В известных устройствах для контроля и сортировки тороидальных трансформаторов, содержащих бункер со сниральньим лотком, транспортирующий механизм, узел измерения параметров трансформаторов и качающийся лоток, управляемый электромагнитом, подключенным к узлу измерения, ириходится вручную загружать трансформаторы в бункер, чтобы обеспечить нужную ориентировку выводов трансформаторов относительно приемного гнезда узла измереиия параметров трансформаторов, илн использовать весьма сложные фотоэлектрические системы автоматической ориентировки.
В описываемом автоматическом устройстве для контроля и сортировки тороидальных трансформаторов упрощение системы автоматической ориентировки выводов трансформаторов относительно приемного гнезда узла измерения достигнуто размещением возле нижнего витка спирали бункера профилированной канавки и применением в качестве транспортирующего механизма барабана с профилированными ячейками.
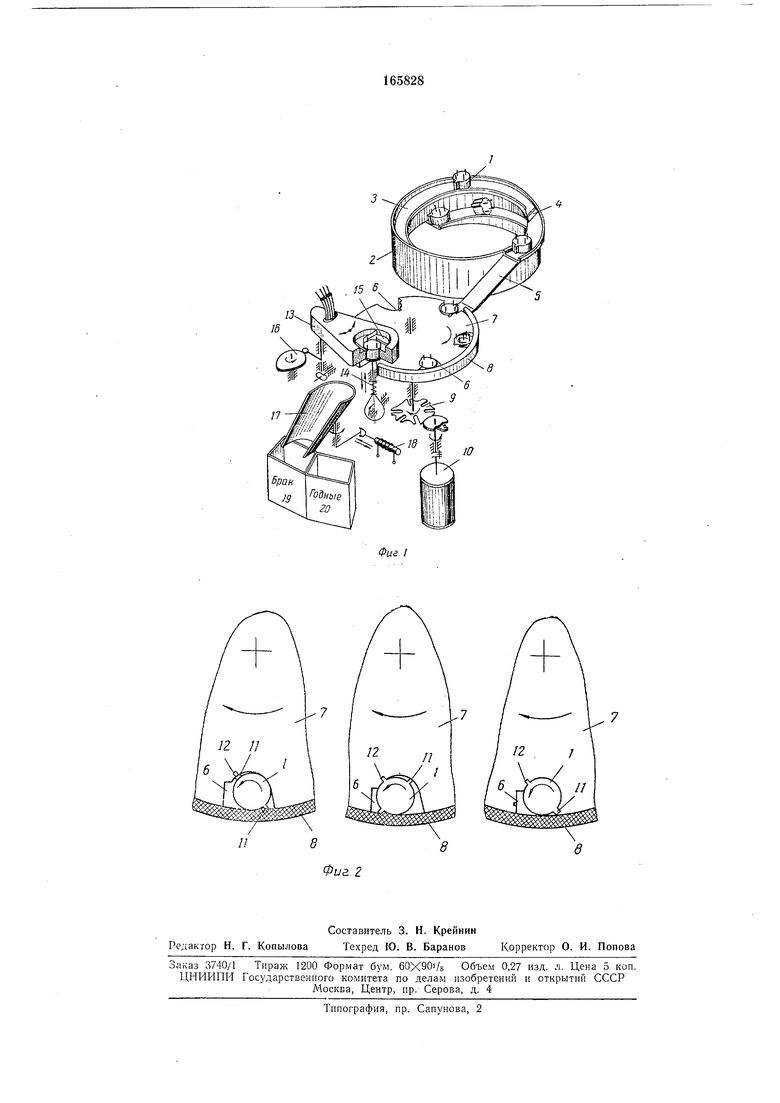
На фиг. 1 схематически изображено все устройство в целом; на фиг. 2-часть транспортирующего барабана с профнлироваиными ячейками.
ральным лотком 3. На последнем витке спирали лотка размещена профилированная канавка 4, ось которой образует острый угол с направлением движения трансформатора по лотку. Ширина канавкн выбирается равной 0,3-0,5 диаметра трансформаторов; по мере удаления от устья она постепенно увеличивается. Трансформаторы, выводы которых обращены кверху, проходят мимо канавки и поступают на наклонный лоток 5. Остальные трансформаторы, катящиеся по лотку или скользящие выводами вииз, направляются по канавке в бункер, не показанный на чертеже,
из которого вновь загружаются в бункер 2. образом, на лоток 5 поступают только трансформаторы, ориентированные штырьками вверх. Скользя по лотку 5, трансформаторы поочередно загружаются в профилированные ячейки 6 транспортирующего барабана 7. Одну боковую стенку профплироваииых ячеек образует окружающая барабан неподвижная резиновая o6oiiMa 8, выполненная из упругого
материала, например из пористой резины.
Количество ячеек в барабане равно числу подо тех пор, пока один из ключей 11 корпуса трансформаторов не войдет в прямоугольный паз 12, которым снабжена каждая ячейка 6. Ширнна паза равна шнрнне более узкого ключа трансформатора, вследствие чего все трансформаторы ориентируются в ячейках одинаковым образом. В дальнейшем при повороте барабана трансформаторы уже не новорачиваются в обоймах, так как надежно удерживаются своими ключами, вошедшими в пазы.
После подачи очередного трансформатора к головке 13 узла контроля (не показан на чертеже) толкатель 14 вводит трансформатор в приемное гнездо 15 головки. Кулачок 16 поворачивает ее и устаиавливает над качающимся лотком 17. Во время поворота осуш,ествляется проверка годности трансформатора. После проверки узел контроля подает команду на подключенный к нему электромагнит 18, который устанавливает качаюш.ийся лоток над бункером 19 для бракованных или над бункером 20 для годных трансформаторов. В конце поворота головки трансформатор при помош,и кулачка (не показан на чертеже) освобождается из гнезда 15 и попадает в соответствуюш,ий бункер. Устройство может быть использовано для разбраковки импульсных трансформаторов, снабженных ключами
на корпусе и имеющих выводы в виде штырьков.
Предмет изобретения
Автоматическое устройство для контроля и сортировки тороидальных трансформаторов, содержащее снабженный спиральным лотком вибрационно-загрузочный бункер, соединенный с транспортируюш,им механизмом, служащим для подачи трансформаторов к узлу измерения их параметров, и расположенный под этим узлом качающийся лоток с управляющим электромагнитом, подключенным к выходу узла измерения, отличающееся тем,
что, с целью упрощения автоматизации процесса ориентировки выводов трансформаторов относнтельио приемного гнезда головки узла измерення параметров трансформаторов, возле нижнего витка спирали лотка вибрациоииого загрузочного бункера под острым углом к направлению движения церемещающихся по спиральному лотку трансформаторов размещена проф|илированная канавка, а в качестве транспортирующего механизма
испо.льзован вращающийся барабан с профилированными ячейками, соединенный с бункером наклонным лотком и снабженный обоймой, изготовленной из упругого материала, например из пористой резины.
316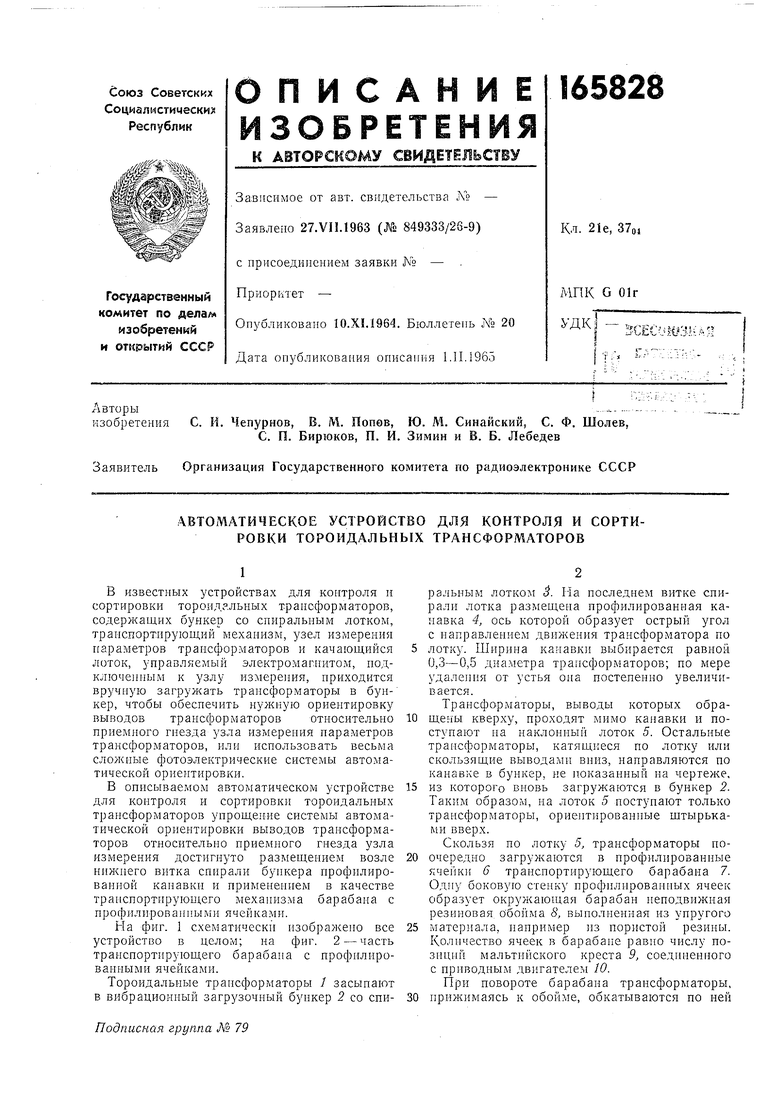
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки сердечников | 1980 |
|
SU895552A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ РАССОРТИРОВКИ МИКРОМИНИАТЮРНЫХ ФЕРРИТОВЫХ СЕРДЕЧНИКОВ | 1965 |
|
SU170577A1 |
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ПОСТОЯННЫХ МЕТАЛЛОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1973 |
|
SU362587A1 |
| УСТАНОВКА ДЛЯ МОЙКИ И СУШКИ СТЕКЛЯННОЙ ТАРЫ | 1969 |
|
SU243419A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1968 |
|
SU221319A1 |
| Устройство для ориентации радиодеталей | 1976 |
|
SU745036A1 |
| Устройство для автоматической очистки ткацких шпуль от остатков пряжи | 1960 |
|
SU141444A1 |
| Устройство для сортировки дискообразных деталей | 1984 |
|
SU1266576A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ ДЕТАЛЕЙ ПО ЛИНЕЙНЫМРАЗМЕРАМ | 1971 |
|
SU321670A1 |
| АВТОМАТ ДЛЯ ЖИДКОСТНОЙ ОБРАБОТКИ | 1967 |
|
SU192585A1 |