направлениях. В зоне интенсивного нагревания ленты ситалла нижние электронагреватели, находящиеся под рольгаигом, могут быть отключены. Верхние электронагреватели могут работать интенсивно. Для предупреждення разогрева и вспенивания ребер лнста последнне охлажданость охлаждения бортов регулируют как количеством протекающей по трубам воды, так и положением трубок холодильника относительно борта ленты.
Для получения пеноситалловой структуры панели без подкладки из массивного слоя ситалла всю массу листа вспенивают, а в той части печи, где расположен кристаллизаторвспениватель, размещают сплошной движущийся керамический под. Химический состав стекла устанавливают при этом таким, чтобы при температуре кристаллизации ситалла вязкость стекла была не более 400-500 пз.
В стекле растворяется большое количество газов: в несколько раз больше, чем объем стекла. В процессе кристаллизации структура стекла изменяется, и оно превращается в стеклокристаллическое вещество - ситалл.
В период кристаллизации часть газов выделяется из стекла, если давление их превосхо дйт силы сцепления между частицами стекла.
При температурах кристаллизации ситаллов 1100-1200°С и вязкости стекла около 400- 500 пз выделяющиеся газы вспенивают кристаллизующуюся массу стекла. При правильном управлении этим процессом получают пеноситалл на тонкой подложке из массивного пеноситалла.
Повышая температуру закристаллизованного стекла-ситалла примерно ца 100-150°С выше первоначальной температуры кристаллизации, расплавляют кристаллическую структуру той части, которая нагрета до этой температуры и оставляют нетронутой кристаллическую структуру нижней части листа, где нагрев ниже указанной температуры. При этом вспенивают только верхние слои листа ситалла, оставив подложку в виде массивного листа толщиной в несколько миллнметров.
Предмет изобретения
Туннельная печь для изготовления пеноситалловых плоских изделий, включающая камеры с электронагревателями и рольганг для перемещения изделия, отличающаяся тем, что, с целью обеспечения независимости один от другого температурных режимов но высоте изделия, необходимых для сообщения изделию бипеноситалловой структуры, ее электронагреватели выполнены независимыми и расположены сверху, снизу и по бокам рольганга, а сама печь снабжена расположенными вдоль боковых степ трубчатыми холодильниками, установленными с возможностью перемещеиия в горизонтальном и вертикальном направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 1970 |
|
SU288243A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОСИТАЛЛОВЫХ ПЛОСКИХ ИЗДЕЛИЙfcJibJ'lsOTEKA | 1964 |
|
SU165528A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО МАТЕРИАЛА— ПЕНОСИТАЛЛА НА ОСНОВЕ ШЛАКА' ;;?if'r4tLS.'-;-ьлЕ10ТЕ::;. | 1964 |
|
SU166470A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 1991 |
|
RU2044702C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТЕКЛОИЗДЕЛИЙ | 1970 |
|
SU282626A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| СПОСОБ ПРОИЗВОДСТВА ГРАНУЛИРОВАННОГО ПЕНОСТЕКЛА И ГРАНУЛИРОВАННЫХ ПЕНОСТЕКЛОКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2629506C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОКРИСТАЛЛИЧЕСКИХИЗДЕЛИЙ | 1967 |
|
SU201608A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ТРУБ | 1970 |
|
SU267026A1 |