Изобретение относится к металлообрабатывающему производству и может быть использовано в заводских и научных лабораториях для определения степени упрочнения и величины микротвердости поверхностных слоев стальных изделий, особенно крупногабаритных.
Целью изобретения является повышение точности контроля,расширение области применения на крупногабаритные детали,
В способе контроля упрочнения стальных поверхностей, включающем пропускание постоянного электрического тока через поверхностный слой изделия с одновременным измерением параметра контроля степени упрочнения, через исследуемую поверхность пропускают постоянный электрический ток
между двумя электродами, расположенными на минимальном расстоянии друг от от друг (до 1 мм), а в качестве параметра контроля степени упрочнения и .повышения микротвердости поверхно- стн выбирают удельное сопротивление поверхностного слоя, которое определяют по формуле
Р
к -2к I
где
РI К и удельное сопротивление поверхностного слоя; сила тока между электродами, А;
постоянная, измеряемая в миллиметрах и зависящая от расположения электродов; напряжение, возникающее между дополнительными электродами, расположенными на исследуемом участке поверхности, мкВ.
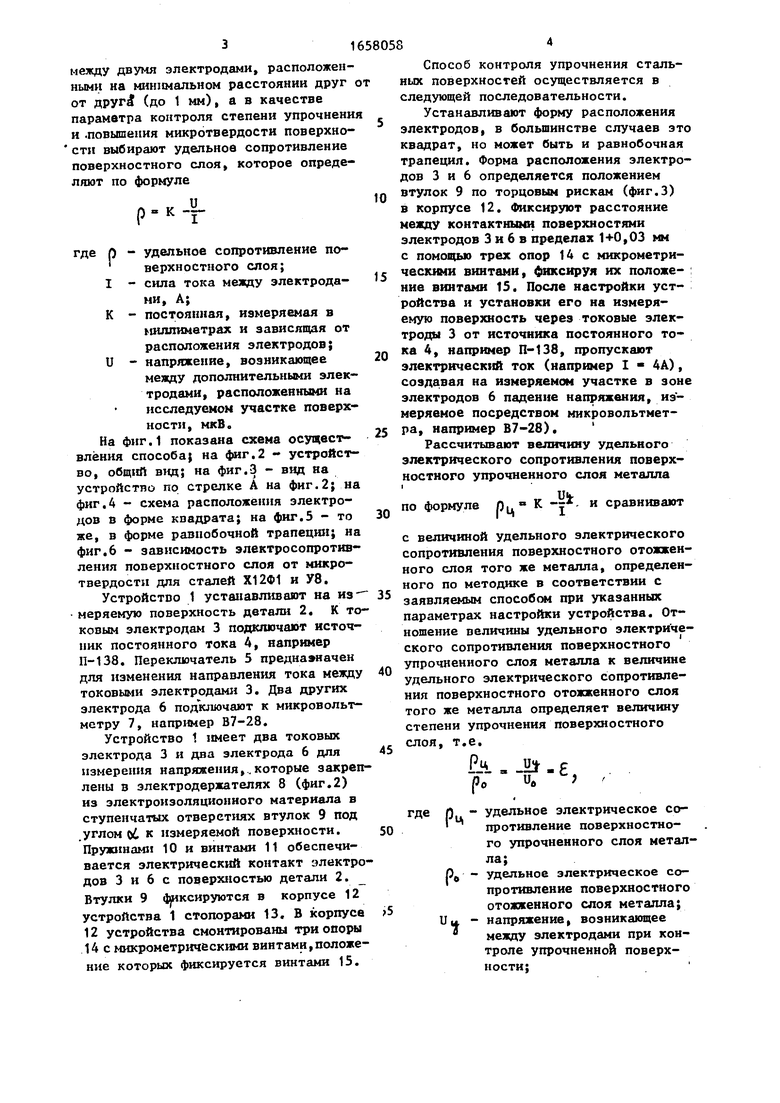
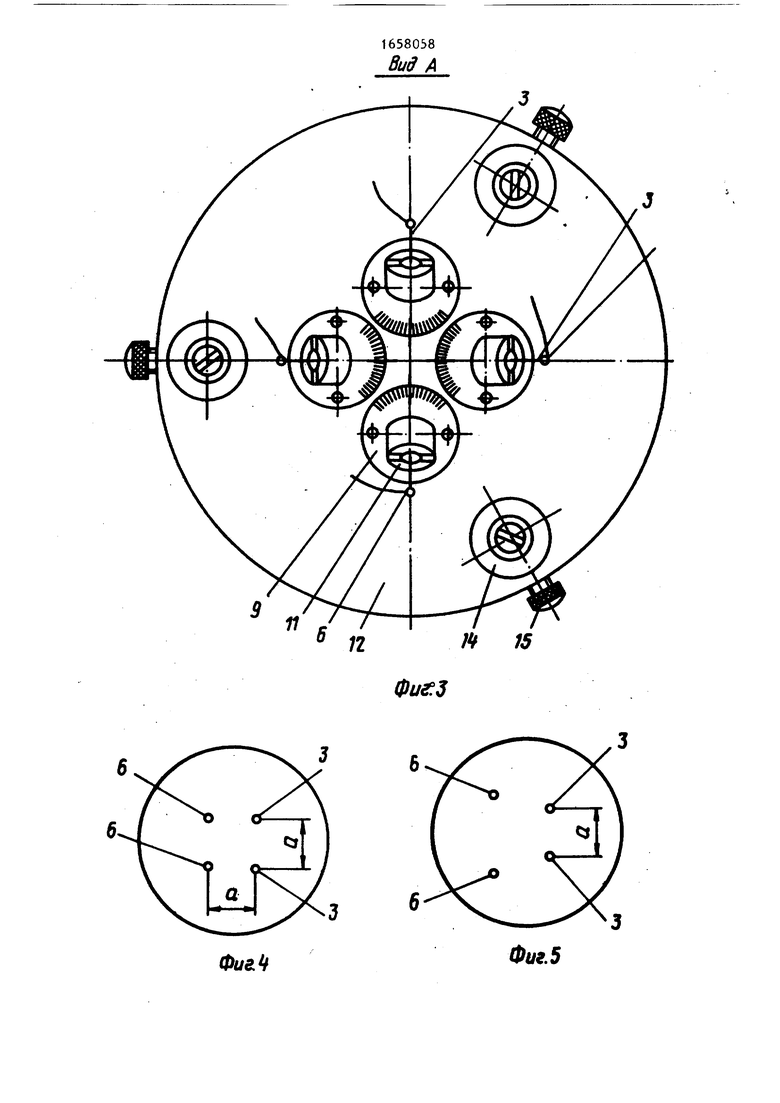
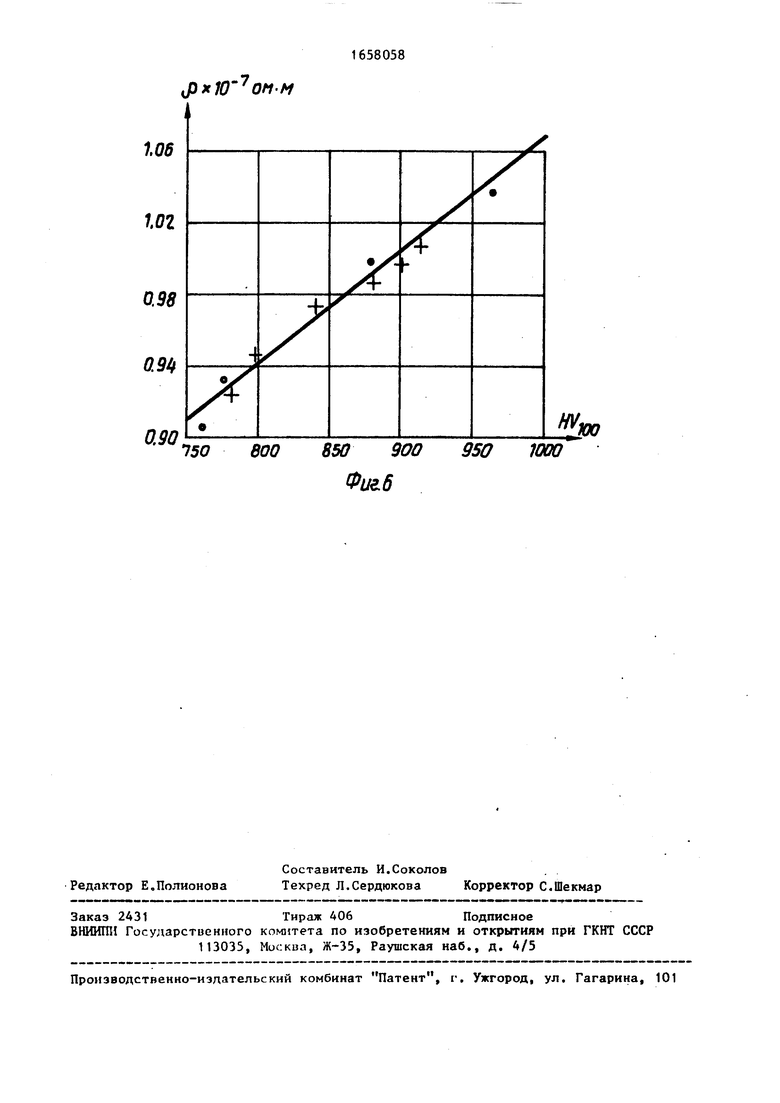
На фиг.1 показана схема осуществления способа; на фиг.2 - устройство, общий вид; на фиг.З - вид на устройство по стрелке А на фиг.2; на фиг.А - схема расположения электродов в форме квадрата; на фиг.З - то же, в форме равнобочной трапеции; на фиг.6 - зависимость электросопротивления поверхностного слоя от микротвердости для сталей Х12Ф1 и У8,
Устройство 1 устанавливают на из меряемую поверхность детали 2. К токовым электродам 3 подключают источник постоянного тока А, например П-138. Переключатель 5 преднаэначен для изменения направления тока между токовыми электродами 3. Два других электрода 6 подключают к микровольт- метру 7, например В7-28.
Устройство 1 имеет два токовых электрода 3 и два электрода 6 для измерения напряжения,,которые закреплены в электродержателях 8 (фиг.2) из электроизоляционного материала в ступенчатых отверстиях втулок 9 под углом оЈ к измеряемой поверхности. Пружинами 10 и винтами 11 обеспечивается электрический контакт электродов 3 и 6 с поверхностью детали 2. Втулки 9 фиксируются в корпусе 12 устройства 1 стопорами 13. В корпусе 12 устройства смонтированы три опоры 14с микрометрическими винтами,положение которых фиксируется винтами 15.
т
10
6580584
Способ контроля упрочнения стальных поверхностей осуществляется в следующей последовательности.
Устанавливают форму расположения электродов, в большинстве случаев это квадрат, но может быть и равнобочная трапеция. Форма расположения электродов 3 и 6 определяется положением втулок 9 по торцовым рискам (фиг.З) в корпусе 12. Фиксируют расстояние между контактными поверхностями электродов 3 и 6 в пределах 1+0,03 мм с помощью трех опор 14 с микрометрическими винтами, фиксируя их положение винтами 15. После настройки устройства и установки его на измеряемую поверхность через токовые электроды 3 от источника постоянного тока 4, например П-138, пропускают электрический ток (например I - 4А), создавал на измеряемом участке в зоне электродов 6 падение напряжения, измеряемое посредством микровольтметра, например В7-28).
Рассчитывают величину удельного электрического сопротивления поверхностного упрочненного слоя металла
15
20
25
по формуле
Рч
i-a.
и сравнивают
с величиной удельного электрического сопротивления поверхностного отожженного слоя того же металла, определенного по методике в соответствии с заявляемым способом при указанных параметрах настройки устройства. Отношение величины удельного электрического сопротивления поверхностного упрочненного слоя металла к величине удельного электрического сопротивления поверхностного отожженного слоя того же металла определяет величину степени упрочнения поверхностного слоя, т.е.
Ей. . .2 . Ј
РО о
0
где
Р«
р. Uu, удельное электрическое сопротивление поверхностного упрочненного слоя металла;
удельное электрическое сопротивление поверхностного отожженного слоя металла; напряжение, возникающее между электродами при контроле упрочненной поверхности;
Ue - напряжение, возникающее
между электродами при контроле отожженной поверхности.
Выполненные исследования по опре делению зависимости изменения величины электросопротивления от микротвердости поверхностного слоя, определенного с помощью прибора ПМТ-3 на образцах для сталей Х12Ф1 и У8, позволяют определять и фактическое значение микротвердости по величине удельного электрического сопротивления. На фиг.6 приведен график полученной зависимости электросопротивления поверхностного слоя от микротвердости при расположении электродов по квадрату и расстоянии между ними 1 мм. На фиг.6 приведены усредненные результаты по 8-ми измерениям для сталей Х12Ф1 и У8.
Расположение электродов в устройстве в форме квадрата (фиг.4) позволяет уменьшить неточность в измерении электрического сопротивления за счет краевых эффектов, но при этом снижается чувствительность способа. Для возможности повышения чувствительности способа (но при этом увеличивается погрешность измерения) в конструкции устройства предусмотрены четыре втулки 9, в ступенчатых отверстиях которых под углом tf. с помощью электродержателей 8 фиксируют два токовых электрода 3 и два электрода 6 для измерения напряжения. Расположение электродов в устройстве не в форме квадрата, а в форме трапеции (как это показано на фиг.5), поворотом втулок 9 с электродами для измерения напряжений позволяет проводить измерение микротвердости даже при небольшом поверхностном деформировании.
Формула изобретения
1. Способ контроля упрочнения стальных поверхностей, включающий пропускание постоянного электрического тока через поверхностный слой изделия с одновременным измерением параметра контроля степени упрочнения,
отличающийся тем, что, с целью повышения точности контроля, расширения области применения на крупногабаритные детали, в качестве параметра контроля степени упрочнения
5 выбирают удельное сопротивление поверхностного слоя глубиной не более 0,1 мм, которое определяют по формуле
20
U
5
где I - сила тока между двумя электродами, расположенными на минимальном расстоянии друг от друга до 1 мм,
5 A; U - напряжение, возникающее между двумя дополнительными потенциальными электродами, расположенными на исследуемом участке, мкВ; К - постоянная величина, зависящая от формы рас0 положения электродов и расстояния между ними, мм.
2. Устройство для контроля упрочнения стальных поверхностей, содержащее корпус, токовые электроды для пропускания постоянного электрического тока через поверхностный слой изделия, отличающееся тем, что оно дополнительно снабжено двумя потенциальными электродами, и все электро0 ды размещены в установочных втулках под углом к измеряемой поверхности и к оси установочных втулок с возможностью изменения взаимного расположения контактирующих поверхностей электродов.
66 1 3 3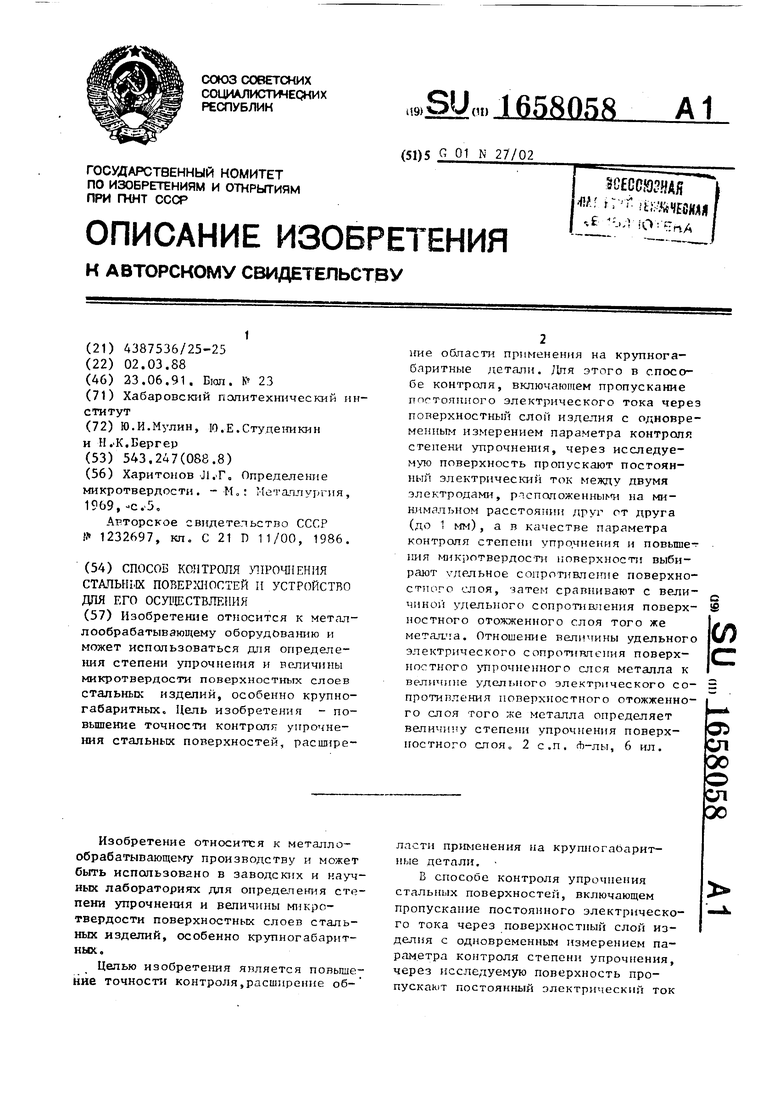
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ИЗДЕЛИЯ ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1997 |
|
RU2122036C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ЭЛЕКТРИЧЕСКОГО СОПРОТИВЛЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ МАТЕРИАЛА | 2010 |
|
RU2426137C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412040C2 |
| Способ электролизного борирования стальных изделий | 1990 |
|
SU1763518A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2320984C1 |
| Состав для лазерного легирования стальных изделий | 1987 |
|
SU1468962A1 |
| Устройство для измерения удельного сопротивления материалов | 1975 |
|
SU585457A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОВЕРХНОСТНОГО СЛОЯ МЕТАЛЛА | 1996 |
|
RU2109276C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ С ПОВЫШЕННОЙ ЭЛЕКТРОПРОВОДНОСТЬЮ | 2006 |
|
RU2310250C1 |
| Материал электрода-инструмента для электроэрозионного легирования | 1982 |
|
SU1125115A1 |
Изобретение относится к металлообрабатывающему оборудованию и может использоваться для определения степени упрочнения и величины микротвердости поверхностных слоев стальных изделий, особенно крупногабаритных. Цель изобретения - повышение точности контроля упрочнения стальных поверхностей, расширение области применения на крупногабаритные детали. Для этого в способе контроля, включающем пропускание постоянного электрического тока через поверхностный слон изделия с одновременным измерением параметра контроля степени упрочнения, через исследуемую поверхность пропускают постоянный электрический ток между двумя электродами, ртеположенными на минимальном расстоянии друг гт друга (до 1 мм), а в качестве параметра контроля степени упрочнения и повышения микротвердости поверхности выбирают удельное сопротивление поверхностного слоя, затем сравнивают с величиной удельного сопротивления поверхностного отожженного слоя того же металла. Отношение величины удельного электрического сопротивления поверхностного упрочненного елся металла к величине удельного электрического сопротивления поверхностного отожженного слоя того же металла определяет величину степени упрочнения поверх- постного слоя 2 с.п. rb-лы, 6 ил. С SS (Л С5 СЛ 00 ел эо
Фиг.1
Фиг2
Фиг Ч
Я IS
ФиЈ3
Фиг. 5
j xio 7OH M
0.98
0.9fy
° 9° -750 BOO 850 900 950 1000
Фиг.6
| Харитонов Л.Т | |||
| Определение микротвердости | |||
| - М.: Металлургия, 1909, -с..5 | |||
| Способ контроля качества упрочнения стальных изделий | 1982 |
|
SU1232697A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
