,7
Фиг1
V
задания и измерения длины проводов, механизма 5 свивания и накопителя 6. По команде Пуск сигналы с программного устройства поступают на подающие устройства 12 и на механизмы 11 подкрутки провода соответствующих каналов и они начинают тянуть провод. При натяжении провода с устройства 9 стабилизации силы натяжения провода выдаются сигналы на механизмы 10 подачи провода соответствующих каналов, они включаются и начинается принудительное сматывание проводов с катушек, установленных в этих механизмах, Провода, пройдя через узлы 18 и 19 подвода провода, поступают в узел 17 свивания, где происходит их попарное свивание. По достижении определенной длины с устройства 14 контроля длины провода выдается сигйал в программное устройство 3, которое останавливает механизмы 10 подачи провода и подающие устройства 12 и включает отрезные устройства 13. После обрезки и разделки концов проводов выдается команда на сброс свитой пары в бункер Далее цикл повторяется. Автомат может работать и в режиме простой мерной резки с разделкой концов провода параллельно по двум каналам, для этого блокируются механизмы 11 подкрутки и узел 17 свивания. Таким образом, поставленная цель достигается за счет введения второго канала и узла свивания. 3 з п. ф-лы, 6 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для предмонтажной заготовки проводов | 1982 |
|
SU1065942A1 |
| Автомат подготовки проводов к монтажу | 1985 |
|
SU1394303A1 |
| Отрезной автомат | 1977 |
|
SU740414A1 |
| Устройство для зачистки изоляции с ленточных проводов | 1986 |
|
SU1495883A2 |
| Автомат для подготовки проводов к монтажу | 1981 |
|
SU980201A1 |
| Автомат для подготовки проводов к монтажу | 1984 |
|
SU1293779A1 |
| Устройство для снятия изоляции, скручивания жил и резки монтажных проводов | 1977 |
|
SU734838A1 |
| Автомат для предмонтажной подготовки проводов | 1985 |
|
SU1334241A1 |
| Автомат для маркировки эластичных трубчатых изделий | 1984 |
|
SU1273260A1 |
| Отрезной автомат | 1975 |
|
SU555998A1 |
Изобретение относится к электротехни ке. Целью изобретения является расширение функциональных возможностей и повышение производительности Автомат состоит из программного устройства 3, каналов 1 и 2 подготовки проводов, узла 4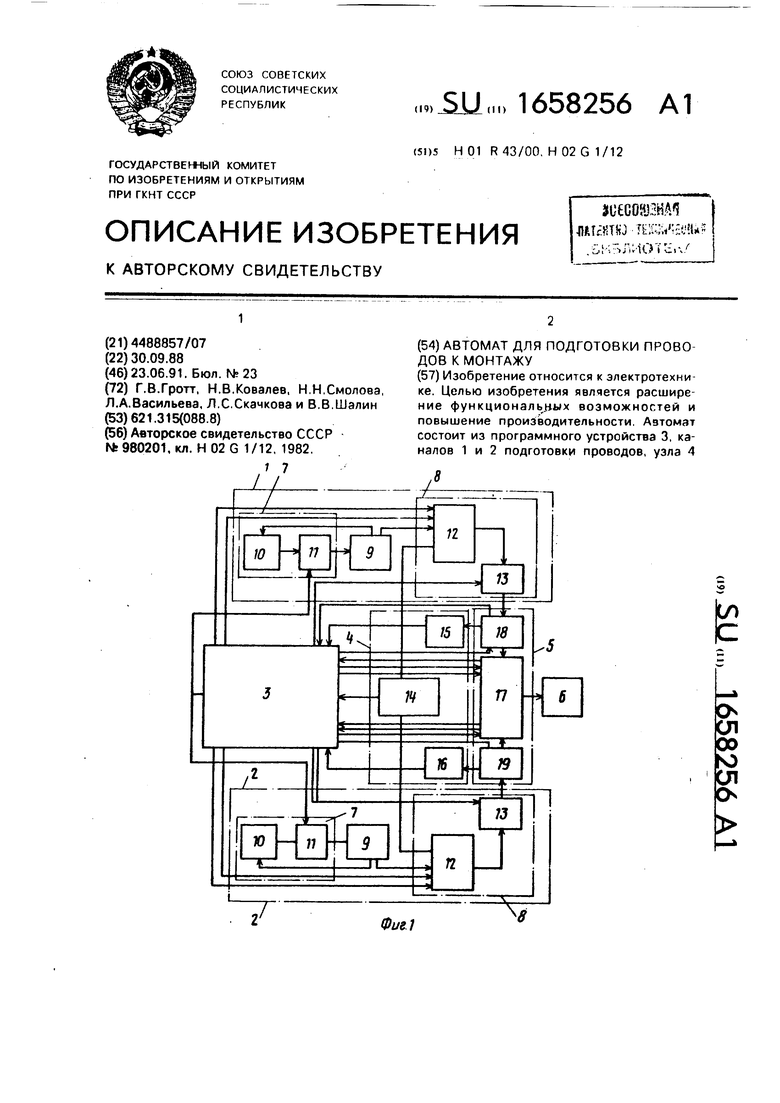
Изобретение относится к электротехнике и может быть использовано при проведении электромонтажных и радиомонтажных работ.
Целью изобретения является расширение функциональных возможностей и повышения производительности.
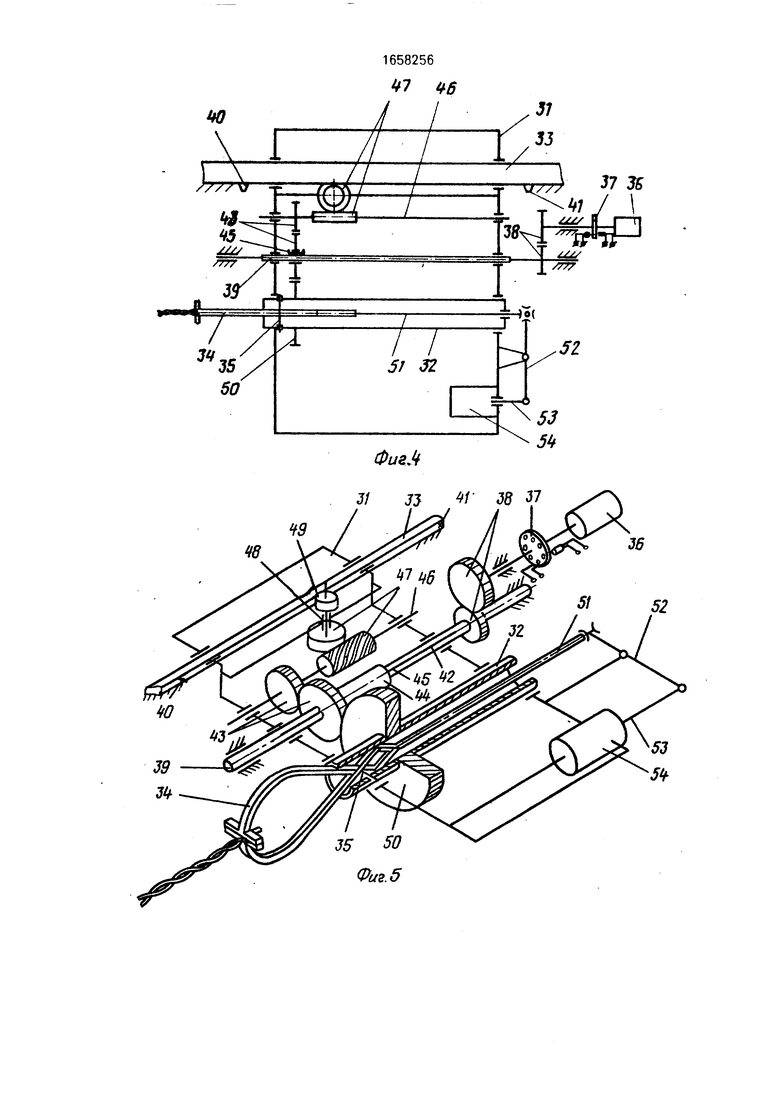
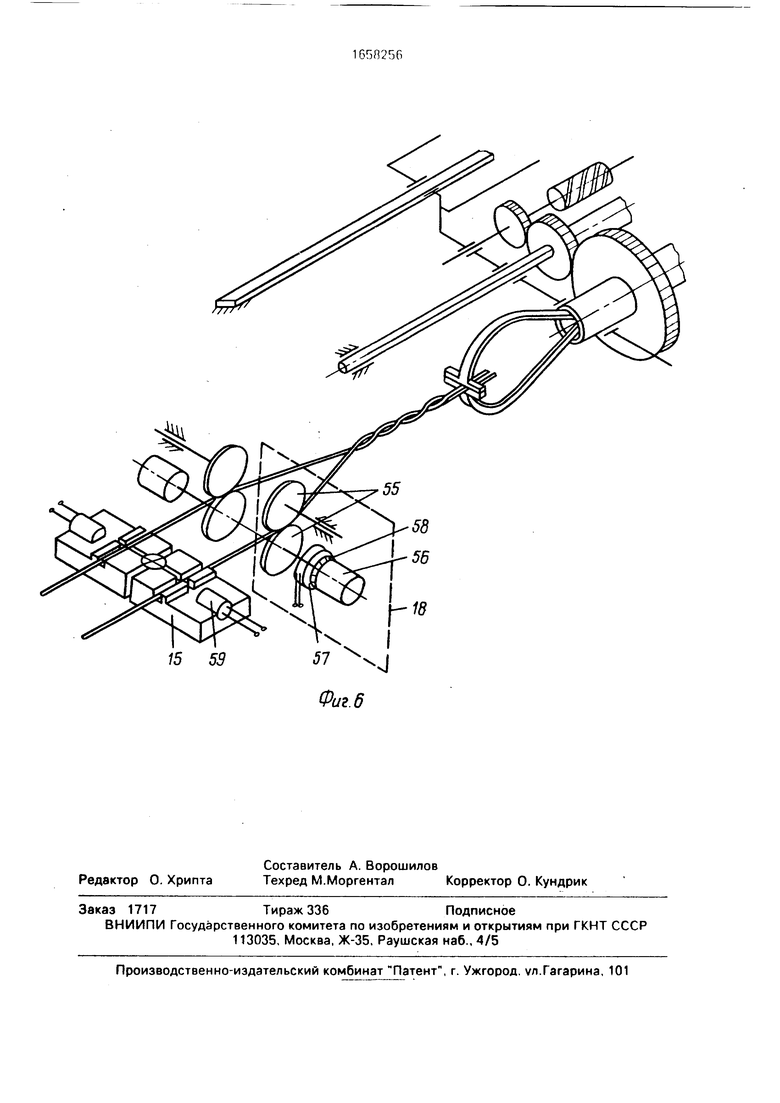
На фиг. 1 изображена структурная схема автомата; на фиг.2 - схема подающего механизма и устройства стабилизации силы натяжения провода; на фиг.З - то же, аксонометрия; на фиг.4 - схема узла свивания; на фиг.5 - то же, аксонометрия; на фиг.6 - схема узла подйода провода, аксонометрия.
Автомат для подготовки проводов к монтажу (фиг. 1) содержит первый 1 и второй 2 идентичных каналы подготовки проводов к монтажу, программное устройство 3, узел 4 задания и измерения длины провода, механизм 5 свивания и накопитель 6.
Каждый из каналов 1 и 2 подготовки проводов состоит из падающего механизма 7, механизма 8 отрезания и снятия изоляции и установленного между ними устройства 9 стабилизации силы натяжения провода.
Подающий механизм 7 содержит механизм 10 подачи провода и механизм 11 подкрутки провода,
Механизм 8 отрезания и снятия изоляции содержит подающее устройство 12 и отрезное устройство 13. ,
Узел 4 задания и измерения длины провода включает устройство 14 контроля дяи- ны провода и датчики 15 и 16, наличия провода, функционально связанные с первым 1 и вторым 2 каналами подготовки проводов соответственно.
Механизм 5 свивания состоит из узла 17 свивания, к которому подключены узлы 18 и 19 подвода проводов, функционально связанные соо гветственно с первым 1 и вторым 2 каналами подготовки проводов.
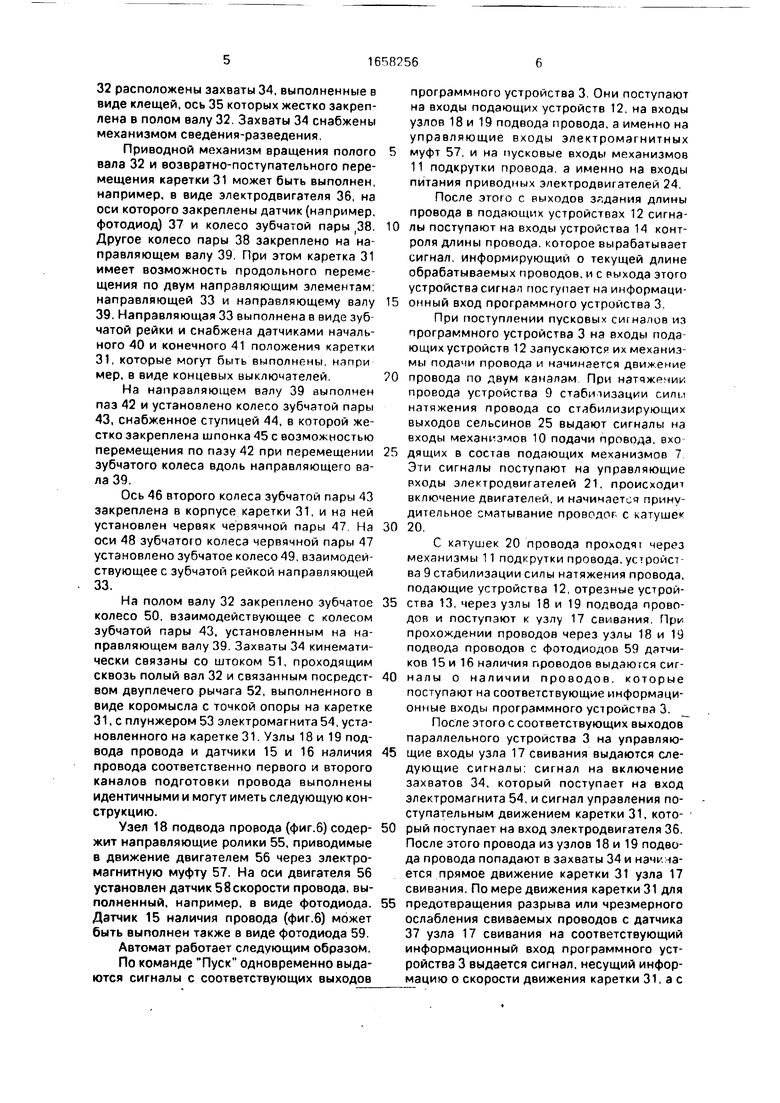
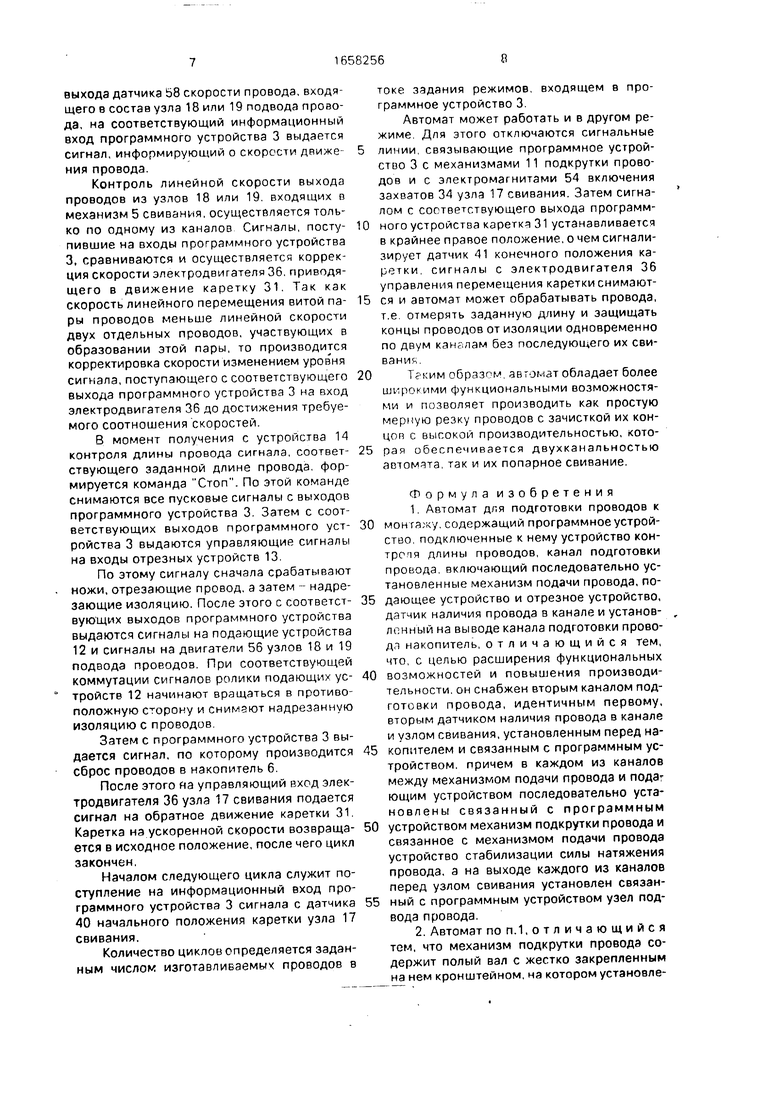
Подающий механизм 7 (фиг.2 и 3) конструктивно выполнен следующим образом.
Механизм 10 подачи провода состоит из
катушки 20 с проводом и привода, выполненного, например, в виде электродвигателя 21 и -зубчатой передачи. Механизм 11 подкрутки провода представляет собой
кронштейн 22 с жестко закрепленным на нем полым валом 23, связанный посредством зубчатой передачи с приводным электродвигателем 24, причем ось полого вала 23 является осью вращения кронштейна 22.
Устройство 9 стабилизации силы натяжения провода (фиг.2 и 3) содержит сельсин 25, на подпружиненной оси 26 которого жестко закреплена двухзубая вилка 27, на концах которой установлены первый
направляющий 28 и компенсирующий 29 ролики, и установленный на корпусе второй направляющий ролик 30. Причем ось вращения первого направляющего ролика 28 совпадает с осью 26 сельсина 25, а оси
вращения компенсирующего 29 и второго направляющего 30 роликов параллельны ей. Ролики 28 - 30 установлены в одной плоскости и по окружности снабжены канавками для ориентации провода. Компенсирующий ролик 29 установлен между направляющими роликами 28 и 30.
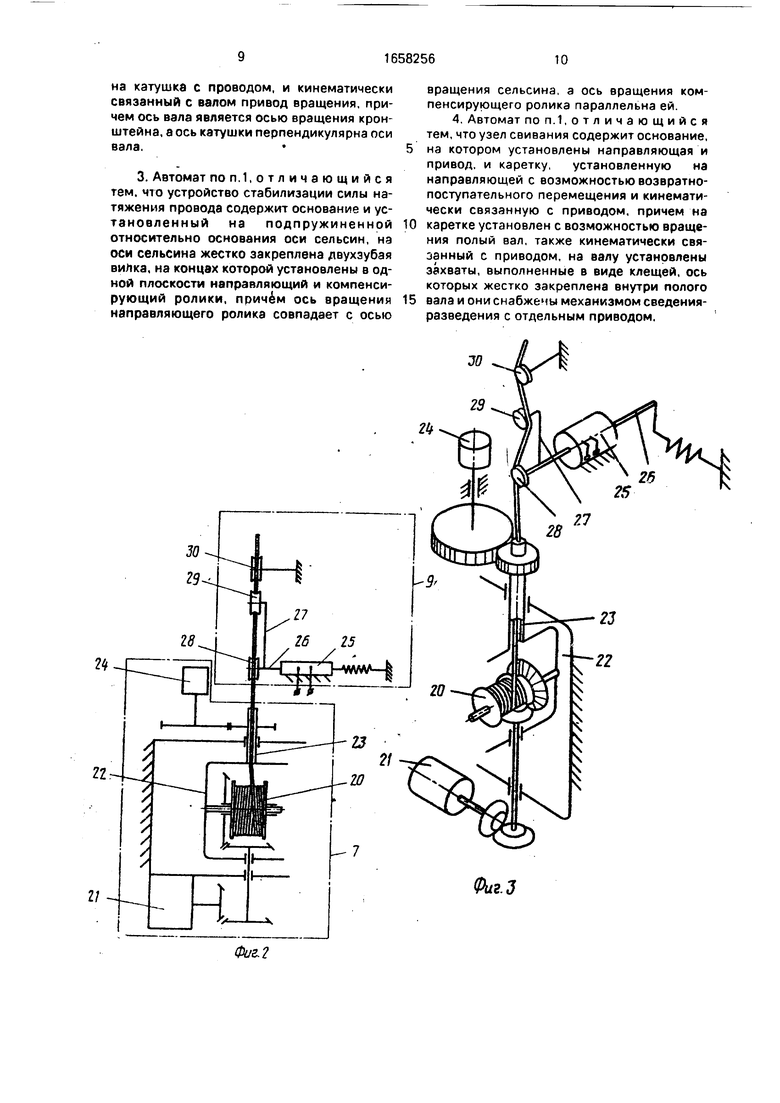
Узел 17 свивания (фиг.4 и 5) механизма 5 свивания содержит каретку 31, на которой установлен полый вал 32 с возможностью
вращения вокруг своей оси, а также приводной механизм вращения полого вала 32 и одновременного возвратно-поступательного перемещения каретки 31 по направляющей 33, жестко закрепленной на корпусе
механизма 5 свивания. Внутри полого вала
32 расположены захваты 34, выполненные в виде клещей, ось 35 которых жестко закреплена в полом валу 32. Захваты 34 снабжены механизмом сведения-разведения.
Приводной механизм вращения полого вала 32 и возвратно-поступательного перемещения каретки 31 может быть выполнен, например, в виде электродвигателя 36, на оси которого закреплены датчик (например, фотодиод) 37 и колесо зубчатой пары (38. Другое колесо пары 38 закреплено на направляющем валу 39. При этом каретка 31 имеет возможность продольного перемещения по двум направляющим элементам: направляющей 33 и направляющему валу 39. Направляющая 33 выполнена в виде зубчатой рейки и снабжена датчиками начального 40 и конечного 41 положения каретки 31, которые могут быть выполнены, нзпри мер, в виде концевых выключателей.
На направляющем валу 39 выполнен паз 42 и установлено колесо зубчатой пары 43, снабженное ступицей 44, в которой жестко закреплена шпонка 45 с возможностью перемещения по пазу 42 при перемещении зубчатого колеса вдоль направляющего вала 39.
Ось 46 второго колеса зубчатой пары 43 закреплена в корпусе каретки 31, и на ней установлен червяк червячной пары 47 На оси 48 зубчатого колеса червячной пары 47 установлено зубчатое колесо 49,взаимодействующее с зубчатой рейкой направляющей 33.
На полом валу 32 закреплено зубчатое колесо 50, взаимодействующее с колесом зубчатой пары 43. установленным на направляющем валу 39. Захваты 34 кинематически связаны со штоком 51, проходящим сквозь полый вал 32 и связанным посредством двуплечего рычага 52, выполненного в виде коромысла с точкой опоры на каретке 31, с плунжером 53 электромагнита 54, установленного на каретке 31. Узлы 18 и 19 подвода провода и датчики 15 и 16 наличия провода соответственно первого и второго каналов подготовки провода выполнены идентичными и могут иметь следующую конструкцию.
Узел 18 подвода провода (фиг.6) содержит направляющие ролики 55, приводимые в движение двигателем 56 через электромагнитную муфту 57. На оси двигателя 56 установлен датчик 58скорости провода, выполненный, например, в виде фотодиода. Датчик 15 наличия провода (фиг.6) может быть выполнен также в виде фотодиода 59.
Автомат работает следующим образом.
По команде Пуск одновременно выдаются сигналы с соответствующих выходов
программного устройства 3. Они поступают на входы подающих устройств 12. на входы узлов 18 и 19 подвода провода, а именно на управляющие входы электромагнитных
муфт 57, и на пусковые входы механизмов
11 подкрутки провода, а именно на входы
питания приводных электродвигателей 24.
После этого с выходов задания длины
провода в подающих устройствах 12 сигна0 лы поступают на входы устройства 14 контроля длины провода, которое вырабатывает сигнал, информирующий о текущей длине обрабатываемых проводов, и с выхода этого устройства сигнал поступает на информаци5 онный вход программного устройства 3.
При поступлении пусковых сигналов из программного устройства 3 на входы подающих устройств 12 запускаются их механизмы подачи провода и начинается движение
0 провода по двум каналам При НЭТЯЖРЧИИ провода устройства 9 стабичизации сипы натяжения провода со стабилизирующих выходов сельсинов 25 выдают сигналы на входы механизмов 10 подачи провода, вхо
5 дящих в состав подающих механизмов 7 Эти сигналы поступают на управляющие входы электродвигателей 21, происходит включение двигателей, и начинается принудительное сматывание проводов с катушек
0 20.
С катушек 20 провода проходят через механизмы 11 подкрутки провода, устройства 9 стабилизации силы натяжения провода, подающие устройства 12, отрезные устрой5 ства 13, через узлы 18 и 19 подвода проводов и поступают к узлу 17 свивания. При прохождении проводов через узлы 18 и 19 подвода проводов с фотодиодов 59 датчиков 15 и 16 наличия проводов выдаются сиг0 налы о наличии проводов, которые поступают на соответствующие информационные входы программного устройства 3. После этого с соответствующих выходов параллельного устройства 3 на управляю5 щие входы узла 17 свивания выдаются следующие сигналы: сигнал на включение захватов 34, который поступает на вход электромагнита 54, и сигнал управления поступательным движением каретки 31, кото0 рый поступает на вход электродвигателя 36. После этого провода из узлов 18 и 19 подвода провода попадают в захваты 34 и нэчк на- ется прямое движение каретки 31 узла 17 свивания. По мере движения каретки 31 для
5 предотвращения разрыва или чрезмерного ослабления свиваемых проводов с датчика 37 узла 17 свивания на соответствующий информационный вход программного устройства 3 выдается сигнал, несущий информацию о скорости движения каретки 31, а с
выхода датчика Ь8 скорости провода, входящего в состав узла 18 или 19 подвода провода, на соответствующий информационный вход программного устройства 3 выдается сигнал, информирующий о скорости движе ния провода.
Контроль линейной скорости выхода проводов из узлов 18 или 19. входящих в механизм 5 свивания, осуществляется только по одному из каналов Сигналы, поступившие на входы программного устройства 3, сравниваются и осуществляется коррекция скорости электродвигателя 36. приводящего в движение каретку 31. Так как скорость линейного перемещения витой пары проводов меньше линейной скорости двух отдельных проводов, участвующих в образовании этой пары, то производится корректировка скорости изменением уровня сигнала, поступающего с соответствующего выхода программного устройства 3 на вход электродвигателя 36 до достижения требуемого соотношения скоростей.
В момент получения с устройства 14 контроля длины провода сигнала, соответствующего заданной длине провода, формируется команда Стоп. По этой команде снимаются все пусковые сигналы с выходов программного устройства 3. Затем с соответствующих выходов программного устройства 3 выдаются управляющие сигналы на входы отрезных устройств 13
По этому сигналу сначала срабатывают ножи, отрезающие провод, а затем -- надрезающие изоляцию. После этого с соответствующих выходов программного устройства выдаются сигналы на подающие устройства 12 и сигналы на двигатели 56 узлов 18 и 19 подвода проводов. При соответствующей коммутации сигналов ролики подающих устройств 12 начинают вращаться в противоположную сторону и снимают надрезанную изоляцию с проводов
Затем с программного устройства 3 выдается сигнал, по которому производится сброс проводов в накопитель 6.
После этого на управляющий вход электродвигателя 36 узла 17 свивания подается сигнал на обратное движение каретки 31 Каретка на ускоренной скорости возвращается в исходное положение, после чего цикл закончен,
Началом следующего цикла служит поступление на информационный вход программного устройства 3 сигнала с датчика 40 начального положения каретки узла 17 свивания.
Количество циклов определяется заданным числом изготавливаемых проводов в
токе задания режимов, входящем в программное устройство 3
Автомат может работать и в другом режиме Для этого отключаются сигнальные
линии связывающие программное устройство 3 с механизмами 11 подкрутки проводов и с электромагнитами 54 включения захватов 34 узла 17 свивания. Затем сигналом с соответствующего выхода программного устройства кареткч 31 устанавливается в крайнее правое положение, о чем сигнализирует датчик 41 конечного положения каретки сигналы с электродвигателя 36 управления перемещения каретки снимаются и автомат может обрабатывать провода, т.е отмерять заданную длину и защищать концы проводов от изоляции одновременно по двум каналам без последующего их свивания
Тс ким образам автомат обладает более широкими функциональными возможностями и позволяет производить как простую мерную резку проводов с зачисткой их концов с высокой производительностью, которая обеспечивается двухканальностью автомата так и их попарное свивание.
Формула изобретения
1 Автомат дг,я подготовки проводов к
мои гажу, содержащий программное устройство подключенные к нему устройство кон- тропя длины проводов, канал подготовки провода включающий последовательно установленные механизм подачи провода, подающее устройство и отрезное устройство, датчик наличия провода в канале и установленный на выводе канала подготовки прово- дл накопитель, отличающийся тем, что, с целью расширения функциональных
возможностей и повышения производительности, он снабжен вторым каналом подготовки провода, идентичным первому, вторым датчиком наличия провода в канале и узлом свивания, установленным перед накопителем и связанным с программным устройством, причем в каждом из каналов между механизмом подачи провода и ющим устройством последовательно установлены связанный с программным
устройством механизм подкрутки провода и связанное с механизмом подачи провода устройство стабилизации силы натяжения провода, а на выходе каждого из каналов перед узлом свивания установлен связанный с программным устройством узел подвода провода.
5
вращения сельсина, а ось вращения компенсирующего ролика параллельна ей.
Фиг.З
W
г
чэ
48
1658256
47
У
31 53
7 /
1
37 ЗБ
(
т «
/ /
5J Я.
.51
О
ФигЗ 31 Л W 38 37
53 5Ь
36
52
Фиг. 5
15 59
Фиг. 6
| Автомат для подготовки проводов к монтажу | 1981 |
|
SU980201A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
