Известный автомат для жидкостной обработки, например травления, промывки, фосфатирования, омыления и сушки, деталей цилиндрической формы, например промежуточных заготовок колец карданных подшипников, состоит из ряда последовательно по технологическому процессу установленных автономных ванн с приспособлениями для передачи деталей из одной ванны в другую, приборами для регулирования и контроля температурного ванн и средствами привода. Обрабатываемые детали находятся в указанных ваннах в постоянном соприкосновении друг с другом и в результате на поверхности деталей остаются необработанные места, что снижает их качество. Кроме того, ванны негерметичны, а это ухудшает условия труда, так как окружающий воздух загрязняется вредными парами.
Предлагаемый автомат, с целью качественной обработки деталей цилиндрической формы, например промежуточных заготовок колец карданных подшипников, снабжен механизмом транспортировки деталей в горизонтальной плоскости и механизмом передачи их из одной ванны в другую, которые расположены внутри герметических ванн, имеющих средства привода этих механизмов. Кроме того, для равномерной обработки всей поверхности деталей механизм их транспортировки в ваннах травления, промывки, фосфатирования и омыления выполнен в виде вращающегося от средств привода диска с радиально расположенными шипами, над которым неподвижно укреплена спираль Архимеда, способствующая перемещению деталей от центра к периферии, причем расстояние между деталями увеличивается по мере удаления их от центра,
0 а в ванне промывки - в виде неподвижного диска с мембранами ультразвуковых преобразователей, над которым расположен вращающийся диск с окнами. Для улучшения качества сушки механизм транспортировки деталей внутри ванны сущки имеет вид неподвижных, установленных в несколько этажей ци линдрических кольцевых лотков с прямоугольными отверстиями, расположенными по этажам в щахматном порядке и взаимодействующими с ячейками вращающегося барабана, смонтированного внутри кольцевых лотков и связанного со средствами привода. Детали транспортируются из одной ванны в другую с помощью винтового подъемника, имеющего
5 корпус с П-образными направляющими пазами, ограничивающими детали при их перемещении из горизонтальной плоскости в вертикальную, приемный и загрузочный лотки в верхней и нижней частях подъемника, ориенспреерное устройство для струйной промывки деталей.
Автомат подобной конструкции позволяет увеличить производительность, а также улучшить условия труда.
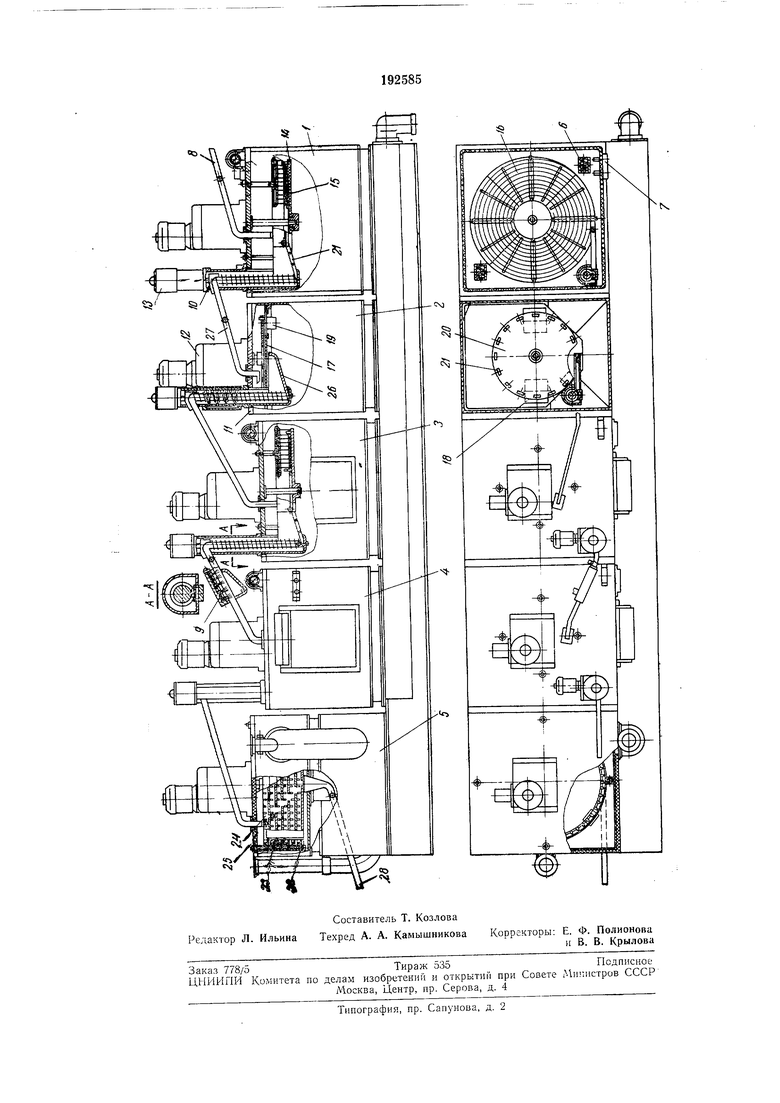
На чертеже изображен общий вид описываемого автомата, в разрезе и плане.
Автомат состоит из автономных герметических ванн: 1-травления, 2 - промывки, 3- фосфатирования, 4 - омыления и 5 - сушки, снабженных приборами 6 для регулирования и 7 контроля температурного режима ванн, индивидуальными лотками 8 для приема деталей 9, механизмов транспортировки деталей внутри ванн в горизонтальной плоскости, винтовым подъемником 10 со спреерным устройством 11 для струйной промывки деталей, передаюш.им их с горизонтальной плоскости в вертикальную, и средствами 12 и 13 привода.
Механизм транспортировки деталей внутри ванн 1, 3, 4 выполнен в виде враш,ающегося диска 14 с радиально расположенными шипами 15, над которым неподвижно укреплена спираль 16 Архимеда, внутри ванны 2 - в виде неподвижного диска 17 с двумя мембранами 18 ультразвуковых преобразователей 19 по периферии, над которым установлен враш,аюш,ийся диск 20 с окнами 21, а внутри ванны 5 - в виде неподвижных, установленных в несколько этажей цилиндрических кольцевых лотков 22 с прямоугольными отверстиями 23, расположенными в шахматном порядке. Внутри лотков смонтирован вращаюш,ийся барабан 24, имеюший радиальные ячейки 25, с помош,ью которых обрабатываемые детали перемешаются с этажа на этаж с одного лотка на Другой.
Корпус подъемника 10 снабжен П-образными направляющими пазами, которые ограничивают детали при их перемещении, а также приемным 26 и загрузочным 27 лотками для ориентации деталей в нужном направлении.
Автомат работает следующим образом.
Детали по загрузочному лотку В подаются в ванну / травления в центр диска 14 и по траектории спирали Архимеда перемещаются к периферии, причем скорость вращения деталей увеличивается по мере их удаления от центра, благодаря чему детали отрываются друг от друга, что и обеспечивает равномерную обработку всей их поверхности. Диск 14 вращается с такой скоростью, что полностью обрабатывает детали за один оборот. После этого детали попадают на приемный лоток 26 винтового подъемника 10, ориентируются в нужном направлении и подаются вертикальным винтом подъемника в ванну 2 промывки через загрузочный лоток 27. В ванне промывки детали перемещаются в горизонтальной плоскости по неподвижному диску 17 вращающимся диском 20 с окнами 21. Детали в винтовом подъемнике проходят дополнительную струйную промывку из спреерного устройства
11 и поступают в ванну 3 для фосфатирования. Отсюда винтовой подъемник перемещает детали в ванпу омыления, а из нее, снова винтовым подъемником, - в ванну сушки, где,
перемещаясь с этажа на этаж между ячейками вращающегося барабана и прямоугольными отверстиями цилиндрических лотков, детали сушатся горячим воздухом, который продувается в ванну вентилятором через калорифер
(на чертеже не показаны). Обработанные и высушенные детали подаются в лоток 28 и выводятся из автомата.
Предмет изобретения
1.Автомат для жидкостной обработки, например травления, промывки, фосфатирования, омыления и сущки, деталей, состоящий из ряда последовательно установленных по
ходу технологического процесса автономных ванн, снабженных приспособлениями для передачи деталей из одной ванны в другую, приборами для регулирования и контроля температурного режима ванн и средствами
привода, отличающийся тем, что, с целью качественной обработки деталей цилиндриче-; ской формы, например промежуточных заготовок колец карданных подшипников, механизм транспортировки деталей в горизонтальной плоскости и механизм передачи их из одной ванны в другую (винтовой подъемник) расположены внутри герметических ванн, имеющих средства привода этих механизмов.
2.Автомат по п. 1, отличающийся тем, что, с целью качественной обработки всей поверхности деталей, механизм транспортировки внутри ванн в горизонтальной плоскости выполнен в виде вращающегося диска с радиально расположенными шипами и неподвижно закрепленной над ним спирали .А-рхимеда в ваннах травления, фосфатирования и омыления и в виде неподвижного диска с мембранами ультразвуковых преобразователей, над которым расположен вращающийся диск с окнами
в ванне промывки.
3.Автомат по пп. 1 и 2, отличающийся тем, что, с целью улучшения качества сушки деталей, механизм транспортировки последних внутри ванны сушки выполнен в виде неподвижных, установленных в несколько этажей цилиндрических кольцевых лотков с прямоугольными отверстиями, расположенными по этажам в шахматном порядке и взаимодействуюшими с ячейками вращающегося барабана, смонтированного внутри кольцевых лотков и связанного со средствами привода.
4.Автомат по пп. 1, 2 и 3, отличающийся тем, что, с целью герметической подачи деталей из одной ванны в другую и улучшения
условий труда, корпус винтового подъемника снабжен П-образными направляюпщми пазами и приемным и загрузочным лотками, укрепленными в верхней и нижней частях подъемника.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для жидкостной обработки цилиндрических деталей | 1982 |
|
SU1066675A1 |
| Автомат для жидкостной обработки | 1982 |
|
SU1041603A1 |
| ЛИНИЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И БАРАБАН ДЛЯ НЕЕ | 2013 |
|
RU2544723C1 |
| Устройство для обработки деталей в ваннах | 1982 |
|
SU1084220A1 |
| УСТРОЙСТВО ДЛЯ ТРАВЛЕНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2031976C1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ФОСФАТИРОВАНИЯ | 1967 |
|
SU196511A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| АГРЕГАТ ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU392173A1 |