Изобретение относится к металлургии и может быть использовано при термической обработке изделий с переменным сечением, в частности турбинных лопаток паровых и газовых турбин.
Целью изобретения является повышение эксплуатационных свойств.
Пример. Проводили охлаждение во- довоздушной смесью штампованной заготовки, например турбинной лопатки, из стали 15X11МФШ с размерами: длина 1660 мм, сечение перовой части 38 мм, сечение хвостовика 90 мм. Лопатку обрабатывали на категорию прочности КП70 ( Оо,2 68-83 кгс/мм2). В тело заготовки турбинной лопатки зачеканивались термопары в хвостовой и перовой частях. Холодные концы термопар выводились на потенциометр КСП4, После нагрева до температуры закалки 1005
± 10°С закалку осуществляли по следующему режиму сначала на первой ступени охлаждали заготовку лопатки водовоздушной смесью при расходе воды 0,6 - 0,7 м /ч «м2 для хвостовой части и 0,2 - 0,3 м /чхм для перовой части лопатки в течение 10 мин. За это время температура по сечению лопатки снизилась ниже800°С, а указанные расходы воды обеспечили равные скорости охлаждения хвостовой и перовой частей лопатки которые не позволили произойти выделению карбидов по границам зерен Тем самым были подготовлены условия для образования в процессе следующего после закалки отпуска оптимальной структуры с равномерно распределенными мелкодисперсными карбидами, которые выделяются из твердого раствора при отпуске.
О
сл сл ч о
00
Затем на второй ступени расходы воды уменьшили и охлаждение продолжали при расходе воды соответственно 0,2 - 0,3 и 0,05 - 0,1 м до температуры окружающей среды. При таком режиме охлаждения была обеспечена скорость охлаждения, при которой распад твердого раствора в перлитной и промежуточной областях полностью подавлен, а происходит только мартенситное превращение. Кроме того, равенство скоро- стей охлаждения массивной хвостовой части и тонкой перовой обеспечило практически полное отсутствие коробления.
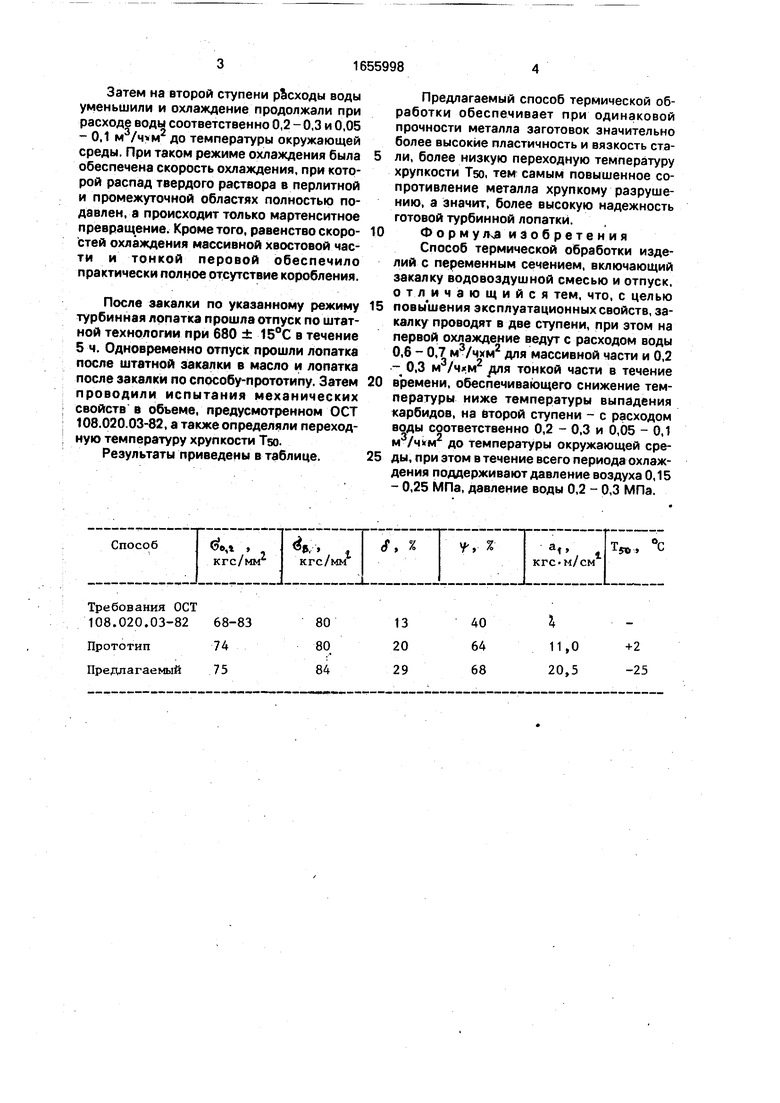
После закалки по указанному режиму турбинная лопатка прошла отпуск по штатной технологии при 680 ± 15°С в течение 5 ч. Одновременно отпуск прошли лопатка после штатной закалки в масло и лопатка после закалки по способу-прототипу. Затем проводили испытания механических свойств в объеме, предусмотренном ОСТ 108.020.03-82, а также определяли переходную температуру хрупкости Tso.
Результаты приведены в таблице.
Предлагаемый способ термической обработки обеспечивает при одинаковой прочности металла заготовок значительно более высокие пластичность и вязкость стали, более низкую переходную температуру хрупкости Tso, тем самым повышенное сопротивление металла хрупкому разрушению, а значит, более высокую надежность готовой турбинной лопатки.
Формулчв изобретения Способ термической обработки изделий с переменным сечением, включающий закалку водовоздушной смесью и отпуск, отличающийся тем, что, с целью повышения эксплуатационных свойств, закалку проводят в две ступени, при этом на первой охлаждение ведут с расходом воды 0,6 - 0,7 м /чхм2 для массивной части и 0,2 0.3 м тонкой части в течение времени, обеспечивающего снижение температуры ниже температуры выпадения карбидов, на ёторой ступени - с расходом воды соответственно 0,2 - 0,3 и 0,05 - 0,1 до температуры окружающей среды, при этом в течение всего периода охлаждения поддерживают давление воздуха 0,15 - 0,25 МПа, давление воды 0,2 - 0,3 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219251C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ СТАЛЬНЫХ РАБОЧИХ ЛОПАТОК ВЛАЖНОПАРОВЫХ СТУПЕНЕЙ ПАРОВОЙ ТУРБИНЫ | 2013 |
|
RU2518036C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УЛУЧШЕНИЯ ВАЛКОВ | 1998 |
|
RU2128233C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТЫХ ДЕТАЛЕЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2017 |
|
RU2639082C1 |
| Способ термической обработки отливки из литейной износостойкой стали | 2022 |
|
RU2801459C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2023028C1 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ АРМАТУРЫ, УСТАНОВКА ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ | 2004 |
|
RU2245928C1 |
| Способ обработки сталей аустенитно-мартенситного класса | 1990 |
|
SU1735390A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2424886C2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
Изобретение относится к металлургии и может быть использовано при термической обработке изделий с переменным сечением, в частности турбинных лопаток паровых и газовых турбин. Целью изобретения является повышение эксплуатационных свойств. Лопатку турбины из стали 15X11МФШ греют до 1005°С и закаливают в 2 этапа, на первом с расходом воды 0,6 - 0,7 м3/чхм2 для массивной части и 0,2 - 0,3 м /чхм для тонкой части, в течение времени, обеспечивающего снижение температуры ниже температуры выпадения карбидов - ниже 800°С. На втором этапе расход воды соответственно 0,2 - 0,3 и 0,05 - 0,1 . 8 течение всего периода охлаждения поддерживают давление воздуха 0,15 - 0,25 МПа, давление воды 0,2 - 0,3 МПа. По окончании закалки изделия подвергают отпуску 680 ± 15°С Способ значительно повышает эксплуатационные свойства изделий 1 табл сл с
Требования ОСТ
Прототип74
Предлагаемый75
40 64 68
4
11,0
20,5
+2 -25
| ГЁ}>&БИЦИД | 0 |
|
SU376914A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
