Изобретение относится к сварке метал лов и может быть использовано при сварке трением встык разнородных металлов.
Цель изобретения - повышение качества сварного соединения путем выравнивания деформирующих напряжений сжатия в плоскости сечения сварного шва .
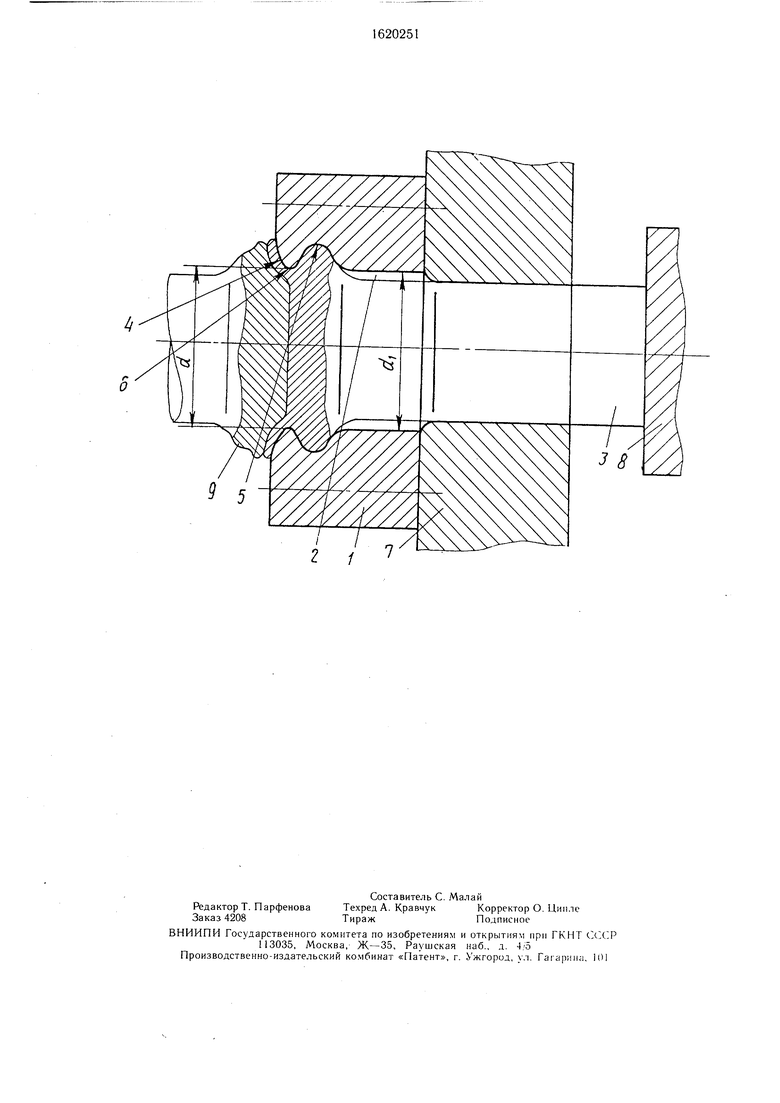
На чертеже изображена конструкция предлагаемой осадочной матрицы.
Осадочная матрица представляет собой массивную разъемную шайбу 1, в корпусе которой выполнено сквозное центральное отверстие 2. Диаметр отверстия 2 на 1-2 мм больше диаметр свариваемой заготовки 3. В отверстии 2 выполнена формирующая грат фаска 4 с углом 30-45°. В центральном отверстии 2 матрицы выполнен компенсатор 5 напряжений в виде канавки фасонного профиля, объем которой определяется положением сварного шва в начале и конце проковки. Между фаской 4 и компенсатором 5 выполнен деформирующий поясок 6, плавно соединенный с фаской 4 и компенсатором 5 напряжений.
Экспериментально установлено, что наиболее благоприятные условия для выравнивания напряжений сжатия в поперечном сечении сварного шва создаются при выполнении диаметра отверстия, образованного деформирующим пояском 6, равным d.d где d - диаметр центрального отверстия матрицы 1.
Осадочная матрица работает следующим образом.
Матрицу устанавливают на торцовой стороне зажима 7, в котором устанавливают невращающуюся заготовку 3 из более пластичного материала. Вылет заготовки 3 а торец матрицы 1,5-2,5 мм в зависимости от диаметра заготовки 3 Торец заготовки 3, противоположный свариваемом), опирается на основание 8. Заготовкч 9 ш менее пластичного металла (например, из быстрорежущей стали) закрепляют в приспособлении (не показано), при помощи которого ей сообщается вращательное движение и перемещение вдоль оси по направлению к заготовке 3 Закрепляют загочовг :
СП
ки 3 и 9 и осадочную матрицу, затем осуществляют цикл сварки. После разогрева торцовых зон свариваемых заготовок производят проковку. На первой фазе проковки сближают заготовки в осевом направлении с приложением усилия сдавливания. При этом происходит интенсивное выдавливание металла в грат вместе с окисной пленкой.
Далее операция проковки вступает во вторую фазу. Происходит дальнейшая деформация металла свариваемых заготовок, и фаска 4 матрицы заполняется разогретым металлом. При дальнейшем движении заготовки 9 заполненная металлом фаска 4 и деформирующий поясок 6 препятствуют дальнейшему увеличению диаметра заготовки в контактной и околошовной зоне заготовки из более пластичного металла, и проковка переходит в третью фазу. На третьей фазе проковки продолжают перемещать заготовку 9 по направлению к заготовке 3. Так как заготовка 3 более пластичная, то заготовка 9 деформирует ее. При этом выдавленный объем металла из околошовной зоны заготовки 3 размещается в компенсаторе 5 напряжений. Движение заготовки 9 продолжают до совмещения ее торца с плоскостью наименьшего диаметра деформирующего пояска 6. При этом происходит объемное прессование контактной зоны сварного шва заготовок 3 и 9, в результате чего происходит равномерное распределение напряжений сжатия по плоскости сварного шва, ограниченного диаметром заготовок. К этому моменту создается препятствие дальнейшему продвижению заготовки 9 в осадочную матрицу, и заканчивается третья фаза проковки. Процесс сварки закончен.
Выполнение осадочной матрицы с деформирующим пояском и компенсатором напряжений позволяет обеспечить степень деформации, достаточную для получения качественного сварного шва путем выравнивания величины напряжений сжатия по сечению сварного шва. Благодаря равномерному распределению напряжений по сечению сварно- го шва ликвидируются несплошности в зоне сварки в виде «блестящих колец, повышается качество сварного шва. Высокое качество сварного соединения позволяет изготовить хвостовую часть тяжело нагруженного инструмента из конструкционной стали, что приводит к экономии, нь- пример, быстрорежущей стали. Кроме того, высокое качество сварного соединения в инструментальном производстве исключает поломку инструмента в зоне сварки, а также
возникновение трещин при термообработке сварного инструмента в зоне сварного шва. Таким образом, предлагаемая конструкция осадочной матрицы позволяет повысить качество сварного соединения, в результате чего повышается надежность сварных соеди0 нений сталей, традиционно, относящихся к классу плохо свариваемых, а именно с резко различающимися свойствами.
Формула изобретения
1.Осадочная матрица для проковки сварного шва заготовок из материалов с резко различающимися свойствами, выполненная в виде разъемного корпуса с центральным отверстием и формирующей грат фаской,
отличающаяся тем, что, с целью повышения качества сварного соединения путем выравнивания деформирующих напряжений в плоскости сечения сварного шва, в центральном отверстии выполнены компенсатор напряжений в виде канавки фасонного профиля и деформирующий поясок, соединяющий компенсатор с формирующей грат фаской.
2.Матрица по п. 1, отличающаяся тем, что диаметр деформирующего пояска составляет 1,1 диаметра центрального отверстия .матрицы.
2 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1988 |
|
SU1660905A1 |
| Способ контроля процесса сварки трением | 1988 |
|
SU1696227A1 |
| Способ сварки трением | 1984 |
|
SU1232439A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |
| Способ сварки трением встык разнородных металлов | 1959 |
|
SU126732A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 1994 |
|
RU2103131C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2015 |
|
RU2621539C1 |
| Способ сварки трением через промежуточную прослойку | 1987 |
|
SU1466897A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ сварки трением встык разнородных металлов | 1974 |
|
SU505540A1 |
Изобретение относится к сварке металлов и может быть использовано при сварке трением встык разнородных металлов. Цель изобретения - повышение качества сварного соединения путем выравнивания деформирующих напряжений сжатия в плоскости сечения сварного шва. Осадочная матрица выполнена в виде разъемного са с центральным отверстием и формирующей грат фаской. В центральном отверстии матрицы выполнены компенсатор напряжений в виде канавки фасонного профиля и деформирующий поясок, диаметр которого равен 1,1 диаметра центральною отверстия матрицы Деформирующий поясок расположен между формирующей грат фаской и компенсатором напряжений и плавно и соединяет. В процессе сварки трением заготовок с резко различающимися свойствами в осадочной матрице происходит деформация металла свариваемых заготовок в области сварного шва В результате происходит равномерное распределение напряже ний сжатия по плоскости сечения сварного соединения 1 з.п. ф-лы, 1 ил ю
| Сварка трением | |||
| Справочник./Под ред | |||
| В | |||
| К | |||
| Лебедева и др., Л.: Машиностроение, 1987, с 43, рис | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
