датчик 7 контроля изготовления прово- 30 ных со штоками пневмоцилиндра 52, на
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для подготовки проводов к монтажу | 1984 |
|
SU1293779A1 |
| Установка для изготовления длинномерных заготовок электрических кабелей | 1989 |
|
SU1700667A1 |
| Автомат приема и укладки проводов | 1988 |
|
SU1664702A1 |
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1980 |
|
SU868902A1 |
| Автомат для подготовки электрических проводов к монтажу | 1984 |
|
SU1339709A1 |
| Автомат для изготовления монтажных проводов | 1980 |
|
SU875519A1 |
| Автомат для подготовки проводов к монтажу | 1981 |
|
SU980201A1 |
| Станок для автоматической мерной резки и разделки плоских проводов и кабелей | 1977 |
|
SU735366A1 |
| Автомат для подготовки проводов к монтажу | 1988 |
|
SU1658256A1 |
| СОСТАВ ДЛЯ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОЛИИМИДНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОСТАВА НА ПОЛИИМИДНУЮ ПЛЕНКУ | 2011 |
|
RU2503691C2 |
Изобретение относится к технологическому оборудованию для подготовки электрических проводов к монтажу и может быть использовано в элек- тротехнической, приборос троительной, радиоэлектронной и других отраслях промышленности. Цель изобретения - повышение надежности, производительности и точности отмера длины проводов. Механизм 3 размотки провода соединен с устройством 9 управления механизмом 3. Выход датчика 4 силы натяжения провода подключен к входам устройства 9 и программного устройства 1. Выходы устройства 12 управления механизмом 5 подачи провода подключены к механизму 5 и к одному из входов устройства 13 контроля длины проводов. Входы устройства 12 подключены к одному из выходов устройств I и 13, Сборник 8 накопителей соединен с устройством 1. Датчик 7 контроля изготовления проводов соединен с входом счетчика 34 количества прово- . дов и с одним из входов устройств 1 и 12. Механизм подачи провода выполнен в виде прижимного ролика и приводного ролика, установленного на валу шагового электродвигателя. 5 ил. W С
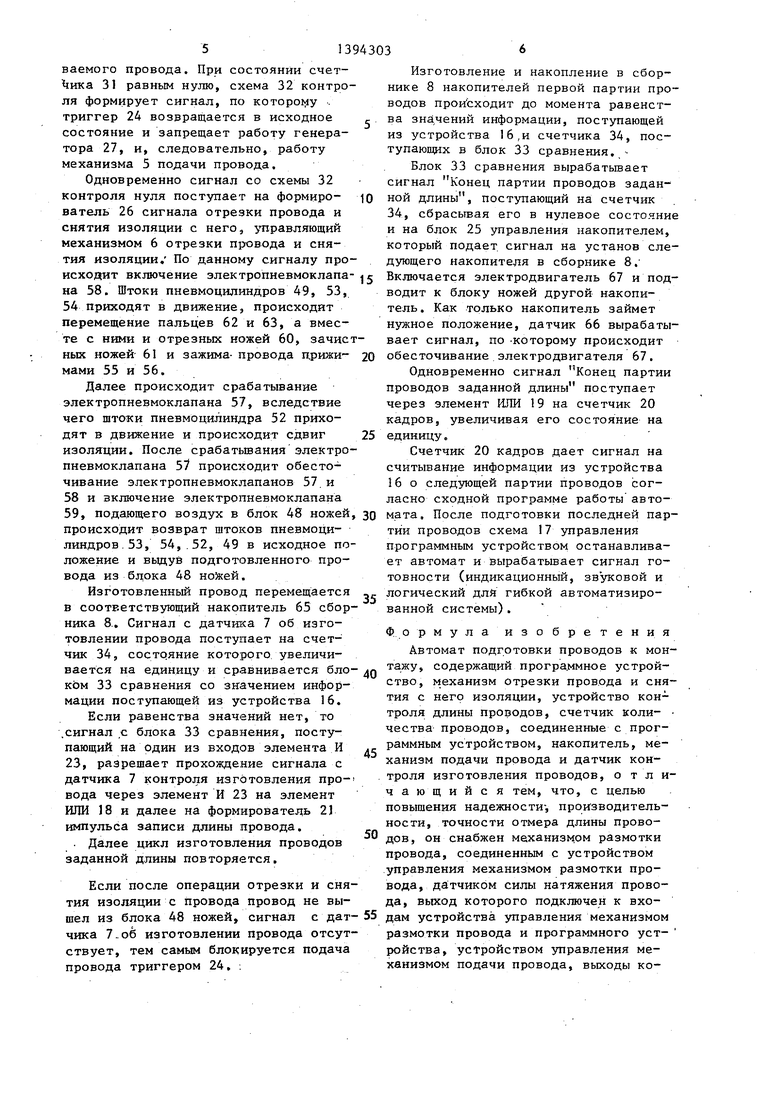
дов, сборник 8 накопителей подготовленных проводов, устройство 9 управления механизмом размотки провода, линию ввода информации с ручным 10 и автоматическим 11 способами, устройство 12-управления механизмом подачи провода, устройство 13 контроля длин проводов, датчик 14 количества проводов заданной длины, пульт 15 управления, оперативно-запоминающее устройство (ОЗУ) 16, 17 управления программным устройством.
Схема 17 управления программным .устройством выполнена в виде первого и второго элементов ИЛИ 18 и 19, счетчика 20 кадров формирователя 21 импульса записи длины провода, двух элементов И 22 и 23, триггера 24, блока 25 управлейия сборником накопителей, формирователя 26 сигнала отрезки провода и снятия с него изоляции.
Устройство 12 управления механизмом подачи провода состоит из гене- ратора 27, управляемого делителя 28, коммутатора фаз 29, формирователя 30 сигнала управления механизмом подачи провода,
5
0
5
0
5
корпусе каретки 50 установлен пневмо- цилиндр 53, на корпусе каретки 51 установлен пневмоцилиндр 54, на штоках которых установлены прижимы 55 и 56,
Для управления работой пневмоци- линдров 49, 52, 53, 54 служат элек- тропневмоклапаны 57 и 58, электро- пневмоклапан 59 служит для подачи воздуха в пневмоцилиндры 49,
Блок 48 ножей состоит из отрезных ножей 60, .двух пар зачистных ножей 61, которые связаны через пальцы 62 и 63 со штоком пневмоцилиндра 49, Для перемещения подготовленного провода в сборник 8 в блок 48 ножей подают воздух.
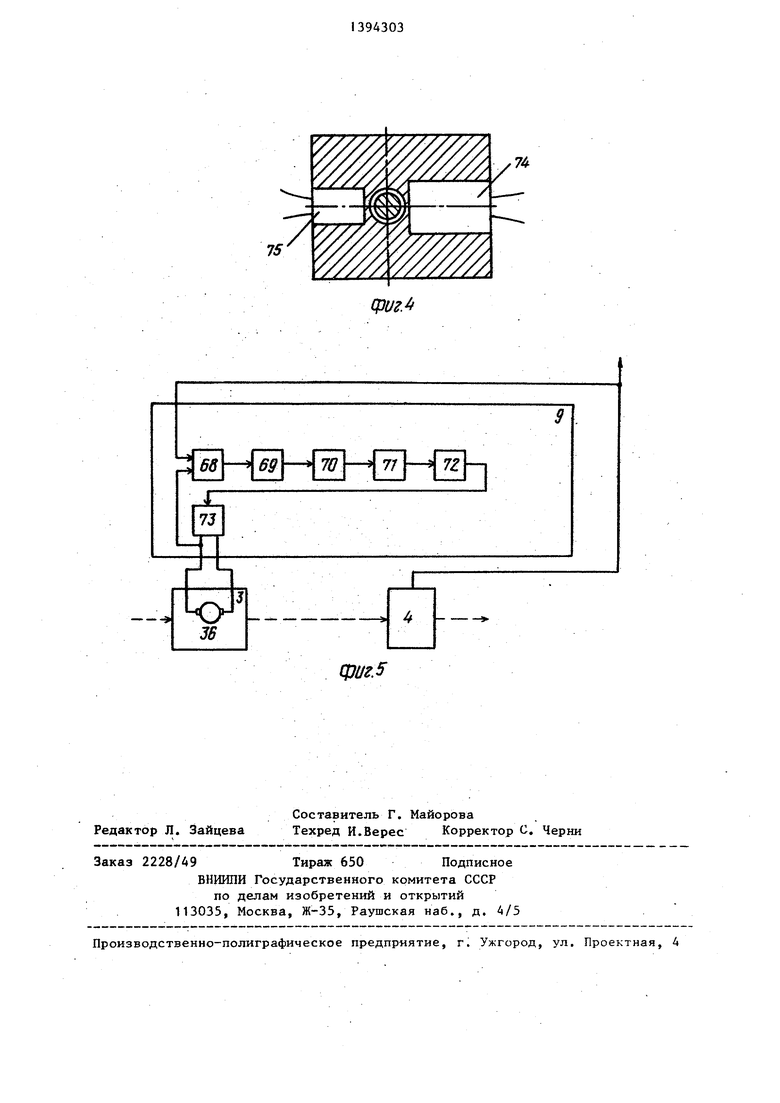
На корпусе блока 48 ножей с правой стороны (стороны выхода подготовленного провода) закреплен датчик 7 контроля изготовления проводов.
Сборник 8 состоит из корпуса 64, на котором установлены накопители 65, На корпусе 64 установлен датчик 66 перемещения накопителей 65, Корпус 64 кинематически соединен с электродвигателем 67,
Устройство 9 управления механизмом размотки провода вьшолнен в виде блока 68 сравнения, усилителя 69 постоянного тока, генератора 70 пило образного напряжения, формирователя 71 импульсов, распределителя 72 импульсов, управляемого тиристорного вентиля 73,
Датчик 7 контроля изготовления проводов выполнен в виде фотодиода 74, светодиода 75.
Автомат подготовки проводов к монтажу работает следующим образом.
С пульта 15 управления по линиям 10 или 11 от ЭВМ вводят информацию о комплекте проводов. Информация является программой работы автомата и поступает в устройство 16.
По окончании ввода и контроля ин- формации сигнал о готовности с пульта 15 управления подают на элемент .ИЛИ 18 и 19. По приходу данного сигнала счетчик 20 кадров устанавливается в состояние 01 и вырабатывает команду на передачу кадров информации о размере первой партии проводов и их количестве из устройства 16 в устройство 13 контроля длины проводов и в датчик 14 количества прово- дов заданной длины. Одновременно данный сигнал поступает на формирователь 21 импульса записи длины провода, по приходу которого происходит установка счетчика 31 в состояние, соответствующее поданной из устройства 16 .информации о длине провода, и через элемент И 22, при наличии разрешающего сигнала с датчика 4 си
ЛЬ натяжения провода, опрокидывается
триггер 24, разрешающий работу генератора 27. Сигналы с генератора 27 поступают на управляемый делитель 28. Частота сигнала, снимаемого с управляемого делителя 28, сначала плавно возрастает, а затем в зависимости .от состояния счетчика 3 убывает. Таким образом осуществляется плавный разгон и останов двигателя механизма подачи провода, что позволяет увеличить среднюю скорость подачи провода и сохранить высокую точность отмера провода. Сигнал с делителя 28 поступает на коммутатор фаз 29 и на счетный вход счетчика 31, работающего в режиме вычитания. С коммутатора фаз 29 сигнал поступает на формирователь 30 сигнала управления механизмом 5 подачи провода.
Q
5
0 5 О
5
0
0
5
При поступлении сигнала на механизм 5 подачи провода происходит включение электродвигателя, который приводит во вращение ведущий ролик 45. Вращение ведущего ролика 45 передается прижимному ролику 46. При вра- щении роликов 45 и 46 происходит подача провода.
При подаче провода механизмом 5 натяжение провода на участке между механизмом 3 размотки провода и механизмом 5 подачи провода возрастает, что фиксируется датчиком 4 силы натяжения провода.. Рычаг 40 с роликом 42 перемещается вниз и с выхода фотоэлектрического датчика 44 -сигнал на увеличение скорости подачи провода поступает в устройство 9 управления механизмом размотки провода. В устройстве 9 управления механизмом размотки провода блок сравнения 68 вырабатывает сигнал, который усиливается усилителем постоянного тока 69. В зависимости от величины сигнала, поступающего с усилителя постоянного тока, генератор пилообразного напряжения 70 изменяет фазу поступающих с него импульсов, которые колибруют- ся форм 1рователем 7 I, импульсов, поступают далее на распределитель 72 импульсов и далее на управляемый ти ристорный вентиль 73. Величина напряжения, снимаемая с управляемого тиристорного вентиля 73 и поступаю- щая на электродвигатель 36, увеличивается пропорционально величине сдвига импульсов, поступающих на управляемый тиристорный вентиль 73. Электродвигатель 36 начинает вращаться быстрее и соответственно быстрее вращается ведущий ролик 35 и прижимной ролик 37, скорость подачи провода с разматывающего устройства 39 возрастает, вследствие чего сила натяжения уменьшается.
Если сила натяжения провода выходит за пределы, то датчик. 4 силы натяжения провода вырабатывает сигнал останова механизма 3 размотки провода и механизма 5 подачи провода.
Усилие, прикладываемое к проводу, изменяется в небольших пределах, что способствует сохранению изоляции провода .
По мере поступления сигнала с управляемого делителя 28 на счетчик 3 его состояние уменьшается до нуля синхронно с отмером длины изготавли51394303
ваемого провода. При состоянии счет ика 31 равным нулю, схема 32 контроля формирует сигнал, по которо1 у . триггер 24 возвращается в исходное состояние и запрещает работу генератора 27, и, следовательно, работу механизма 5 подачи провода.
Одновременно сигнал со схемы 32 контроля нуля поступает на формирователь 26 сигнала отрезки провода и снятия изоляции с него, управляющий механизмом 6 отрезки п овода и снятия изоляции. По данному сигналу происходит включение электропневмоклапа- 5 Включается электродвигатель 67 и подна 58. Штоки пневмоцилиндров 49, 53, 54 приходят в движение, происходит перемещение пальцев 62 и 63, а вместе с ними и отрезных ножей 60, зачист- ных ножей 61 и зажима- провода п.рижи- 20 мами 55 и 56.
Далее происходит срабатывание электропнезмоклапана 57, вследствие чего штоки пневмоцилиндра 52 приходят в движение и происходит сдвиг 25 изоляции. После срабатьюания электро- пневмоклапана 57 происходит обесто- чивание электропневмоклапанов 57. и
водит к блоку ножей другой накопитель . Как только накопитель займет нужное положение, датчик 66 вырабатывает сигнал, по -которому происходит обесточивание электродвигателя 67.
Одновременно сигнал Конец партии проводов заданной длины поступает через элемент ИЛИ 19 на счетчик 20 кадров, увеличивая его состояние на единицу.
Счетчик 20 кадров дает сигнал на считывание информации из устройства 16 о следующей партии проводов согласно сходной программе работы автоСчетчик 20 кадров дает сигнал на считывание информации из устройства 16 о следующей партии проводов согласно сходной программе работы авто58 и включение электропневмоклапана 59, подающего воздух в блок 48 ножей, зо мата. После подготовки последней пар- происходит возврат штоков пневмоци- тии проводов схема 17 управления линдров.53, 54,.52, 49 в исходное положение и вьщув подготовленного провода из блока 48 нойсей.
программным устройством останавливает автомат и вырабатьшает сигнал готовности (индикационный, звуковой и
Изготовленный провод перемещается логический дли гибкой автоматизиро- в соответствующий накопитель 65 сбор- ванной системы).
ника 8.. Сигнал с датчш а 7 об изгоФормула изобретения товлении провода поступает на счетчик 34, состояние которого увеличиформула
Автомат подготовки проводов к монвается на единицу и сравнивается бло-до содержащий программное устройком 33 сравнения со значением информации поступающей из устройства 16. Если равенства значений нет, то .сигнал с блока 33 сравнения, поступающий на один из входов элемента И 23, разрешает прохождение сигнала с датчика 7 контроля изготовления про- вода через элемент И 23 на элемент ИЛИ 18 и далее на формирователь 21 импульса записи длины провода.
- Далее цикл изготовления проводов заданной длины повторяется.
45
50
ство, механизм отрезки пров.ода и снятия с негр изоляции, устройство контроля длины проводов, счетчик коли- чества проводов, соединенные с программным устройством, накопитель, механизм подачи провода и датчик контроля изготовления проводов, отличающийся тем, что, с целью повышения надежности-, производительности, точности отмера длины проводов, он снабжен механизмом размотки провода, соединенным с устройством управления механизмом размотки провода, да: тчиком силы натяжения провода, выход которого подключен к вхоство, механизм отрезки пров.ода и сня тия с негр изоляции, устройство контроля длины проводов, счетчик коли- чества проводов, соединенные с программным устройством, накопитель, механизм подачи провода и датчик контроля изготовления проводов, отличающийся тем, что, с целью повышения надежности-, производительности, точности отмера длины проводов, он снабжен механизмом размотки провода, соединенным с устройством управления механизмом размотки провода, да: тчиком силы натяжения провода, выход которого подключен к вхоЕсли после операции отрезки и снятия изоляции с провода провод не вышел из блока 48 ножей, сигнал с дат- 55 дам устройства управления механизмом чика 7-об изготовлении провода отсут- размотки провода и программного уст- ствует, тем самым блокируется подача ройства, устройством з равления ме- провода триггером 24. .ханизмом подачи провода, выходы ко
Изготовление и накопление в сборнике 8 накопителей первой партии проводов происходит до момента равенства значений информации, поступающей из устройства 16,и счетчика 34, пос- тупаю1цих в блок 33 сравнения.
Блок 33 сравнения вырабатьшает сигнал Конец партии проводов задан- ной длины, поступающий на счетчик 34, сбрасывая его в нулевое состояние и на блок 25 управления накопителем, который подает, сигнал на установ следующего накопителя в сборнике 8,
водит к блоку ножей другой накопитель . Как только накопитель займет нужное положение, датчик 66 вырабатывает сигнал, по -которому происходит обесточивание электродвигателя 67.
Одновременно сигнал Конец партии проводов заданной длины поступает через элемент ИЛИ 19 на счетчик 20 кадров, увеличивая его состояние на единицу.
Счетчик 20 кадров дает сигнал на считывание информации из устройства 16 о следующей партии проводов согласно сходной программе работы автомата. После подготовки последней пар- тии проводов схема 17 управления
мата. После подготовки последней пар- тии проводов схема 17 управления
программным устройством останавливает автомат и вырабатьшает сигнал готовности (индикационный, звуковой и
Формула изобретения
формула
Автомат подготовки проводов к мон содержащий программное устрой
ство, механизм отрезки пров.ода и снятия с негр изоляции, устройство контроля длины проводов, счетчик коли- - чества проводов, соединенные с программным устройством, накопитель, механизм подачи провода и датчик контроля изготовления проводов, отличающийся тем, что, с целью повышения надежности-, производительности, точности отмера длины проводов, он снабжен механизмом размотки провода, соединенным с устройством управления механизмом размотки провода, да: тчиком силы натяжения провода, выход которого подключен к входам устройства управления механизмом размотки провода и программного уст- ройства, устройством з равления ме- ханизмом подачи провода, выходы которогр подключены к механизму подачи провода и одному из входов устройства контроля длины проводов, а входы устройства управления механизмом подачи провода подключены к одному из выходов программного устройства и устройства контроля длины проводов, накопитель соединен с программным
устройством, датчик контроля изготовления проводов соединен с входом счетчика количества проводов и с одним из входов программного устройства, при этом механизм подачи провода выполнен в виде прижимного ролика и приводного ролика, установленного на валу шагового электродвигателя.
сриг.г
Фиг З
фиг.
Фиг.
| Автомат для подготовки проводов к монтажу | 1984 |
|
SU1293779A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| . | |||
