Машина относится к области производства труб из силикатных расплавов, например стекла, пглакоситалла и т. д. Она может быть использована на стекольных заводах промышленности строительных материалов.
В настоящее время известны машины для изготовления труб, содержашие питатель, форму, калибровочную оправку и транспортируюшие валики.
Однако отформованная на указанной машине труба неоднородна по структуре и имеет неравномерную по толшине стенку, что обуславливается дозируемой струей стекломассы, поступающей в питатель, :и неравномерно увлекаемой его выходной консуной частью во вращательное движение за счет центробежной силы.
Цель настоящего изобретения - повышение качества изделий.
Достигается это тем, что на валу калибровочной оправки смонтирован шнек, а в пазах на рабочих поверхностях формы и калибровочной оправки закреплены сектора с возможностью перемещения одних - в горизонтальной плоскости, других-в радиальном направлении. Выходная же часть питателя и Ступица калибровочной оправки выполнены конусными.
создать непрерывный подпор ее в кольцевой луковице.
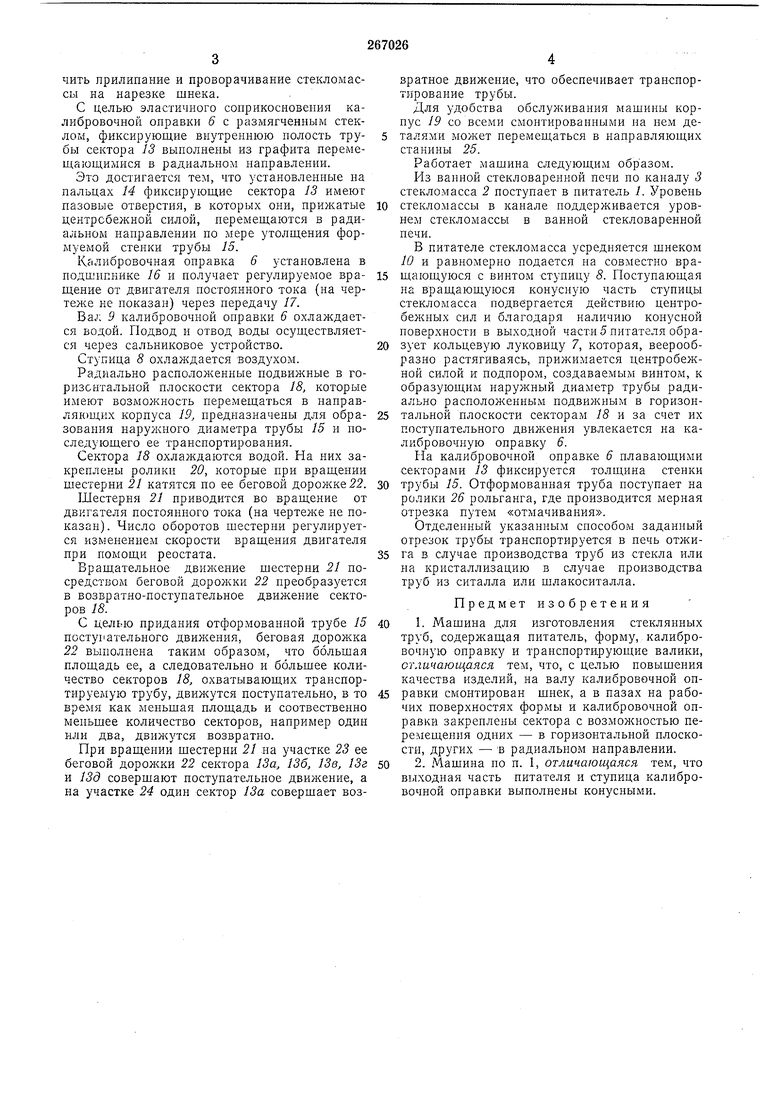
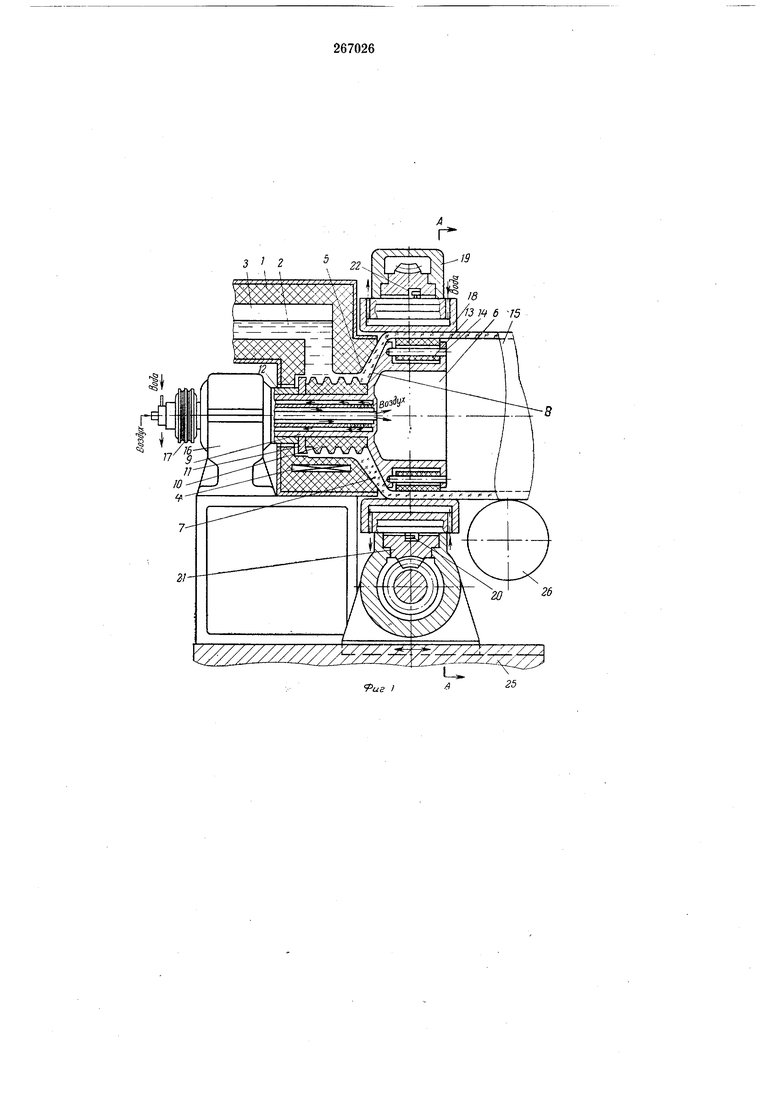
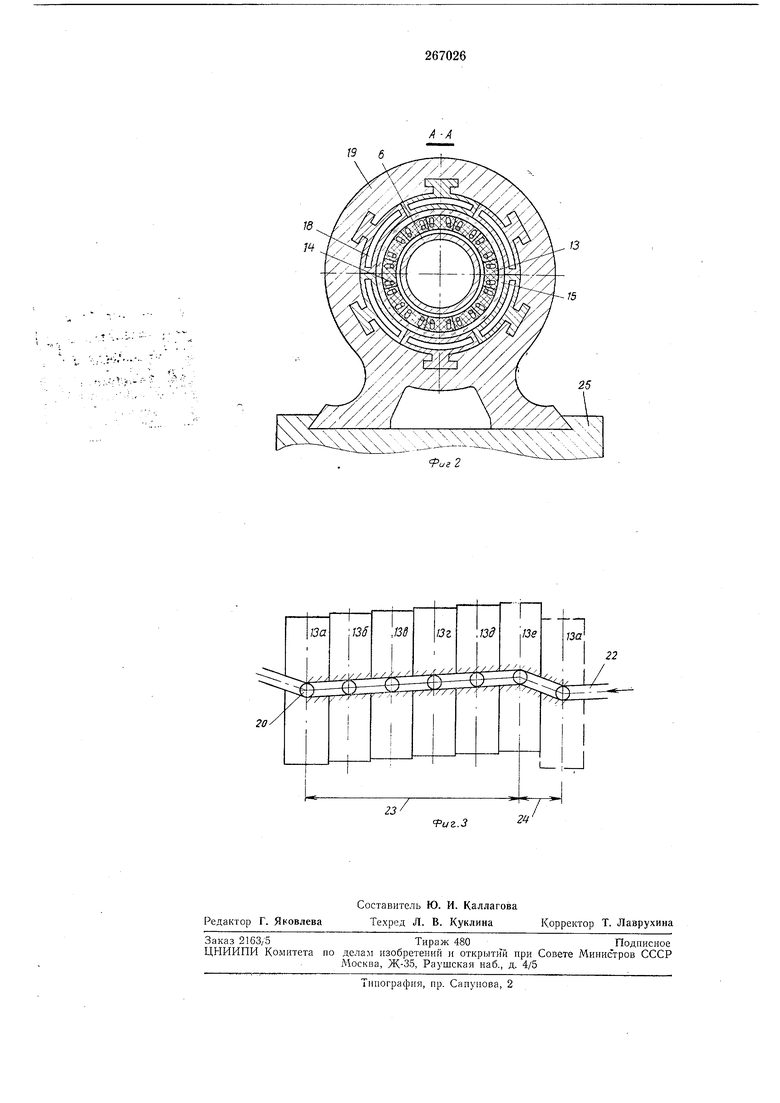
На фиг. 1 показана предлагаемая мащина, продольный разрез; ria фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - развертка беговой дорожки секторов.
Мащина содержит питатель /, в котором осуществляется усреднение стекломассы 2, поступающей на выработку из ванной стекловаренной печи по каналу 3. Питатель выполнен из огнеупорного материала. Для поддержания температурного интервала рабочей вязкости стекломассы питатель снабжен терморегулятопа.ми 4.
С внутренней стороны выходная часть 5, питателя имеет форму конуса. Калибровочная оправка 6 предназначена для усреднения и равномерного питания кольцевой ЛУКОВИЦЫ 7 термически однородной стекломассой, а также для образования внутренней полости трубы.
Для подачи стекломассы в полость, образованную конусом выходной части 5 питателя и конусом ступицы 8, на валу 9 калибровочной
оправки 6 установлен шнек 10, который в осевом направлении зафиксирован кольцом /А отталкиваюн1:им в период вращения стекломассу. Кольцо подпружинено втулкой 12. Шнек JO выполнен из несмачиваемого стеклом
чить прилипание и проворачивание стекломассы на нарезке шнека.
С целью эластичного соприкосновения калибровочной оправки 6 с размягченным стеклом, фиксирующие внутреннюю полость трубы сектора 13 выполпепы из графита перемещаюш,имнся в радиальном нанравлении.
Это достигается тем, что установленные на пальцах 14 фиксирующие сектора 13 имеют пазовые отверстия, в которых они, прижатые центробежной силой, перемещаются в радиальном направлении по мере утолщения формуемой стенки трубы 15.
Калибровочная оправка 6 установлена в подшипнике 16 и получает регулируемое вращение от двигателя постоянного тока {на чертелсе не показан) через передачу 17.
Вал 9 калибровочной оправки 6 охлаждается водой. Подвод и отвод воды осуществляется через сальниковое устройство.
Ступица 8 охлаждается воздухом.
Радиально расположенные подвижные в горизонтальной плоскости сектора 18, которые имеют возможность перемещаться в направляющих корпуса 19, предназначены для образовапия наружного диаметра трубы 15 и последующего ее транспортирования.
Сектора 18 охлаледаются водой. На них закреплены ролики 20, которые при вращении шестерни 21 катятся по ее беговой дорожке 22.
Шестерня 21 приводится во вращение от двигателя постоянного тока (на чертеже не показан). Число оборотов шестерни регулируется изменением скорости вращения двигателя при помощи реостата.
Вращательное шестерни 21 посредством беговой дорол ки 22 преобразуется в возвратно-поступательное движение секторов 18.
С целью придания отформоваппой трубе 15 постугательпого , беговая дорол ка 22 выполнена таким образом, что ббльшая площадь ее, а следовательно и ббльщее количество секторов 18, охватывающих транспортируемую трубу, постунательно, в то время как меньшая площадь и соотвественно меньшее количество секторов, например один или два, возвратно.
При вращении шестерни 21 па участке 23 ее беговой дорол ки 22 сектора 13а, 136, 13в, 13г и 13д совершают поступательное , а на участке 24 один сектор 13а совершает возвратное движение, что обеспечивает транспортирование трубы.
Для удобства обслул ивания машины корпус 19 со всеми смонтированными на нем деталями перемещаться в направляющих станины 25.
Работает машина следующим образом.
Из ванной стекловаренной печи по каналу 3 стекломасса 2 поступает в питатель 1. Уровепь стекломассы в канале поддерживается уровнем стекломассы в ванной стекловаренной печи.
В питателе стекломасса усредняется щнеком 10 и равномерно подается па совместно вращающуюся с винтом ступицу 8. Поступающая на вращающуюся конусную часть ступицы стекломасса подвергается действию центробел ных сил и благодаря наличию коиусной поверхности в выходной части 5 питателя образует кольцевую луковицу 7, которая, веерообразно растягиваясь, прил имается центробежной силой и подпором, создаваемым винтом, к образующим нарул ный диаметр трубы радиально раснолол енным подвил :ным в горизонтальной плоскости секторам 18 и за счет их поступательного движения увлекается на калибровочную оправку 6.
Па калибровочной оправке 6 плавающими секторами 13 фиксируется толщина стенки трубы 15. Отформованная труба поступает на ролики 26 рольганга, где производится мерная отрезка путем «отмачивания.
Отделенный указанным способом заданный отрезок трубы транспортируется в печь отжига в случае производства труб из стекла или па кристаллизацию в случае производства труб из ситалла или шлакоситалла.
Предмет изобретения
1.Мащина для изготовления стеклянных труб, содерл ащая питатель, форму, калибровочную оправку и транспортирующие валики, отличающаяся тем, что, с целью повышения качества изделий, на валу калибровочной оправки смонтирован шнек, а в пазах на рабочих поверхностях формы и калибровочной оправки закреплены сектора с возмол ностью перемещения одних - в горизонтальной плоскости, других - Б радиальном направлении.
2.Машина по и. 1, отличающаяся тем, что выходная часть питателя и ступица калибровочной оправки выполнены конусными.
25
fus I
19 6
13
| название | год | авторы | номер документа |
|---|---|---|---|
| БИБЛИОТЕКА МАШИНА ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ТРУБ~ | 1971 |
|
SU298546A1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ИЗ СТЕКЛОМАССЫ С ВЫСОКОТЕМПЕРАТУРНОЙ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2162063C2 |
| ВАКУУМНЫЙ ПИТАТЕЛЬ | 1972 |
|
SU327135A1 |
| Вакуумный питатель | 1956 |
|
SU108941A1 |
| УСТРОЙСТВО для ПАКЕТИРОВАНИЯ РОТОРПЫХ ЛИСТОВ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1972 |
|
SU340356A1 |
| МАШИНА ДЛЯ ОПЛЕТКИ СЕРДЕЧНИКА | 1970 |
|
SU283477A1 |
| БИБЛМОГ,:НА ' '']М. Кл. с ОЗЬ 3/00УДК 666.1.031.12 (088.8) | 1973 |
|
SU368191A1 |
| ПОВОРОТНАЯ УСТАНОВКА | 1968 |
|
SU231181A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ИСПОЛНИТЕЛЬНОГО ОРГАНА ГОРНОЙ МАШИНЫ С ВЫХОДНЫМ ВАЛО'П | 1973 |
|
SU382813A1 |
| МАШИНА ДЛЯ ОЧИСТКИ И ФАРШИРОВКИ ОВОШ.ЕЙ | 1968 |
|
SU219942A1 |
fuz.3
