Предметом изобретения является конструкция и способ изготовления гиперболической червячной фрезы для нарезания конических зубчатых колес дугового зацепления с криволинейным продольным очертанием зубцов методом профильного копирования.
Известные гиперболические фрезы для нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов, предназначенные для нарезания колес с эвольвентным зацеплением, не обеспечивают точного зацепления нарезанных ими зубчатых колес, так как профили их зубцов образованы прямыми линиями или кривыми постоянного характера, приближающимися к эвольвенте.
Описываемая ниже фреза предназначена для нарезания конических зубчатых колес с дуговым зацеплением и обеспечивает правильное профилирование зубцов по их длине, для чего боковые стороны профилей зубцов червячной фрезы образованы дугами окружности, радиус которых выполнен переменным по длине фрезы.
На фиг. 1 изображена гиперболическая червячная фреза; на фиг. 2-профиль зубцов фрезы в осевом сечении; на . 3-геометрия затыловочного резца, обеспечивающего образование дугового профиля зубцов переменной кривизны по длине фрезы.
Червячная фреза для нарезания методом профилирования конических зубчатых колес дугового зацепления с криволинейным продольным очертанием зубцов выполнена с начальной поверхностью в виде однополостного гиперболоида вращения с гиперболическими образующими К. Наружная поверхность фрезы также является гиперболической. На поверхности гиперболоида нарезана винтовая нарезка с постоянным щагом ta , профиль которой (фиг. 2) ограничен дугами окружности с неременным по длине фрезы радиусом г„ . Получение
KO 90484
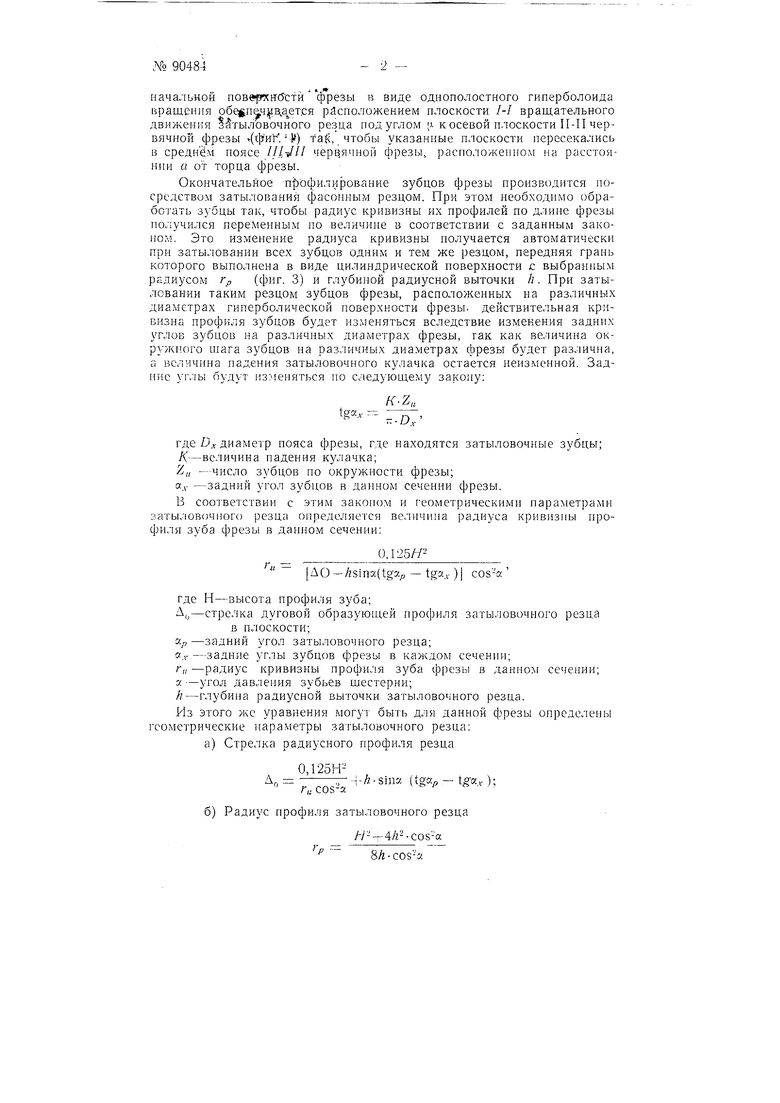
начальной повертнбстйфрезы в виде однополостного гиперболоида вращения обе§пач в,.ся расположением плоскости /-/ вращательного движения Мтыловочного резца под углом а к осевой плоскости II-II червячной фрезы (фиг. I) тай,. чтобы указанные плоскости пересекались в среднём поясе ///т/// черв.ячной фрезы, расположенном на расстоянии а от торца фрезы.
Окончательное профилирование зубцов фрезы производится посредством затылования фасонным резцом. При этом необходимо обработать зубцы так, чтобы радиус кривизны их профилей по длине фрезы получился переменным но величине в соответствии с заданным законом. Это изменение радиуса кривизны получается автоматически при затыловании всех зубцов одним и тем же резцом, передняя грань которого выполнена в виде цилиндрической поверхности с выбранным радиусом /, (фиг. 3) и глубиной радиусной выточки //. При затыловании таким резцом зубцов фрезы, расположенных на различных диаметрах гиперболической поверхности фрезы, действительная кривизна профиля зубцов будет изменяться вследствие изменения задних углов зубцов на различных диаметрах фрезы, так как величина окружного шага зубцов на различных диаметрах фрезы будет различна, а величина падения затыловочиого кулачка остается неиз.менной. Задние углы будут изменяться но следующему закону;
tga.v -г. зат фи гео где D.V диаметр пояса фрезы, где находятся затыловочные зубцы; К-величина надения кулачка; Z,, -число зубцов по окружности фрезы; a.v -задний угол зубцов в данном сечении фрезы. В соответствии с этим закоиом и геометрическими параметрами .швочиого резца определяется величина радиуса кривизны нроя зуба фрезы в данном сечении: 1и - /;sina(tgap - tga.i-) | cos-a где Н-высота нрофиля зуба; А,-стрелка дуговой образующей профиля затыловочного резца в плоскости; у.р-задний угол затыловочного резца; а.г -задние углы зубцов фрезы в каждом сечении; г„-радиус кривизны профиля зуба фрезы в данном сечении; у. -угол давления зубьев щестерни; Л-глубина радиусной выточки затыловочного резца. Из этого же уравнения могут быть для данной фрезы определены етрические параметры затыловочного резца: а)Стрелка радиусного нрофиля резца 0,125Н г гп.-Ч S -/ ij LUo -л б)Радиус профиля затыловочного резца 8/z-co s a 0.125Я2 /-/---4/z--cos-a
Предмет изобретения
1.Червячная фреза для нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов, имеющая гиперболические образующие делительной поверхности, отличающаяся тем, что, с целью обеспечения правильного профилирования зубцов дугового зацепления по их длине при нарезании методом профильного коппрования, боковые стороны профилей зубцов червячной фрезы образованы дугами окружности, радиус к(зторых выполнен переменным по длине фрезы.
2.Способ обработки червячной фрезы по п. 1, отличающийся тем, что, с целью получения гиперболической формы делительной поверхности фрезы при ее нарезании и затыловании зубцов, ось фрезы устанавливают под некоторым расчетным углом к плоскости вращательного движения профильного резца.
3.Способ обработки червячной фрезы по п. 1, отличающийся тем, что, с целью осуществления переменной величины радиуса дуговых образующих боковых сторон профилей зубцов фрезы по ее длине без изменения профиля резца, для затылования применяют профильный резец, передняя грань которого выполнена в виде цилиндрической поверхности выбранного радиуса с осью, перпендикулярной продольной оси профиля резца.
- 3 -№ 90484