Фиг.1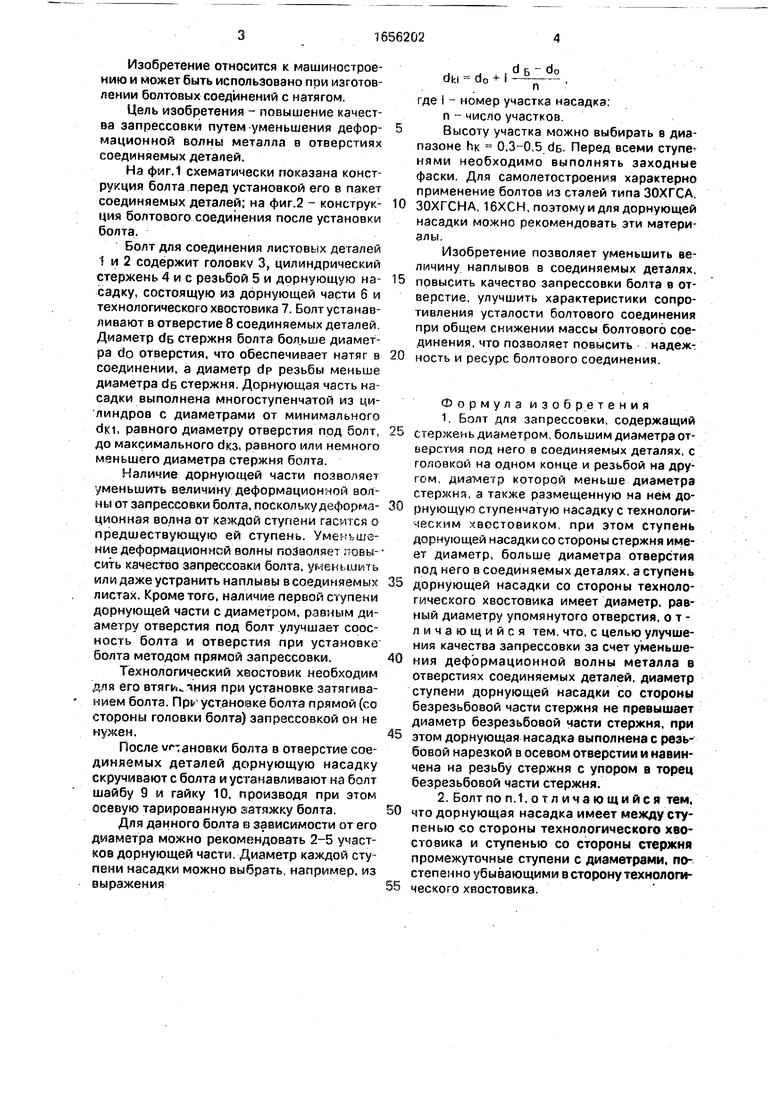
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки болта с натягом | 1990 |
|
SU1751478A1 |
| Способ образования болтового соединения | 1981 |
|
SU1137261A1 |
| ЗАПРЕССОВАННЫЙ ШТУЦЕР ДЛЯ СОЕДИНЕНИЯ ТРУБ И ИНСТРУМЕНТ ДЛЯ ЗАПРЕССОВАННОГО ШТУЦЕРА | 2014 |
|
RU2625326C2 |
| Закладная составная заклепка и способ ее установки | 1981 |
|
SU977855A1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2072274C1 |
| Способ получения болтового соединения деталей | 1991 |
|
SU1751463A1 |
| Способ изготовления полых деталей с внутренним оребрением и устройство для его осуществления | 1991 |
|
SU1782182A3 |
| Способ закрепления труб в трубной решетке | 1984 |
|
SU1256834A1 |
| Заклепка для односторонней клепки | 1991 |
|
SU1760195A1 |
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ КРЕПЛЕНИЯ ВТУЛКИ В ГЛУХОМ ОТВЕРСТИИ КОРПУСНОЙ ДЕТАЛИ | 1994 |
|
RU2094153C1 |

Изобретение относится к машиностроению и может быть использовано при изготовлении болтовых соединений с натягом. Цель изобретения -повышение качества за- п рессовки за счет уменьшения деформационной волны металла в отверстиях соединяемых деталей. Болт содержит стержень 4 с головкой 3 и резьбой 5. Диаметр стержня больше диаметра отверстия под него в соединяемых деталях. Диаметр резьбы меньше диаметра стержня На резьбу навинчена до- рнующая насадка 6 с технологическим хвостовиком 7 Дорнующая насадка выполнена в виде многоступенчатого цилиндра „Диаметр ступени со стороны стержня болта равен диаметру стержня. Диаметр ступени со стороны технологического хвостовика диаметру отверстия в соединяемых деталях Дорнующая насадка уменьшает величину деформационной волны металла соединяемых деталей от запрессовки болта, поскольку деформационная волна от каждой ступени насадки гасится о предыдущую ступень. Уменьшение деформационной волны способствует повышению качества запрессовки болта 1зп ф-лы, 2 ил
| Патент США № 4077299, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
