Изобретение относится к области металлургии, в частности к термической обработке металлов и сплавов, и может быть использовано при закалке стальных изделий большого диаметра, например, условным сечением 150-700 мм.
Известен способ термической обработки стальных изделий, включающий нагрев до температуры аустенитизации, выдержку, охлаждение, причем охлаждение проводят сначала в водовоздушной среде с максимальной охлаждающей способностью до температуры поверхности изделия на 10-100oС ниже температуры Мн (температуры начала мартенситного превращения), затем в среде с минимальной охлаждающей способностью в течение 0,5-10,0 минут и окончательное охлаждение в среде с промежуточной охлаждающей способностью. При этом в среде с максимальной охлаждающей способностью производят дополнительное охлаждение воздухом или водовоздушной смесью до достижения поверхностью изделий температуры на 40-60oС выше температуры Ас1) в интервале времени, в течение которого не происходит распада на ферритно-карбидную смесь (SU, авт. св. 1696511, 1991).
Указанный способ закалки может быть осуществлен только для изделий малого сечения (40-170 мм), тогда как для широко применяемых сечений в машиностроении 200-800 мм он не применим, кроме того, не указывается конкретно среда охлаждения с максимальной и промежуточной охлаждающей способностью.
Использование при данной закалке воды требует точного контроля температуры момента окончания данной стадии, а требуемое снижение температуры поверхности до (Мн-100)oС приведет к интенсивному протеканию мартенситного превращения в большей степени за малый промежуток времени, что, в свою очередь, обусловит резкое возрастание временных растягивающих напряжений. При закалке крупногабаритных поковок сечением 800 мм это недопустимо и может привести к появлению закалочных трещин.
Использование минерального масла для прерывистого охлаждения невозможно, так как регламентируемая температура поверхности закаливаемого изделия (300-200)oС значительно превышает температуру вспышки масла (150-170)oС.
Рекомендуемая выдержка между стадиями охлаждения 0,5-10,0 мин в среде с максимальной охлаждающей способностью на крупных поковках приведет к появлению в приповерхностных слоях поковки структуры перлита и верхнего бейнита, обладающих низким комплексом механических свойств. Предварительное дополнительное охлаждение воздухом или водовоздушной смесью (с неуказанной охлаждающей способностью) до температур (Ac1+40...60)oС неэффективно для крупногабаритных изделий, т. к. практически не влияет на изменение теплосодержания изделий сечением 180-800 мм.
Известен способ закалки массивных изделий цилиндрической формы, включающий аустенитизацию, выдержку и охлаждение сначала водяным душем с удельным расходом воды 0,001-0,005 м3/м2•с до полного подавления перлитного превращения в центре изделия, затем вентиляторным или компрессорным воздухом. Данная плотность орошения обеспечивает подавление перлитного распада в центре поковки диаметром более 600 мм, ограничение уровня внутренних напряжений и предотвращение образования закалочных напряжений (SU, авт. св. 1323584, 1987 г. ).
Недостатком данного способа является то, что при закалке крупногабаритных деталей охлаждение водовоздушной смесью с приведенными параметрами может быть неэффективно, т.к. большие плотности орошения в течение нерегламентированного времени приведут к высокой скорости протекания мартенситного превращения, а следовательно, к опасному нарастанию уровня временных растягивающих напряжений. В результате чего возможно появление закалочных трещин.
Известен способ термического улучшения валков из хромомолибденовованадиевых сталей, включающий закалку до температуры 850-950oС регламентированным охлаждением и последующий отпуск. При этом охлаждение осуществляют путем подачи к поверхности бочки валка водовоздушной смеси с удельным расходом воды 1,6÷2,0 кг/м2•c при продолжительности периода подачи, определяемой из расчета 0,3÷2,7 с/мм диаметра бочки, с последующим уменьшением удельного расхода до 0,1÷0,2 кг/м2•с (RU, п. 2128233).
В данном техническом решении не оговорен уровень легирования стали, что окажет влияние на устойчивость переохлажденного аустенита, а следовательно, и на величину критической скорости закалки.
Для повышенного уровня легирования (сталь 80Х2МФ) удельные расходы воды повышенной интенсивности приведут к появлению мартенситной составляющей, обладающей высоким относительным объемом, что вызовет появление закалочных трещин.
Известен способ термообработки крупногабаритных цилиндрических изделий, преимущественно поковок, включающий нагрев до температуры аустенитизации, выдержку, регулируемое охлаждение, которое проводят водовоздушной смесью с плотностью орошения в пределах 0,5÷2,0 л/м2•с до температуры поверхности изделия (Мн+20)(С÷Мн, затем - с плотностью орошения 0,1÷0,5 л/м2•с до температуры поверхности изделия Мк÷(70-100)oС (RU, Патент 2178004, 2001 г.).
Недостатком данного способа является сложность измерения температуры поверхности изделия при водовоздушном охлаждении, и не учитывается уровень легирования термообратываемых сталей, что в ряде случаев не позволяет получить требуемый комплекс механических свойств.
Техническая задача, на решение которой направлено предлагаемое изобретение, - повышение комплекса механических свойств закаливаемого металла в требуемых точках сечения путем создания оптимальной структуры.
Для решения поставленной задачи по известному способу закалки крупногабаритных изделий водовоздушной смесью, включающему нагрев до температуры аустенитизации, выдержку, регулируемое охлаждение, причем на первом этапе регулируемое орошение проводят при плотности орошения 0,5÷2,0 л/м2•с, причем последнее проводят в течение 
где a=2,2÷2,5 - коэффициент влияния прокаливаемости, 1/мм;
L50 - расстояние до полумартенситной зоны на стандартной пробе для торцевой закалки, мм;
d - величина условного сечения изделия, мм;
дальнейшее охлаждение проводят при плотности орошения 3÷6 л/м2*мин до достижения охлаждаемой поверхностью температуры Мн÷(Мн+50)oС.
Решение поставленной технической задачи обеспечивается оптимальным соотношением параметров процесса охлаждения. Предлагаемая плотность орошения 3÷6 л/м2•мин определяется необходимостью максимально возможного подавления превращения по перлитной ступени, снижения температурного интервала протекания превращения, а с другой стороны, необходимостью предотвращения возникновения высоких временных напряжений.
При закалке крупногабаритных поковок и изделий из мало- и среднелегированных сталей охлаждение в водовоздушной среде на первом этапе осуществляется со скоростью, необходимой для получения в структуре изделия минимального количества перлита, с одной стороны, но не вызывающей появления значительных структурных и термических напряжений, с другой. Это обеспечивает после отпуска изделия требуемые механические свойства образцов, отобранных на глубине от поверхности до четверти условного сечения (в соответствии с действующими международными стандартами EN и ISO [ISO 9237-1-99]). При этом интенсивность охлаждения поверхности изделия определяется плотностью орошения, оптимальный интервал значений которой и продолжительность зависит от марки стали, сечения изделия и заданы специальной зависимостью. Охлаждение на последующих стадиях закалки производят с той же плотностью орошения, но в течение меньшего промежутка времени.
Продолжительность этапа закалки, выраженная зависимостью  определяется временем достижения на заданной глубине от поверхности температуры, при которой максимально подавляется распад по перлитной ступени или образование верхнего бейнита.
определяется временем достижения на заданной глубине от поверхности температуры, при которой максимально подавляется распад по перлитной ступени или образование верхнего бейнита.
За счет поддержания технологических параметров в заданном диапазоне при закалке крупногабаритных изделий из легированных среднеуглеродистых сталей в водовоздушной среде из аустенитной области на заданной глубине от поверхности формируется оптимальная структура, обеспечивающая после отпуска высокое сочетание прочности, вязкости и пластичности. Дополнительным фактором, способствующим повышению комплекса свойств, является низкий уровень временных и остаточных напряжений, контролируемый за счет оптимальной скорости охлаждения для данного сечения.
Известно, что с повышением прокаливаемости стали интенсивность охлаждения при закалке должна снижаться (Башнин Ю.А., Ушаков Б.К., Секей А.Г. Технология термической обработки стали. М., Металлургия, 1986 г.).
Расчетно-экспериментальным методом установлена зависимость плотности орошения стальных изделий от величины расстояния до полумартенситной зоны на стандартной пробе для торцевой закалки стали L50. Для деталей из сталей повышенной прокаливаемости оптимальной является плотность орошения Q=120-а•L50 л/м2мин при значении коэффициента а=2,2÷2,5 1/мм; L50 - расстояние до полумартенситной зоны на стандартной пробе для торцевой закалки в мм. Продолжение охлаждения с высокой скоростью является опасным из-за роста временных напряжений вследствие возможного интенсивного образования мартенсита и наличия значительного градиента температур по сечению. Поэтому дальнейшее охлаждение проводят с существенно меньшей интенсивностью.
Таким образом, необходимая плотность орошения изделия водовоздушной смесью на первой стадии закалки и продолжительность процесса определяются сечением изделия, прокаливаемостью, теплофизическими свойствами стали, температурой начала мартенситового превращения Мн.
Осуществляют предлагаемый способ закалки крупногабаритных стальных изделий следующим образом.
Закаливаемое изделие нагревают до оптимальной температуры аустенитизации, затем проводят выдержку для объемного прогрева деталей по сечению и осуществляют охлаждение с заданными параметрами.
Сначала охлаждение проводят при плотности орошения 0,5÷2,0 л/м2•с в течение промежутка времени, определяемого по формуле 
где
(120-a•L50)=Q - оптимальная плотность орошения при значении:
a=2,2÷2,5 - коэффициент влияния прокаливаемости, 1/мм;
L50 - расстояние до полумартенситной зоны на стандартной пробе для торцевой закалки, мм.
Орошение с меньшей удельной плотностью не позволит получить необходимую структуру, а превышение оптимальной плотности приведет к переохлаждению поверхности изделия и возникновению в нем высоких временных напряжений.
При заданной плотности орошения оптимальное время охлаждения является функцией только диаметра изделия, но применение сталей с различной прокаливаемостью приводит к зависимости продолжительности охлаждения и от плотности орошения. С увеличением плотности орошения и уменьшением диаметра изделия время охлаждения соответственно уменьшается. Данные проведенных экспериментов по определению оптимального времени охлаждения t были аппроксимированы зависимостью t=d/Q+5 минут,
где Q - оптимальная плотность орошения, л/м2•мин;
d - величина условного сечения изделия, мм.
После чего охлаждение проводят с плотностью орошения 3÷6 л/м2•мин до достижения температуры охлаждаемой поверхности до Мк÷(Мк+50o)С.
Проведение охлаждения с оптимальными параметрами формирует нестационарное температурное поле, характеризующееся большим градиентом температуры по сечению. При этом среднемассовая температура изделия после охлаждения составляет 480÷600oС. Для протекания в центральных областях сечения диффузионно-контролируемых фазовых превращений при возможно более низких температурах и для предотвращения отогрева поверхности изделия требуется дальнейшее охлаждение, интенсивность которого примерно на порядок ниже, чем на начальной стадии. Это обеспечивает достаточно медленное снижение температуры в поверхностных слоях и, следовательно, образование мартенсита закалки с малой скоростью, что исключает появление закалочных трещин.
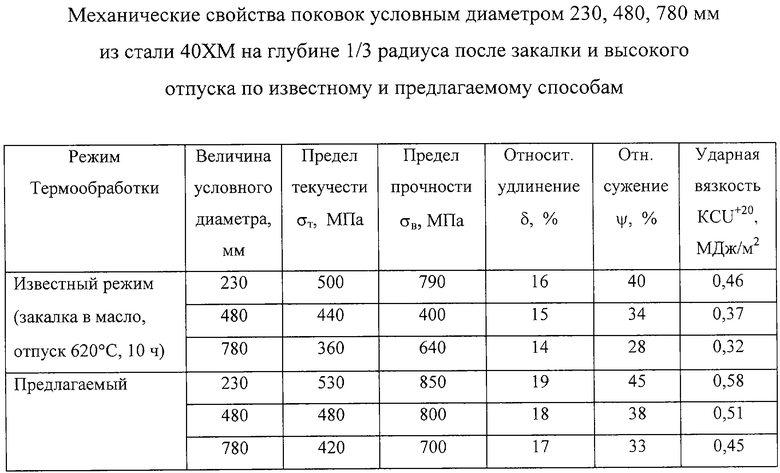
В качестве примера (таблица) приведены экспериментальные данные по изучению комплекса механических свойств на глубине 1/3 радиуса ряда крупных поковок из стали 40ХМ, закаленных по предлагаемому и известному (в масло) способам, а затем отпущенных при температуре 620oС в течение 10 часов.
Применение предлагаемого способа закалки позволяет повысить комплекс механических свойств в сечении крупных поковок в целом на 10-20% по сравнению с закалкой в масло.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМООБРАБОТКИ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2178004C1 |
| УСТАНОВКА ВОДОВОЗДУШНОЙ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ПОКОВОК | 2001 |
|
RU2176274C1 |
| Способ закалки изделий сложной конфигурации | 1990 |
|
SU1733484A1 |
| Способ закалки стальных изделий | 1987 |
|
SU1537696A1 |
| СПОСОБ ОЦЕНКИ ВЛИЯНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ НА УСТОЙЧИВОСТЬ ПЕРЕОХЛАЖДЕННОГО АУСТЕНИТА | 2006 |
|
RU2337145C2 |
| Способ закалки массивных изделий из легированных сталей | 1980 |
|
SU996471A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ ПОНИЖЕННОЙ (ПП) и РЕГЛАМЕНТИРОВАННОЙ (РП) ПРОКАЛИВАЕМОСТИ 4-го ПОКОЛЕНИЯ | 2019 |
|
RU2739462C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 2003 |
|
RU2230802C1 |
| СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТЬЮ | 2013 |
|
RU2532628C1 |
| Способ и устройство термической обработки шаров | 2016 |
|
RU2634541C1 |
Изобретение относится к области металлургии, в частности к термической обработке металлов и сплавов, и может быть использовано при закалке стальных изделий большого диаметра, например, условным сечением 150-700 мм. Предлагаемый способ включает нагрев до температуры аустенитизации, выдержку, регулируемое охлаждение, которое проводят в несколько этапов. Причем на разных этапах плотность орошения различная. Новизна заключается также в продолжительности проведения первого этапа охлаждения, которая определяется величиной условного сечения изделия, коэффициентом влияния прокаливаемости, расстоянием до полумартенситной зоны. Реализация предлагаемого метода закалки позволяет повысить комплекс механических свойств в требуемых точках сечения путем создания оптимальной структуры, которая обеспечивается оптимальным соотношением параметров процесса охлаждения - плотности орошения водовоздушной смесью и продолжительностью охлаждения. 1 табл.
Способ закалки крупногабаритных стальных изделий, включающий нагрев до температуры аустенитизации, выдержку, регулируемое охлаждение, плотность орошения на первом этапе которого составляет 0,5-2,0 л/м2·с, отличающийся тем, что первый этап охлаждения проводят в течение промежутка времени, определяемого по формуле
где а=2,2-2,5 – коэффициент влияния прокаливаемости, л/(м2· мин·мм);
L50 – расстояние до полумартенситной зоны на стандартной пробе для торцевой закалки, мм;
d – величина условного сечения изделия, мм;
после чего дальнейшее охлаждение проводят при плотности орошения 3-6 л/м2 · мин до достижения охлаждаемой поверхностью температуры Мк-(Мк+50)°С.
| Способ закалки массивных изделий цилиндрической формы | 1985 |
|
SU1323584A1 |
| Способ термической обработки стальных изделий | 1988 |
|
SU1696511A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА ВАЛОВ | 1991 |
|
RU2012600C1 |
| СПОСОБ ТЕРМООБРАБОТКИ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2178004C1 |

