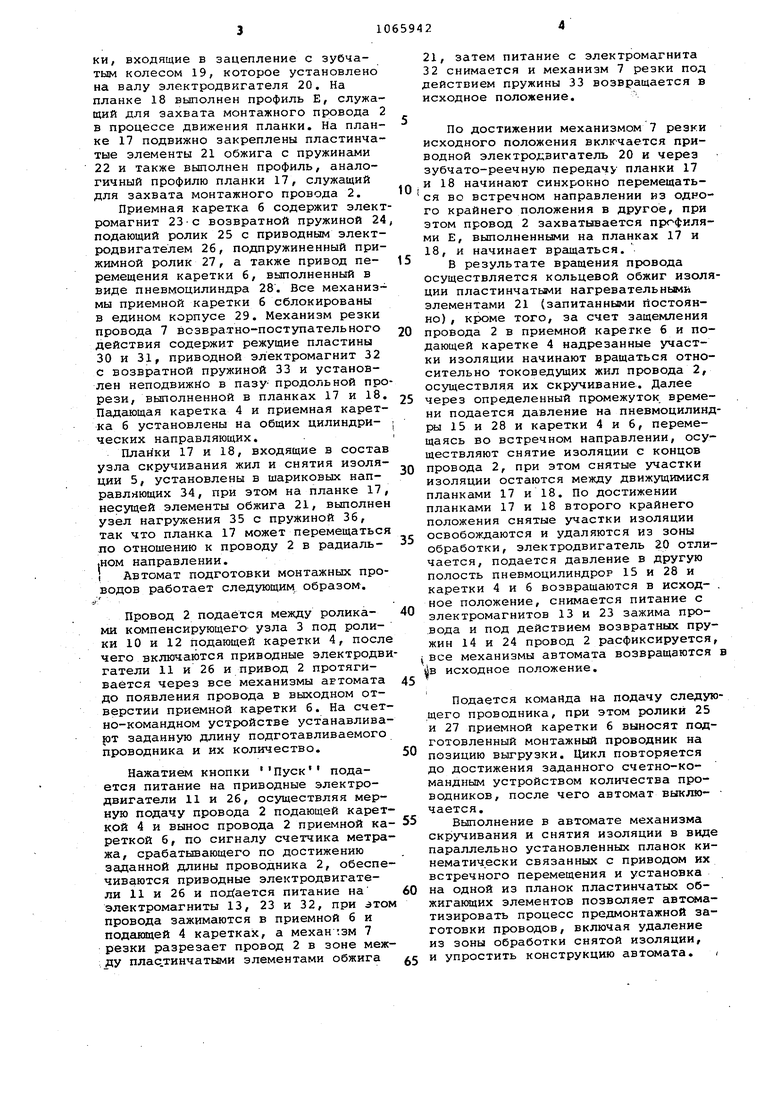
Изобретение относится к технологическому оборудованию для предмонТажной заготовки проводов и может найти применение в электронной и электротехнической промышленности, Известно устройство для предмонтажной заготовки, проводов, содержащее нагревательные элементы, служащие для кольцевого обжига изоляции, а также зажим для удержания и прово рота надрезанного участка изоляции относительно токоведущих жил провода и дальнейшего снятия изоляции в аксиальном направлении. В этом устрОйстве зачищается один конец прово ника и на защищенном участке жилы скручиваются ij . Недостатком указанного устройства является невозможность одновременной, зачистки обоих концов провода и использование устройства в авт матическом режиме работы. Известно устройство для снятия изоляции и мерной резки проводов, содержащее каретки, в которых установлены механизмы для зажима прово,да, ножевой блок для надрезки изоляции, нож для резки провода, механизм для подачи провода, привод рабочих механизмов, в котором с целью упрощения конструкции привод рабочих механизмов выполнен в виде штока, контактирующего с отрезным ножом, шарнирно связанного с рычагами имеющими на свободных концах вырезы в которых расположены шарниры, уста новленные на каретках, и связанного через подпружиненные тяги с механиз мом для зажима провода, а через тор мозной механизм - с ножевым блоком Недостатком указанного устройства является отсутствие операции скрутки токоведущих жил на зачищаемых участках монтажного провода. Кроме того, использование данного устройства неприемлемо в тех случаях, когда механическая порезка изоЛИДИИ недопустима. Наиболее близким к предлагаемому является автомат для обжига изоляции, скручивания жил и резки монтаж ных проводов, содержащий роликовый подающий механизм, пластинчатые обжигающие элементы, механизм скручивания жил, счетно-командное и отрезное устройство, в котором для обжига изоляции с одновременным скр чиванием жил механизм скручивания жил выполнен в виде двух зажимов, установленных с возможностью вращения в противоположных направлениях относительно двух неподвижных обжиг ющих элементов, а отрезной нож уста новлен вне зоны обжига pij недостатком указанного автомата является то, что надрезанный участо изоляции после скручивания жил и резки провода не снимается на автомате и должен быть в последующем удален вручную, кроме того,конструктивно автомат весьма сложен. Автоматизация процесса подготовки монтажных проводов на автомате является не полной. Цель изобретения - автоматизация процесса и упрощение конструкции. Поставленная цель достигается тем, что в автомате для предмонтажной заготовки проводов, содержащем кинематически связанные с приводом через счетно-командное устройство механизмы зажима и мерной подачи провода, пластинчатые элементы для обжиги изоляции, механизм скручивания жил и снятия изоляции и механизм отрезки, механизм скручивания жил и снятия изоляции выполнен в виде двух параллельно установленных планок, кинематически связанных через зубчато-реечную передачу с приводом встречного поступательного перемещения их в направлении, перпендикулярном к оси подачи провода, в каждои планке выполнена продольная прорезь, в которой расположены режупщё элементы механизма отрезки, при этом пластинчатые элементы установлены на одной из планок с возможностью перемещения в направлении, перпендикулярном перемещению послед:ней. На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 - узел скручивания и снятия изоляции, общий вид; на фиг. 3 - то же, вид сверху; на фиг. 4 - разрез А-А на фиг. 2; на фиг. 5 - разрез Б-Б на фИг. 2; на фиг. б - разрез В-В на фиг. 2. Автомат для предмонтажной заготовки проводов содержит отдатчик 1 с катушкой, несущей провод 2, узел компенсационных роликов 3, служащий для обеспечения постоянного натяжений провода 2, подающую каретку 4, узел скручивания жил и снятия изоляции 5, приемную каретку б, механизм 7 резки провода и счетное 8 и командное 9 устройства. Подающая каретка 4 содержит счетчик метража, подающий ролик 10 с приводом в виде электродвигателя 11, подпружиненный прижимной ролик 12, электромагнит механизма 13 зажима провода с возвратной пружиной 14, привод перемещения каретки 4, выполненный в виде пиевмоцилиндра 15. Все механизмы подающей каретки 4 сблокированы в едином корпусе 16. Узел скручивания жил и снятия изоляции 5 выполнен в виде двух параллельно установленных подвижных лланок 17 и 18., на периферийной части которых выполнены зубчатые рейки, входящие в зацепление с зубчатым колесом 19, которое установлено на валу электродвигателя 20. На планке 18 выполнен профиль Е, служащий для захвата монтажного провода 2 в процессе движения планки. На планке 17 подвижно закреплены пластинчатые элементы 21 обжига с пружинами 22 и также выполнен профиль, аналогичный профилю планки 17, служащий для захвата монтажного провода 2.
Приемная каретка б содержит электромагнит 23-с возвратной пружиной 24 подающий ролик 25 с приводным электродвигателем 26, подпружиненный прижимной ролик 27, а также привод перемещения каретки 6, выполненный в виде пневмоцилиндра 28. Все механизмы приемной каретки 6 сблокированы в едином корпусе 29. Механизм резки провода 7 возвратно-поступательного действия содержит режущие пластины 30 и 31, приводной электромагнит 32 с возвратной пружиной 33 и установлен неподвижно в пазу- продольной прорези, выполненной в планках 17 и 18. Падающая каретка 4 и приемная каретка б установлены на общих цилиндрических направляющих.
Планки 17 и 18, входящие в состав узла скручивания жил и снятия изоляции 5, установлены в шариковых направляющих 34, при этом на планке 17, несущей элементы обжига 21, выполнен узел нагружения 35 с пружиной 36, так что планка 17 может перемещаться ло отношению к проводу 2 в радиаль,ном направлении.
I Автомат подготовки монтажных проводов работает следующим, образом.
Провод 2 подаётся между роликами компенсирующего узла 3 под ролики 10 и 12 подающей каретки 4, после чего включаются приводные электродвигатели 11 и 26 и привод 2 протягивается через все механизмы автомата до появления провода в выходном отверстии приемной каретки б. На счетно-командном устройстве устанавливают заданную длину подготавливаемого проводника и их количество.
Нажатием кнопки Пуск подается питание на приводные электродвигатели 11 и 26, осуществляя мерную подачу провода 2 подающей кареткой 4 и вынос провода 2 приемной кареткой 6, по сигналу счетчика метража, срабатывающего по достижению заданной длины проводника 2, обеспечиваются приводные электродвигатели 11 и 26 и подается питание на электромагниты 13, 23 и 32, при этом провода зажимаются в приемной 6 и подающей 4 каретках, а механизм 7 резки разрезает провод 2 в зоне между пластинчатыми элементами обжига
21, затем питание с электромагнита 32 снимается и механизм 7 резки под действием пружины 33 возвращается в исходное положение.
По достижении механизмом 7 резки исходного положения включается приводной электродвигатель 20 и через зубчато-реечную передачу планки 17 и 18 начинают синхронно перемещаться во встречном направлении из одного крайнего положения в другое, при этом провод 2 захватывается профилями Е, выполненными на планках 17 и 18, и начинает вращаться.
В результате вращения провода осуществляется кольцевой обжиг изолции пластинчатыми нагревательными элементами 21 (запитанными постоянно) , кроме того, за счет защемления провода 2 в приемной каретке 6 и подающей каретке 4 надрезанные участки изоляции начинают вращаться относительно токоведущих жил прювода 2, осуществляя их скручивание. Далее через определенный промежуток времени подается давление на пневмоцилиндры 15 и 28 и каретки 4 и 6, перемещаясь во встречном направлении, осуществляют снятие изоляции с концов провода 2, при этом снятые участки изоляции остаются между движущимися планками 17 и 18. По достижении планками 17 и 18 второго крайнего положения снятые участки изоляции освобождаются и удаляются из зоны обработки, электродвигатель 2.0 отличается, подается давление в другую полость пневмоцилиндрор 15 и 28 и каретки 4 и 6 возвращаются в исходное положение, снимается питание с электромагнитов 13 и 23 зажима провода и под действием возвратных пружин 14 и 24 провод 2 расфиксируется
; все механизмы автомата возвращаются
в исходное положение.
Подается команда на подачу следующего проводника, при этом ролики 25 и 27 приемной каретки 6 выносят подготовленный монтажный проводник на позицию выгрузки. Цикл повторяется до достижения заданного счетно-команднЕлм устройством количества проводников, после чего автомат выключается.
Выполнение в автомате механизма скручивания и снятия изоляции в виде параллельно установленных планок кинематически связанных с приводом их встречного перемещения и установка на одной из планок пластинчатых обжигакнцих элементов позволяет автетлатизировать процесс предмонтажной заготовки проводов, включая удаление из зоны обработки снятой изоляции, и упростить конструкцию автомата.
(Of
Рч
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия изоляции,скручивания жил и резки монтажных проводов | 1981 |
|
SU955310A1 |
| Автомат для обжига изоляции,скручивания жил и резки монтажных проводов | 1966 |
|
SU454626A1 |
| Автомат для подготовки электрических проводов к монтажу | 1975 |
|
SU560284A1 |
| Автомат для изготовления монтажных проводов | 1980 |
|
SU875519A1 |
| Автомат для подготовки проводов к монтажу | 1981 |
|
SU980201A1 |
| Устройство для разделки концовМОНТАжНыХ пРОВОдОВ | 1979 |
|
SU817832A1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Автомат для предмонтажной обработки проводов | 1983 |
|
SU1129681A1 |
| Устройство для обжига и удаления изоляции с монтажных проводов | 1980 |
|
SU936139A1 |


АВТОМАТ ДЛЯ ПРЕдаОНТАЖН ЗАГОТОВКИ ПРОВОДОВ, содержащий к матически связанные с приводами рез счетно-командное устройство ханизмы зажима и мерной подачи п вода, пластинчатые элементы для обжига изоляции механизма скручивания жил и снятия изоляции и механизм отрезки, отличающийся тем, что, с целью автоматизации процесса и упрощения конструкции, механизм скручивания жил и снятия изоляции выполнен в виде двух параллель но установленных планок, кинематически связанных через зубчато-реечную передачу с приводом встречного поступательного перемещения их в направлении, перпендикулярном к оси подачи провода, в каждой планке выпоЛ; нена. продольная прорезь, в которой расположены режущие элементы механизма отрезки, при этом пластинчатые элементы установлены на одной из планок с возможностью перемещения в направлении, перпендикулярном перемещению последней.
fpus.5
в-в
Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
