Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Осадочная матрица | 1988 |
|
SU1620251A1 |
| Способ сварки трением встык разнородных металлов | 1974 |
|
SU505540A1 |
| Способ контроля процесса сварки трением | 1988 |
|
SU1696227A1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ДЛЯ МОНОБЛОКОВ ТУРБОМАШИН | 2010 |
|
RU2456143C2 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456141C2 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456142C2 |
| Способ сварки трением | 1984 |
|
SU1232439A1 |
| Способ термомеханической сварки разнородных сплавов | 2021 |
|
RU2768918C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 1994 |
|
RU2103131C1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2313432C2 |
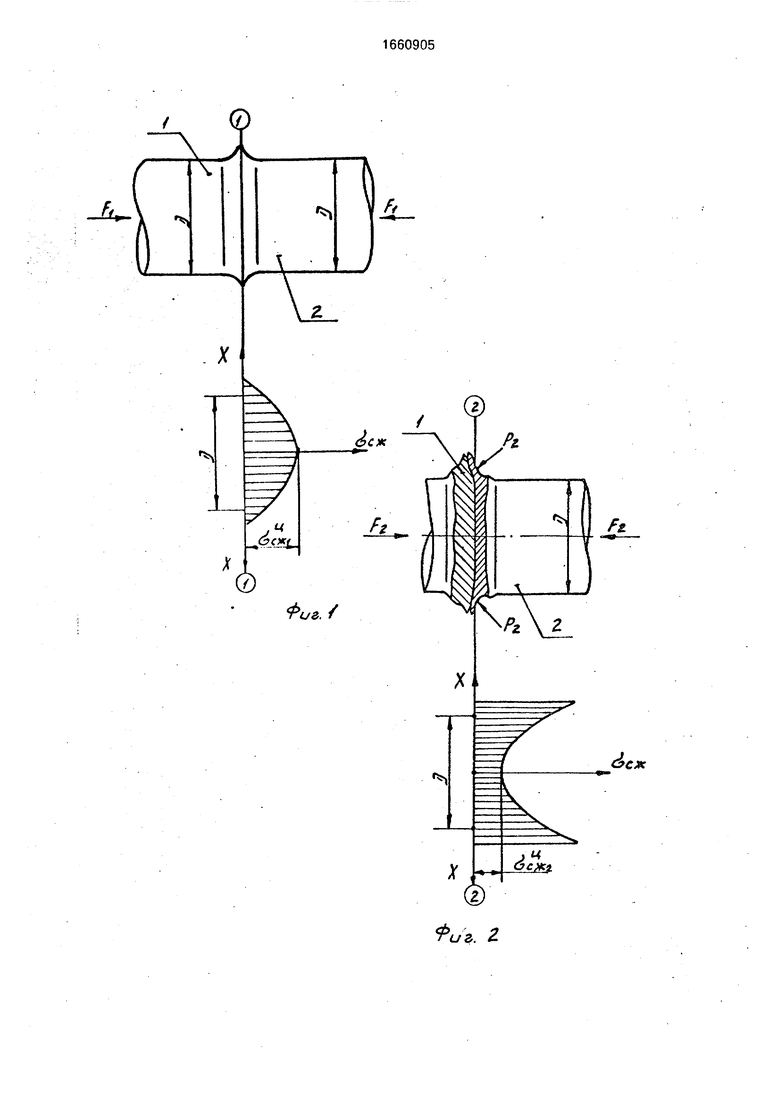
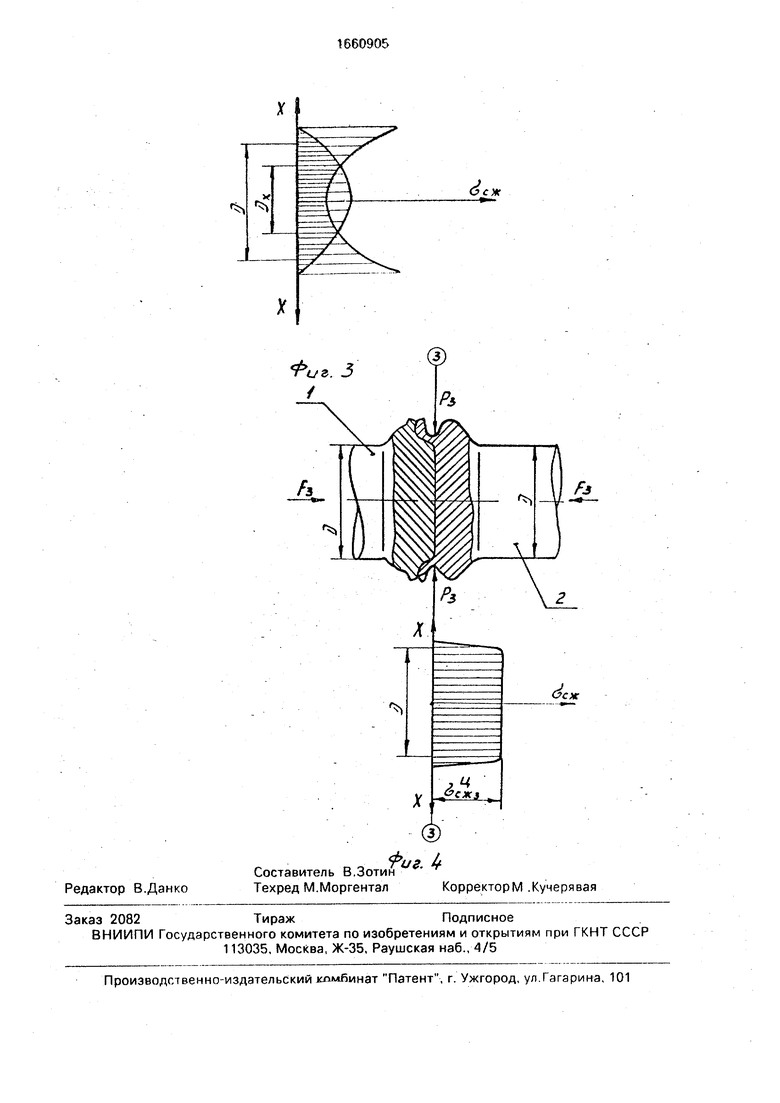
Изобретение относится к сварке металлов трением, в частности к сварке металлов с различными механическими свойствами. Цель изобретения - повышение качества сварного соединения путем выравнивания деформирующих напряжений сжатия по сечению сварного шва в пределах диаметра заготовки в процессе образования сварного соединения. Способ сварки трением заготовок включает выполнение на внутренней поверхности осадочной матрицы 3 канавки компенсатора 6 напряжений, а между фаской 5 и компенсатором 6 - деформирующего пояска 7. В процессе проковки сварного шва запрессовывают зону сварного соединения в осадочную матрицу. Запрессовывание ведут до заполнения компенсатора 6 более пластичным металлом заготовки 2. Качество соединения позволяет после сварки производить закалку сварного шва при термообработке инструмента, без трещин. 5 ил.
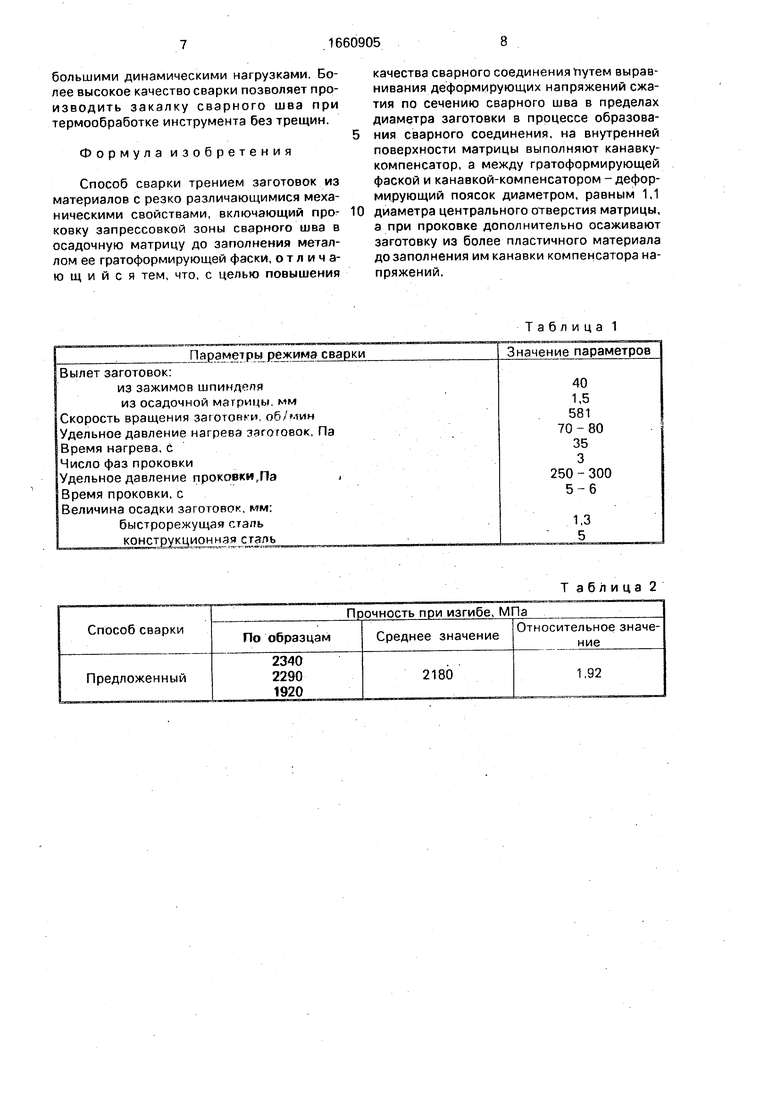
Параметры режима сварки
Вылет заготовок:
из зажимов шпинделя из осадочной матрицы, мм
Скорость вращения заготовки, об .- мин
Удельное давление нагрева заготовок,
Время нагрева, с
Число фаз проковки
Удельное давление проковки,Па
Время проковки,с
Величина осадки заготовок, мм: быстрорежущая стань
конструкционняя сгзпь
Значение параметров
40 1,5 581
70-80 35 3
250 - 300 5-6
1,3 5
Т аблица 2
-AJ
A/ft/
Ш
I
f /
J
/«
v
f/T I
X
Ix-
ч
fCJK
г5лл1
Фиг. Z
еж
Л
еж
| Сварка трением | |||
| Под | |||
| ред | |||
| В.К.Лебедева и др | |||
| - Л.: Машиностроение, 1987, с.42-63 |
