О О

1 Червячная фреза, винтовая производящая поверхность которой выполнена гиперболической, отличающаяся тем, что, с целью расширения технологических возможностей путем использования для рарезания червячных колес, зацепля- змых с гиперболическим червяком, передние поверхности зубьев выполнены нормальными винтовой линии на основном цилиндре, а режущие кромки выполнены прямолинейными. 2. Способ изготовления червячной фрезы, спрофилированной на базе гиперболоидного производящего червяка, предназначенной для нарезания червячных колес, при котором фрезу устанавливают под углом к оси обрабатывающего инструмента типа резца, отличающийся тем, что, с целью расширения технологических возможностей, инструменту сообщают движение, при котором его режущие кромки перемещаются в плоскости, проходящей через точку касания делит тельных поверхностей Фрезы и производящего червячного колеса. §
Изобретение относится к инструментальному производству и может быть использовано при нарезании червячных колес.
Целью изобретения является расширение технологических возможностей путем использования фрезы для нарезания червячных колес, зацепляемых с гиперболическим червяком.
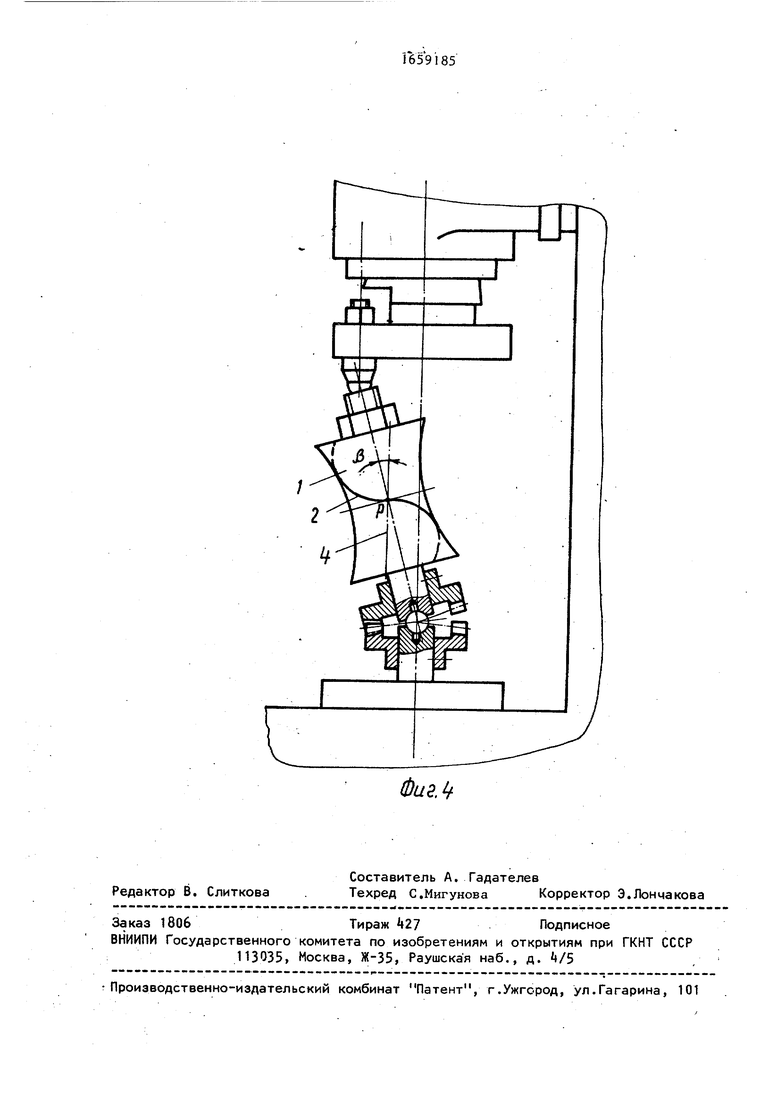
На фиг. 1 показана червячная фреза;, на фиг. 2 - вид А на фиг. 1; на фиг. 3 вид Б на фиг. 1; на фиг. 4 - установка фрезы при формировании гиперболоидной производящей поверхности и затылования зубьев.
Червячная фреза 1 содержит винтовую нарезку 2, на которой выполнены режущие зубья 3, передние поверхности 4 которых выполнены параллельными винтовой линии на основном цилиндре, а режущие кромки 5 выполнены прямолинейными.
Режущие кромки 5 зубьев фрезы расположены на гиперболоидной производящей винтовой поверхности. При нарезании червячных колес, зацепляемых с гипероолоидным червяком, фрезе сообщают вращение с постоянной угловой скоростью, согласованное с вращением червячного колеса. Дополнительно фреСЛ
зе сообщают движение радиального вращения. В результате получают поверхность зуба колеса, которая представляет собой огибающую гипер- болоидной производящей винтовой поверхности червячной фрезы в плоскости, параллельной винтовой линии ее на делительной гиперболоидной поверхности в точке касания дели тельных поверхностей фрезы и колеса
Способ изготовления фрезы осуществляют следующим образом.
Червячную фрезу 1 устанавливают под углом ) к оси центров станка, вращают с постоянной угловой скоростью, а инструменту типа резца (не показан) сообщают движение, при котором его режущие кромки перемещают в плоскости k фрезы , содержащей передние поверхности зубьев, нормальные винтовой линии на делительной
/,
Фиг, 1
6591854
гиперболоидной поверхности в точке касания делительных поверхностей , фрезы и червячного колеса (не показа- , но). За один оборот фрезы инструмент типа резца перемещается в продольном направлении вдоль оси фрезы на шаг винтовой нарезки, при этом формируют гиперболоидную производящую винЮ товую поверхность.
Радиальное затылование задних поверхностей зубьев фрезы осуществляют по той же схеме, но с дополнительным возвратно-поступательным движе15 нием инструмента в радиальном направлении. За один оборот фрезы обеспечивают затылование зубьев одного витка. Заточку фрезы осуществляют извест- ным способом заточки червячных фрез,
20 ПРИ этом.фреЗу устанавливают на станке под углом, дополняющим угол подъема винтовой линии до прямого.
| Червячная фреза для нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов | 1949 |
|
SU90484A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
