2 15 12 П 5 « ; / к /././L -, , 55 51 53 50 7 9 ЗПт Jl31 j939/ I I , / ./ .. ., / - L д JO3 ifS V 3
Изобретение относится к конвейерному производству строительных изделий на предприятиях строительной индустрии.
По основному авт. св. № 802028 известна конвейерная линия для изготовления многослойных строительных изделий, содержащая параллельные рельсовые направляющие технологических потоков, на которые установлены опорами качения полуформы для изготовления наружных слоев изделий и технологическое оборудование, предназначенное для распалубки форм, их чистки, смазки, укладки арматуры, бетонной смеси и формы и ее виброотработки, кантователь для соединения полуформ с фиксацией их друг к другу, термокамеры для тепловой обработки отформованных изделий, подъемники-снижатели, соединяющие концы рельсовых направляющих технологических потоков с термокамерами и смеситель для приготовления вспенивающейся полимеризующейся композиции, и экструдером - для заполнения этой композицией зазора, образованного между наружными слоями изделий при их соединении 1.
Недостатками известной линии являются отсутствие возможности изготовления изделий с подвижными в вертикальной плоскости полуизделиями и невозможность изготовления изделий разной толщины, что снижает производительность потоков.
Цель изобретения - обеспечение возможности изготовления изделий с подвижными в вертикальной плоскости полуизделиями и повышение производительности конвейерной линии.
Поставленная цель достигается тем, что конвейерная линия для изготовления многослойных строительных изделий снабжена устройством подачи стержней для сеединения полуизделий, а каждая форма-вагонетка - устройство для фиксации закладных элементов, соединяющих при помощи стержней полуизделия между собой, и сьемным щитом-крышкой с пазами для закладных элементов, причем площадки кантователя смонтированы на камерах термообработки технологических потоков, бдна из которых установлена неподвижно, другая - подвижно посредством привода ее поперечного перемещения относительно продольной оси конвейерной линии, а устройство для подачи стержней установлено между рельсовыми направляющими технологичес шх потоков перед кантователем по направлению фор.мовочного потока.
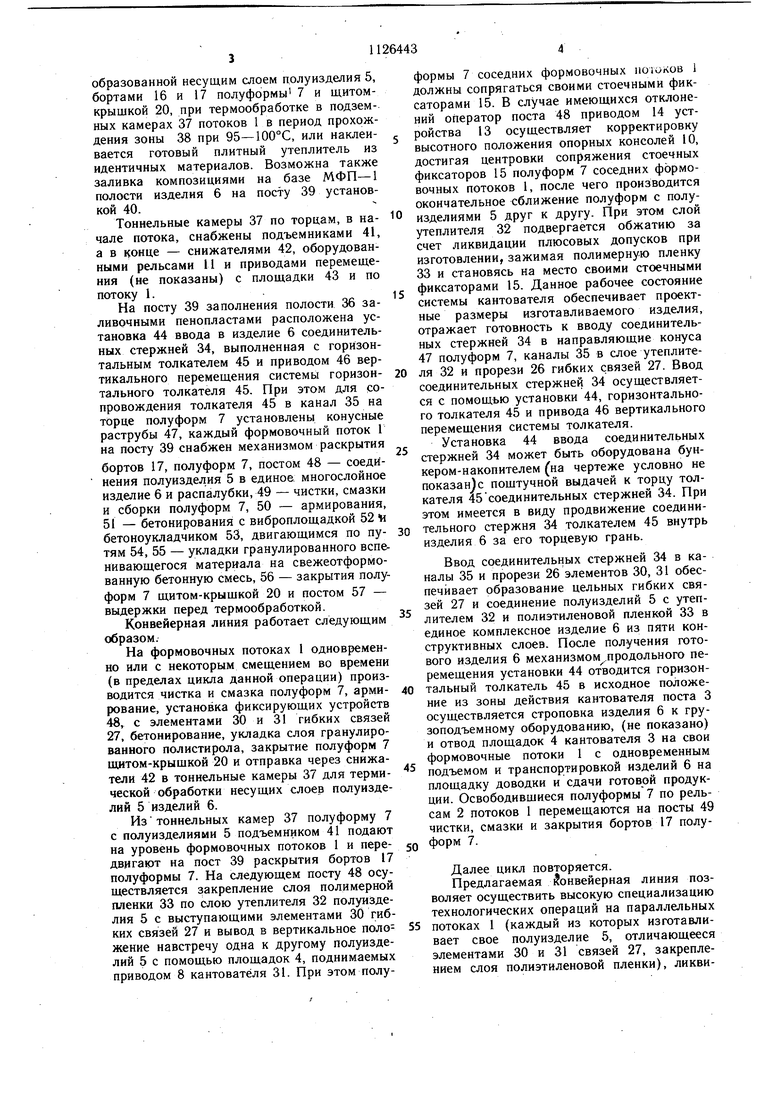
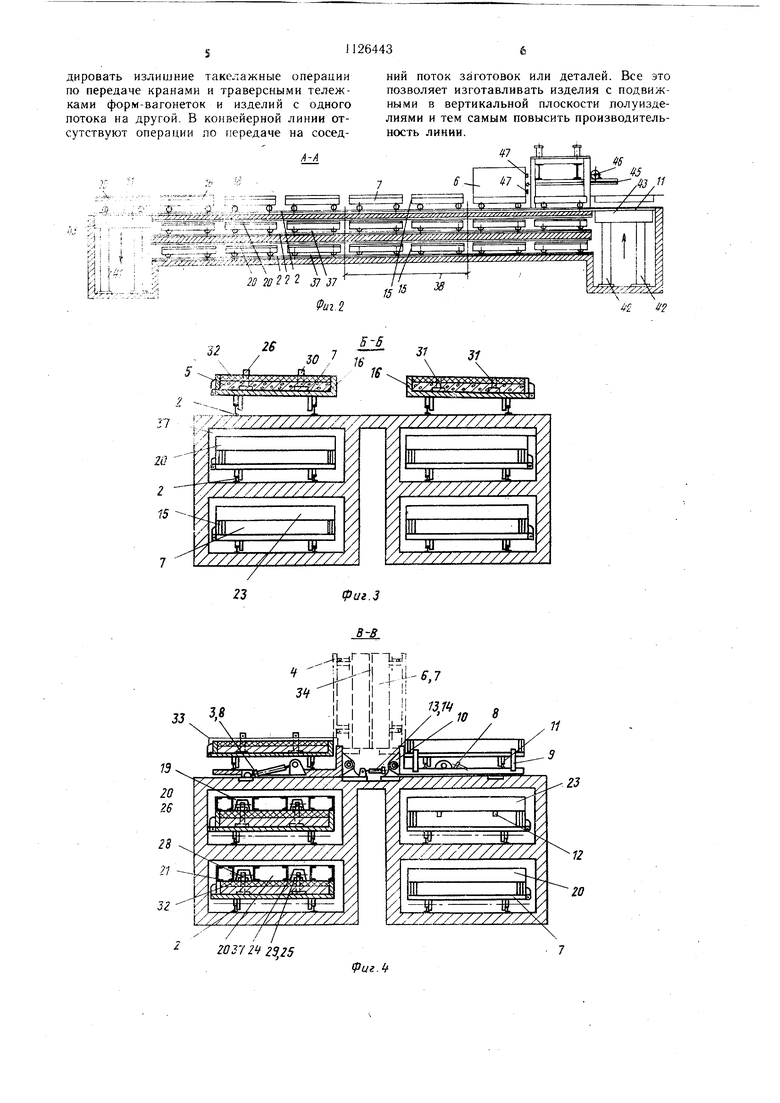
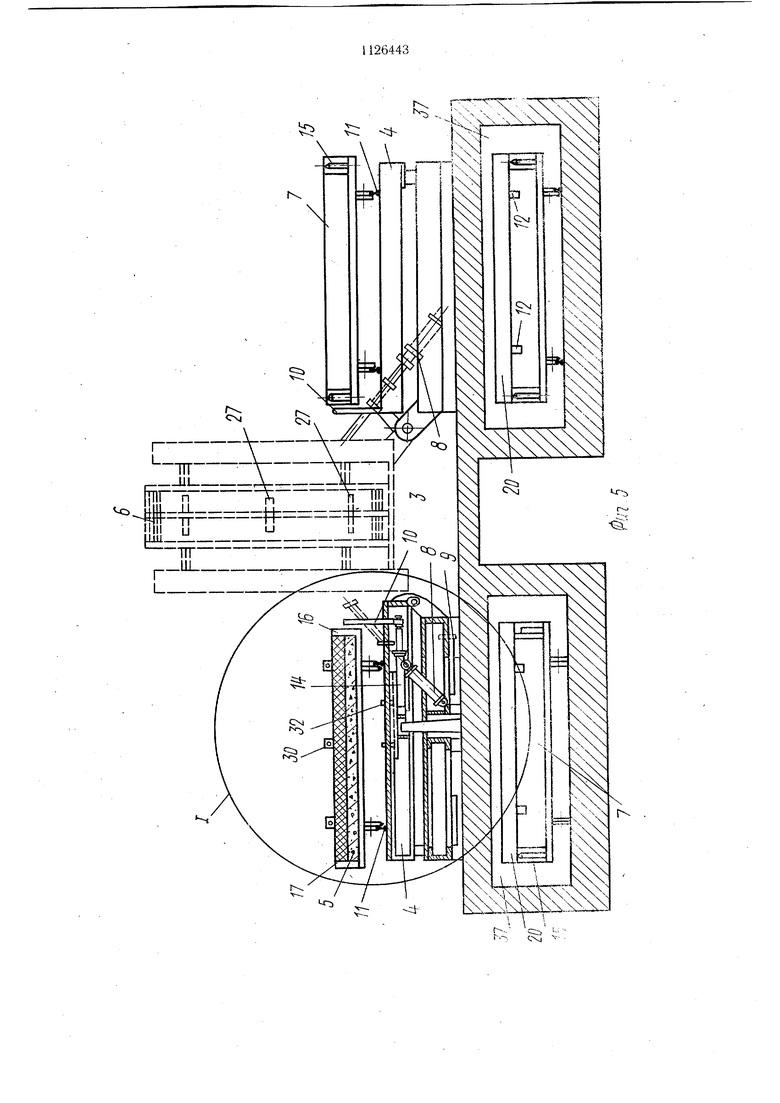
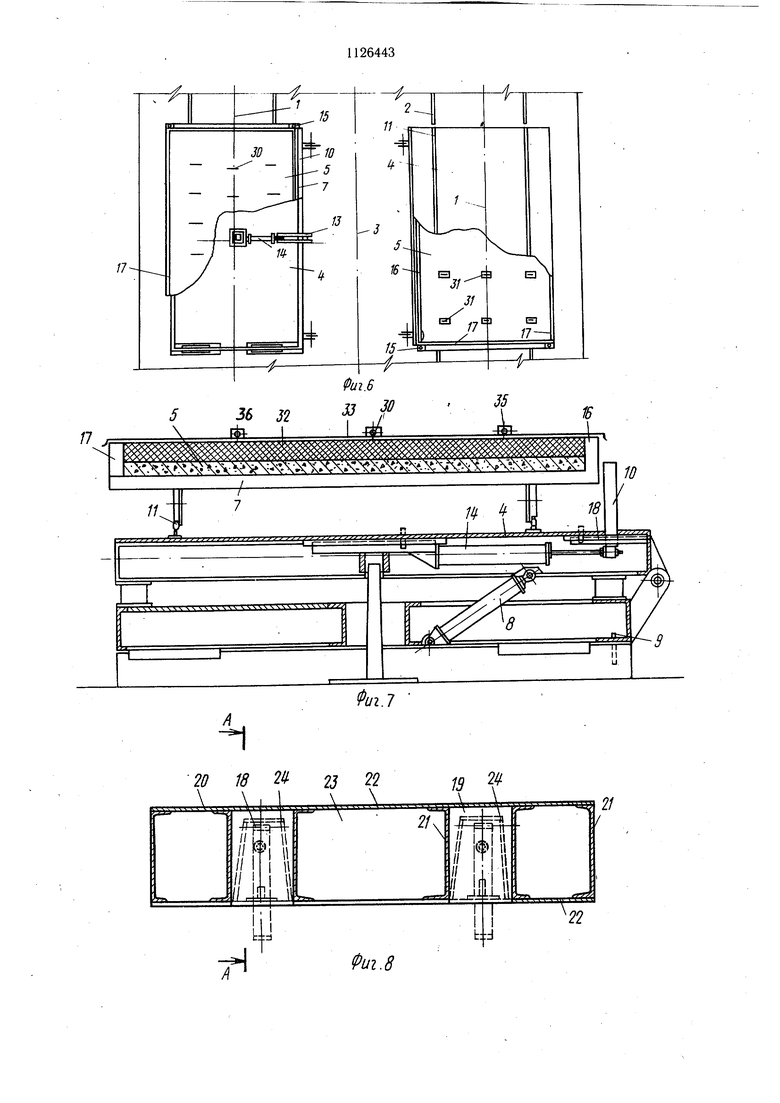
На фиг. 1 изображена технологическая схема конвейерной линии, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - узел соединения полуизделий в единое изделие (пост 3); на фиг. 6 - то же, вид в плане;
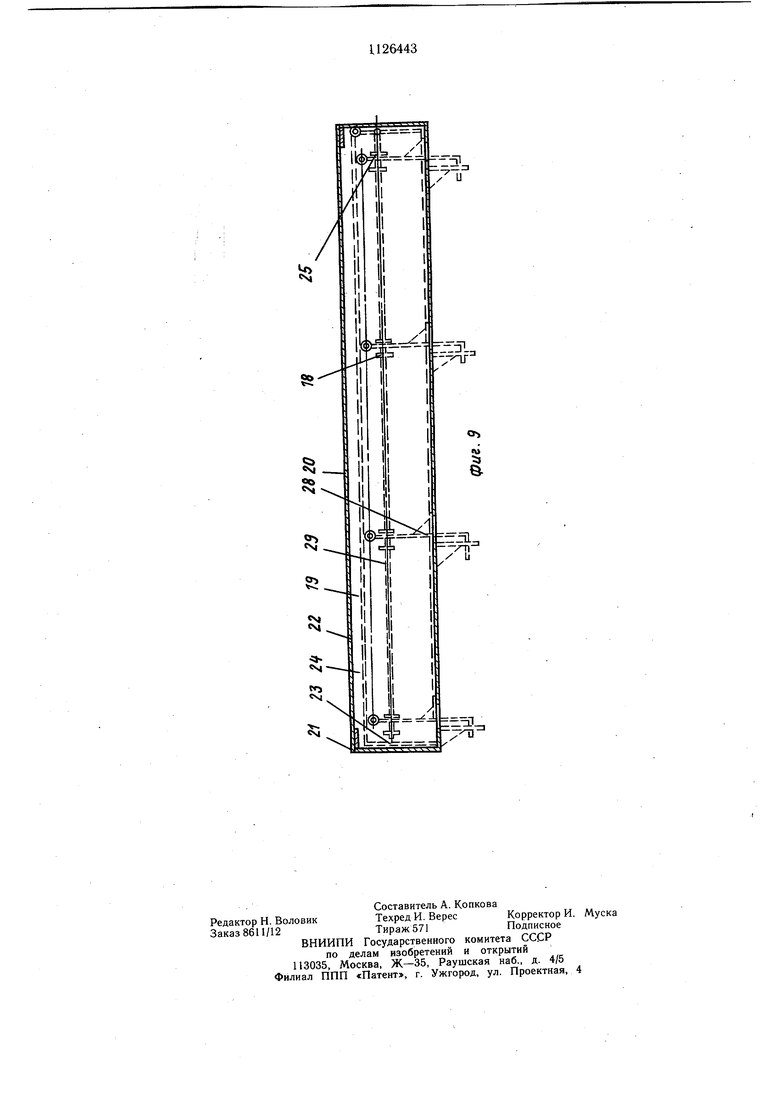
на фиг. 7 - подвижная площадка кантователя; на фиг. 8 - фиксирующие устройства и щит-крыщка формы, поперечный разрез; на фиг. 9 - фиксирующее устройство, продольный разрез.
Конвейерная линия для изготовления многослойных строительных изделий состоит из формовочных потоков 1 с рельсовыми направляющими 2, соединенных между собо кантователем поста 3, состоящим из двух зеркально смонтированных одна к другой площадок 4, которые осуществляют кантование полуизделий 5 изделия 6 с полуформой 7 на 90° при помощи привода 8. Площадки 4 снабжены фиксаторами 9 для
5 фиксации системы кантователя поста 3, опорными консолями 10, рельсовыми направляющими 11 и прижимными рычажными устройствами 12 для фиксации поддона полуформ 7 к площадке 4.
Одна из площадок 4 снабжена устройст0 вом 13 с приводом 14 для фиксации высотного положения подвижных консолей 10. Зафиксированные устройствами 13 полуформы 7 на период соединения полуизделий 5 в единое изделие 6 соприкасаются между
собой стоечными фиксаторами 15. Каждая полуформа 7 выполнена с одним неподвижным 16 и тремя подвижными бортами 17 и имеет фиксирующие устройства 18, расположенными в пазухах 19 щита-крыщки 20.
Щит-крышка 20 выполнена из элементов 21 жесткости, объединенных между собой настилом 22 из листового металла и торцовыми ригелями 23. Устройства 18 выполнены из пустотелой балки 24 с поперечным сечением в виде прямоугольной трапеции, внутри которой размещен механизм 25 ввода в прорези 26 гибких связей 27 Г-образных пальцев 28 с помощью штанги 29, что позволяет осуществить точную фиксацию элементов 30 и 31 гибких связей 27
0 в период изготовления полуизделий 5 изделий 6.
Конструктивно полуизделия 5 выполнены несущими с элементами 30, выступаю щими выше наклеенного слоя утеплителя 32 и элементами 31, утопленными в слое утеплителя 32 другого полуизделия 5, снабженными прорезями 26 вдоль вертикальной грани элементов 30 и 31. Полуизделия 5 со слоем утеплителя 32 смонтированы в еди0 ное изделие 6 через проложенную между слоями утеплителя 32 полимерную пленку 33 при помощи соединительных стержней 34, пропущенных по каналу 35 в слое утеплителя 32 с уплотненными элементами 31 и по совмещенным в створе канала 35 прорезям
5 26 гибких связей 27. Слой утеплителя 32 при этом может быть изготовлен из эффективных материалов, например гранул полистирола, полимеризующихся в полости 36,
образованной несущим слоем полуизделия 5, бортами 16 и 17 полуформы 7 и щитомкрышкой 20, при термообработке в подземных камерах 37 потоков 1 в период прохождения зоны 38 при 95-100°С, или наклейвается готовый плитный утеплитель из идентичных материалов. Возможна также заливка композициями на базе МФП-1 полости изделия 6 на посту 39 установкой 40.
Тоннельные камеры 37 по торцам, в начале потока, снабжены подъемниками 41, а в конце - снижателями 42, оборудованными рельсами 11 и приводами перемещения (не показаны) с площадки 43 и по потоку 1..
На посту 39 заполнения полости 36 заливочными пенопластами расположена установка 44 ввода в изделие 6 соединительных стержней 34, выполненная с горизонтальным толкателем 45 и приводом 46 вертикального перемещения системы горизонтального толкателя 45. При этом для сопровождения толкателя 45 в канал 35 на тОрце полу форм 7 установлены конусные раструбы 47, каждый формовочный поток Г на посту 39 снабжен механизмом раскрытия
бортов 17, полуформ 7, постом 48 - соединения полуизделия 5 в единое, многослойное изделие 6 и распалубки, 49 - чистки, смазки и сборки полуформ 7, 50 - армирования, 51 - бетонирования с виброплощадкой 52 ч бетоноукладчиком 53, двигающимся по путям 54, 55 - укладки гранулированного вспенивающегося материала на свежеотформованную бетонную смесь, 56 - закрытия полуформ 7 щитом-крыщкой 20 и постом 57 - выдержки перед термообработкой.
Конвейерная линия работает следующим образом.
На формовочных потоках 1 одновременно или с некоторым смещением во времени (в пределах цикла данной операции) производится чистка и смазка полуформ 7, армирование, установка фиксирующих устройств 48, с элементами 30 и 31 гибких связей 27, бетонирование, укладка слоя гранулированного полистирола, закрытие полуформ 7 щитом-крыщкой 20 и отправка через сняжатели 42 в тоннельные камеры 37 для термической обработки несущих слоев полуизделий 5 изделий 6.
Из тоннельных камер 37 полуформу 7 с полуизделиями 5 подъемником 41 подают на уровень формовочных потоков 1 и передвигают на пост 39 раскрытия бортов 17 полуформы 7. На следующем посту 48 осуществляется закрепление слоя полимерной пленки 33 по слою утеплителя 32 полуизделия 5 с выступающими элементами 30 гибких связей 27 и вывод в вертикальное положение навстречу одна к другому полуизделий 5 с помощью площадок 4, поднимаемых приводом 8 кантователя 31. При этом полуформы 7 соседних формовочных потоков должны сопрягаться своими стоечными фиксаторами 15. В случае имеющихся отклонений оператор поста 48 приводом 14 устройства 13 осуществляет корректировку высотного положения опорных консолей 10, достигая центровки сопряжения стоечных фиксаторов 15 полуформ 7 соседних формовочных потоков 1, после чего производится окончательное сближение полуформ с полуизделиями 5 друг к другу. При этом слой утеплителя 32 подвергается обжатию за счет ликвидации плюсовых допусков при изготовлении, зажимая полимерную пленку 33 и становясь на место своими стоечными фиксаторами 15. Данное рабочее состояние системы кантователя обеспечивает проектные размеры изготавливаемого изделия, отражает готовность к вводу соединительных стержней 34 в направляющие конуса 47 полуформ 7, каналы 35 в слое утеплителя 32 и прорези 26 гибких связей 27. Ввод соединительных стержней 34 осуществляется с помощью установки 44, горизонтального толкателя 45 и привода 46 вертикального перемещения системы толкателя.
Установка 44 ввода соединительных стержней 34 может быть оборудована бункером-накопителем (на чертеже условно не показание пощтучной выдачей к торцу толкателя 45соединительных стержней 34. При этом имеется в виду продвижение соединительного стержня 34 толкателем 45 внутрь изделия 6 за его торцевую грань.
Ввод соединительных стержней 34 в каналы 35 и прорези 26 элементов 30, 31 обеспечивает образование цельных гибких связей 27 и соединение полуизделий 5 с утеплителем 32 и полиэтиленовой пленкой 33 в единое комплексное изделие 6 из пяти конструктивных слоев. После получения готового изделия 6 механизмом.,продольного перемещения установки 44 отводится горизонтальный толкатель 45 в исходное положение из зоны действия кантователя поста 3 осуществляется строповка изделия 6 к грузоподъемному оборудованию, (не показано) и отвод площадок 4 кантователя 3 на свои формовочные потоки 1 с одновременным подъемом и транспортировкой изделий 6 на площадку доводки и сдачи готовой продукции. Освободившиеся полуформы 7 по рельсам 2 потоков 1 перемещаются на посты 49 чистки, смазки и закрытия бортов 17 полуформ 7.
Далее цикл повторяется.
Предлагаемая Конвейерная линия позволяет осуществить высокую специализацию технологических операций на параллельных потоках 1 (каждый из которых изготавливает свое полуизделие 5, отличающееся элементами 30 и 31 связей 27, закреплением слоя полиэтиленовой пленки), ликвиS11264436
дировать излишние такелажные операцииний поток заготовок или деталей. Все это по передаче кранами и траверсными тележ-позволяет изготавливать изделия с подвижками форм-вагонеток и изделий с одногоными в вертикальной плоскости лолуиздепотока на другой. В конвейерной линии от-лиями и тем самым повысить производительсутствуют операции по передаче на сосед2S J7 j7 иг.2 ,Г/
/
23
ность линии.
2 2
иг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| Форма для изготовления многослойных изделий | 1983 |
|
SU1096109A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Способ производства крупногабаритных готовых модулей для строительства здания | 2024 |
|
RU2839511C1 |
| Стеновая панель | 1982 |
|
SU1063964A1 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯМНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ по авт. св. № 802028, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий с подвижными в вертикальной плоскости полуизделиями и повышения производительности конвейерной линии, она снабжена устройством подачи стержней для соединения полуизделий, а каждая формавагонетка - устройством дЛя фиксации закладных элементов, соединяющих при помощи стержней полуизделия между собой, и съемиым щитом-кфышкой с пазами для закладных элемен ув, причем площадки кантователя смонтированы на камерах термообработки технологических потоков, одна из которых установлена неподвижно, другая - подвижно посредством привода ее поперечного перемещения относительно продольной оси конвейерной линии, а устройство для подачи стержней установлено между рельсовыми направляющими технологических потоков перед кантователем по направлению формовочного потока.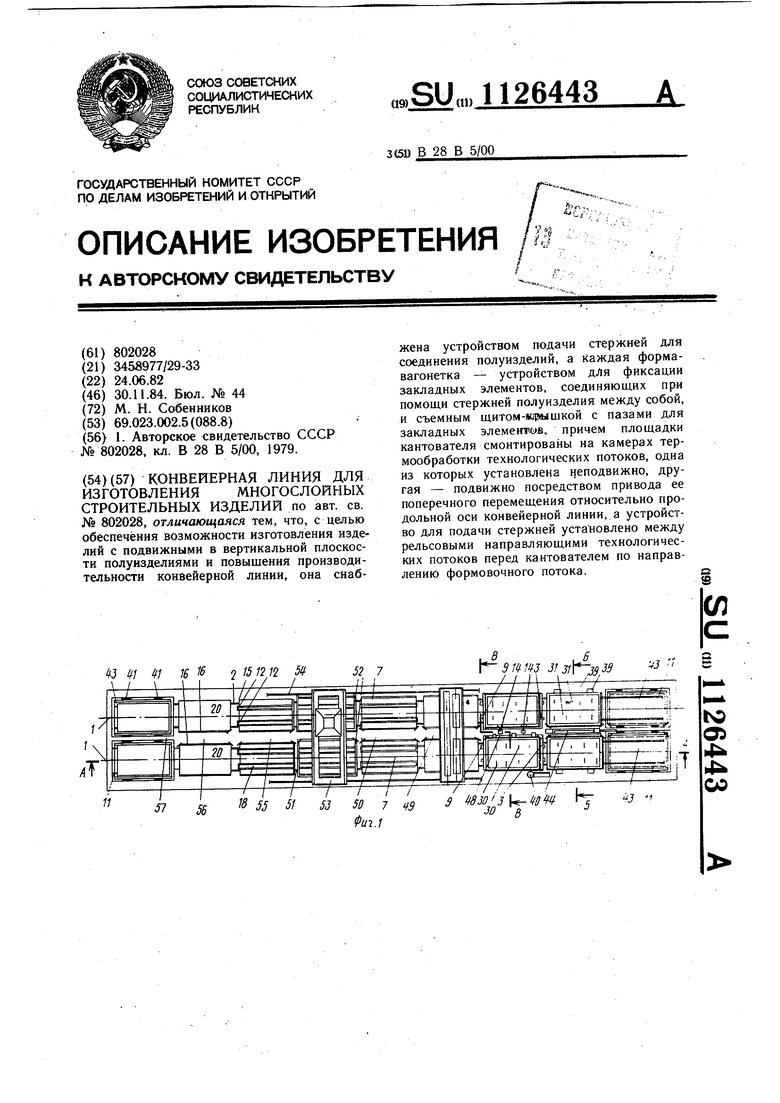
.:ir-irit«n
.
JJ
77
23372 23,25
Раг.
l:f
hv.
i . --i::- --
f-: j
J ,.: jTi -m- -V-V Ш X ---4J-11 - г П TIfrIT 11 jilll Ji i..й| . jjQCi ,111,iUj Hto :ii
.
/ II
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
