На горизонтальных направляющих станины 1 установлена подвижная каретка 2, несущая в корпусе 3 двухрезцовую отрезную головку 4 с приводом от электродвигателя 5. На каретке 2 закреплены два корпуса 6, в которых расположены подвижные к)лачки 7 (см. фиг. 3), кинематически связанные с пневмоцилиндром 8, центральным зубчатым колесом 9 и промежуточными зубчатыми колесами 10. В одном из корпусов 6 закреплена сменная направляющая втулка 11, служащая для предварительного центрирования и направления трубы. На отрезной головке 4 закреплены отрезные резцы 12, радиально перемещающиеся от копирной линейки 13 через ползун 14 с роликом 15, щток пневмоцилиндра 16, рычаг 17 и далее гильзу 18, соединенную рычагами 19 с резцедержателями 20. Пружина 21 служит для мгновенного отвода резцов после окончания резки.
Мерительная часть автомата состоит нз двух трубчатых штанг 22, соединенных между собой поперечинами 23, образуя подвижную раму, скрепленную с корпусом 3 отрезной головкн 4. Направляющие качения 24, несущие раму, смонтированы на неподвижных консолях 25. На продольных штангах рамы закреплен переставляемый в зависимости от длины отрезаемой заготовки корпус 26, несущий подвижной измерительный упор 27. В совокупности подвижная каретка с отрезными и зажимными устройствами и жестко связанная с ней подвижная рама с измерительным упором 27 составляют общий измерительно-отрезной узел автомата. На измерительном упоре 27 расположены ролики 28, которые с помощью клиновых планок 29, закрепленных на корпусе самоходного рольганга 30, определяют вертикальное положение измерительного упора 27 в процессе отмера, отрезки н транспортировки отрезанной заготовки, и ролики 31, которые поддерлсивают упор в верхнем положении. Ролики рольганга 30 приводятся от электродвигателей 32.
Узел привода подачи и синхронизации скорости измерительно-отрезного узла автомата со скоростью движущейся трубы состоит из силового исполнительного следящего привода и задающего следящего привода.
Силовой следящий привод состоит из подвижного гидроцилиндра 33 цлунжерного типа, следящего золотника 34 и звена 35, соединяющего силовой привод с задающим.
Задающий следящий привод включает в себя гидроусилитель 36 крутящих моментов с установленным на нем поворотным рукавом 37 с контактным роликом 38, кинематически связанным с входным валом гидроусилителя. На выходном валу гидроусилителя 36 смонтирован кривошип 39, соединенный с шатуном 40 серьгой 41. Концевая часть шатуна 40 контактирует со звеном 35 следящего золотника 34. Исходное положение шатуна 40 контролируется концевым выключателем 42. Пневмоцилиндр 43 связан с рукавом 37. На левой
стороне станины 1 расположен гидроцилиндр 44 плунжерного типа, возвращающий измерительно-отрезной узел в исходное положение.
Отрезной автомат работает следующим образом.
Движущаяся труба из трубного стана входит в направляющее очко 45 и направляющую сменную втулку 11 и свободно проходит через отверстие шпинделя отрезной головки 4. При
подходе торца трубы к измерительному упору 27 на расстояние / с помощью фотодиода включается пневмоцилиндр 43, который, поворачивая рукав 37, вводит контактный ролик 38 в соприкосновение с поверхностью движущейся трубы. Далее с помощью зубчатой передачи, расположенной в рукаве 37, сообщается вращательное движение круговому следящему золотнику усилителя моментов. Кривошип 39, установленный на выходном валу
усилителя моментов, посредством серьги 41 сообщает поворотное движение шатуну 40, отслеживаемое золотником 34 подвижного гидроцилиидра 33, сообщающего измерительноотрезному узлу автомата нлавное нарастание
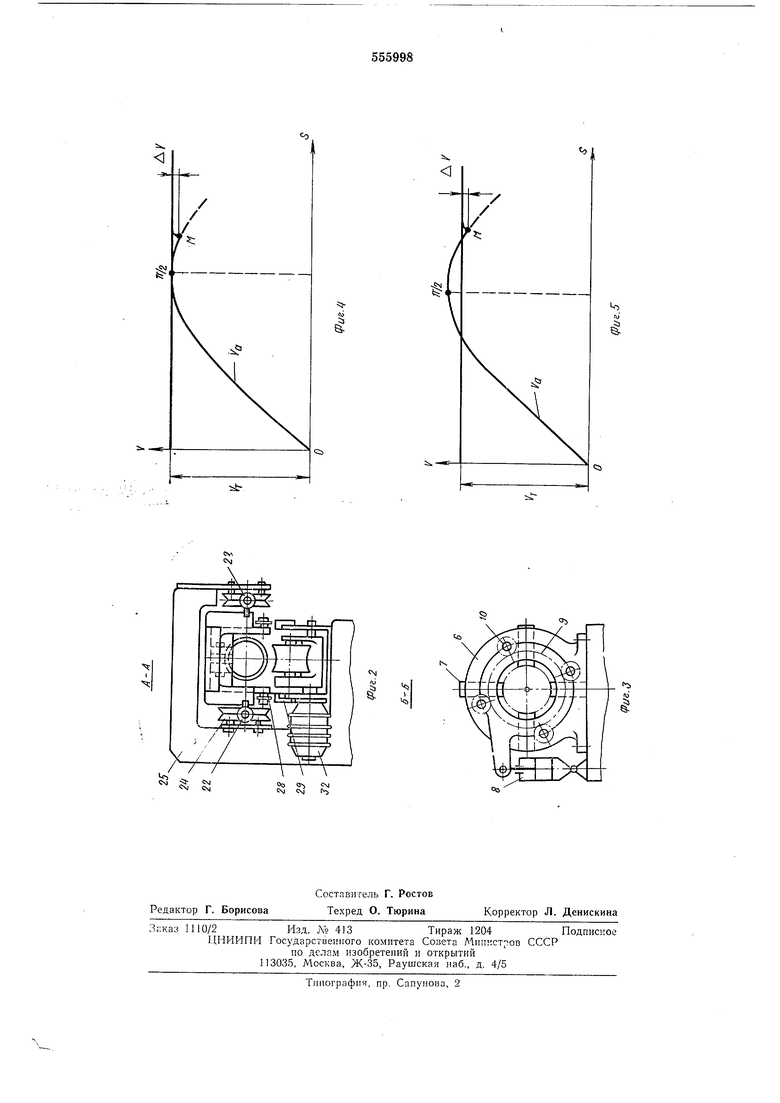
скорости от нуля до скорости трубы. Измерение скорости происходит по закону синуса (см. фиг. 4 и 5). Направление скорости совпадает с направлением движения трубы.
Максимальная скорость измерительно-отрезного узла Уа и скорость трубы УТ могут быть равны (см. фиг. 4) или максимальная скорость измерительно-отрезного узла берется, несколько больше (см. фиг. 5). Посадка торца трубы на измерительный упор 27 происходит в точке М, при этом скорость измерительно-отрезного узла меньше скорости трубы на величину AV. В момент включения приводного ролика в контакт с движущейся трубой скорость измерительно-отрезного узла равна нулю. Это соответствует началу работы привода подачи и синхронизации скорости измерительно-отрезного узла автомата со скоростью движущейся трубы. В этот момент торец трубы находится на расстоянии / от измерительного
упора 27 (см. фиг. 1).
После посадки торца трубы на измерительный упор 27 перемещение измерительно-отрезного узла по направляющим качения 24 (см. фиг. 2) осуществляется непосредственно трубой. При этом с помощью путевого конечника происходит включение зажимных устройств трубы, расположенных на каретке 2 по обе стороны отрезной бабки. Зажим трубы осуществляется пневмоцилиндром 8, кулачками 7 и
зубчатыми колесами 9 и 10 (см. фиг. 3). Одновременно при помощи копиркой линейки 13 после ускоренного радиального подвода резцов 12 к поверхности трубы деталями 14, 15, 16, 17, 18, 19 и 20 происходит ее отрезка, при
этом поршень пневмоцилиндра 16 отжат в верхнее положение. В процессе отрезки трубы ролики 28, закрепленные на измерительном упоре 27, набегают на клиновые планки 29, неподвижно закрепленные на корпусе
рольганга 30, в результате чего измерительный упор 27 по направляющим поднимается в верхнее положение, обеспечивая свободную транспортировку отрезанной трубы по рольгангу.
После отрезки трубы каретка 2 наезжает на концевой выключатель, в результате чего пневмоцилиндр 16 выключается, что позволяет пружине 21 осуществить мгновенный отвод резцов, труба отжимается в зажимных устройствах, золотник 46 переключается (см. фиг. 1) в положение свободного слива масла в гидробак и включается гндродилиндр 44 подачи измерительно-отрезного узла в правое исходное положение.
Конец а щтока подвижного гидроцилиндра 33, имеющий коническую форму, при подходе каретки 2 в правое исходное положение, замедляет слив масла из цилиндра 33 и исключает удар при подходе каретки к жесткому упору.
Транспортировка отрезанной трубы по самоходному рольгангу 30 осуществляется на ускоренном ходу, при этом измерительный упор 27 роликом 31, касающимся поверхности транспортируемой трубы, поддерживается в верхнем положении. После выхода трубы из зоны измерительного упора последний занимает нижнее исходное положение для отмер а следующей трубной заготовки. Вывод контактного ролика 38 из соприкосновения с движущейся трубой пневмоцилиндром 43 и выключение кривошипно-щатунного механизма в исходном положении для обеспечения последующего цикла осуществляются концевым выключателем 42 после полного оборота кривощипа, в момент соприкосновения его с щатуном 40. Одновременно отключается золотник 46, занимающий после этого положение, показанное на фиг. 1. Таким образом, введение узла синхронизацип обеспечивает плавный бесступенчатый разгон измерительно-отрезного узла автомата от нуля до скорости трубы, что в значительной степени повыщает надежность резки и, следовательно, производительность. Кроме того, установка двухрезцовой вращающейся отрезной головки с радиальной подачей от копирного устройства и механизма мгновенного отвода резцов после резки от трубы также способствуют повыщению производительности.
Формула изобретения
Отрезной автомат для резки непрерывно движущейся трубы на заготовки заданной
длины, содержащий станину и подвижный на ее направляющих вдоль оси отрезаемой трубы измерительно-отрезной узел с устройствами автоматического , зажата и резки, отличающийся те.м, что, с целью повыщения
производительности и надежности резки, он снабжен л;еханизмом синхронизации, состоящим из гидроцилиндра с управляющим золотником и следящего привода золотника, выполненного в виде кривощипно-щатунного механизма с роликом, периодически замыкаемым на движущуюся трубу.
Источники информации, принятые во внимание при эксиертизе:
1. Авт. св. 300264, кл. В 23d 21/00, 1969.
2. Авт. св. № 217902, 1:л. В 23d 21/00, 1966 (прототии).

| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной автомат | 1977 |
|
SU740414A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| АВТОМАТ ДЛЯ МЕРНОЙ РЕЗКИ ТРУБ | 1971 |
|
SU410886A1 |
| Устройство к ножницам для установки длины отрезаемых заготовок | 1990 |
|
SU1761391A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Устройство для резки непрерывно движущихся изделий | 1983 |
|
SU1139582A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ТРУБ | 1997 |
|
RU2130363C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
/7//f///ff om.jem-Mou пОу5/ / Зона omuejffa IM 6 с 7 fo Jj& /// , , Д- j I г г-гк JOf/a//стремюго noffSoffa .
/
К
.
у
I:
о
5
