Изобретение относится к транспортировке и упаковке, в частности к устройствам для поштучной выдачи изделий, которые могут быть использованы для подачи кольцевых магнитов на устройство намагничивания.
Цель изобретения - расширение технологических возможностей путем обеспечения набора противоположно ориентированных изделий в пары и последующего их намагничивания, повышения надежности в работе.
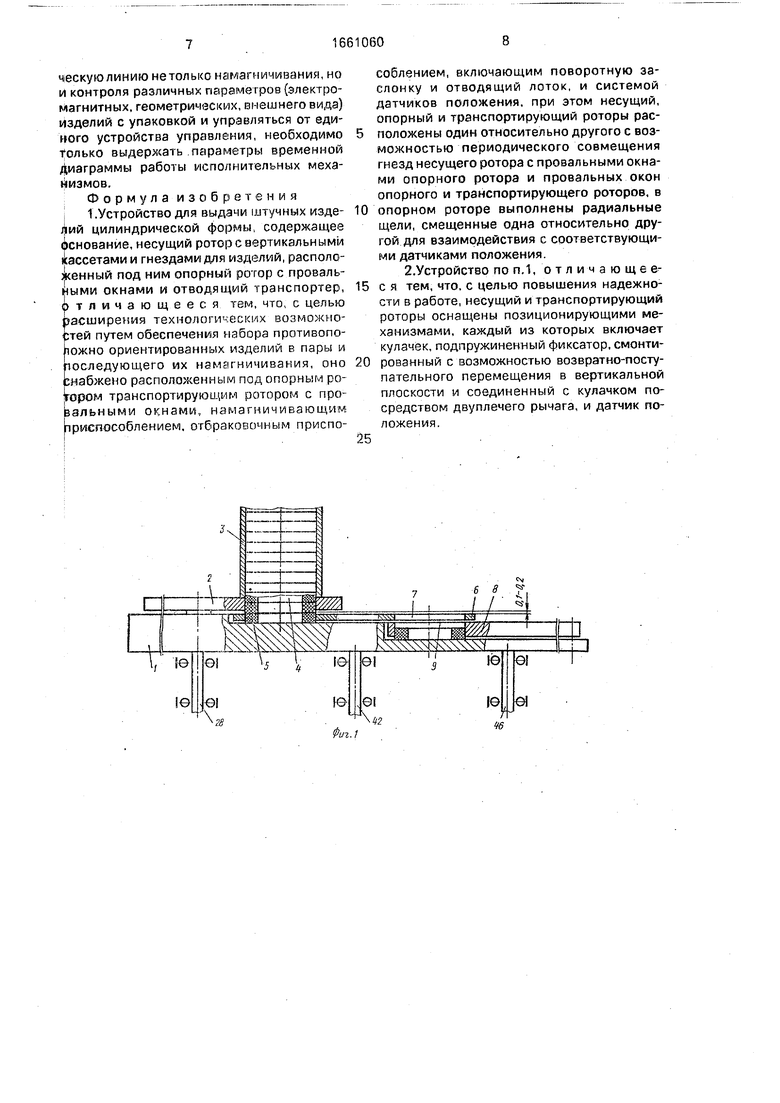
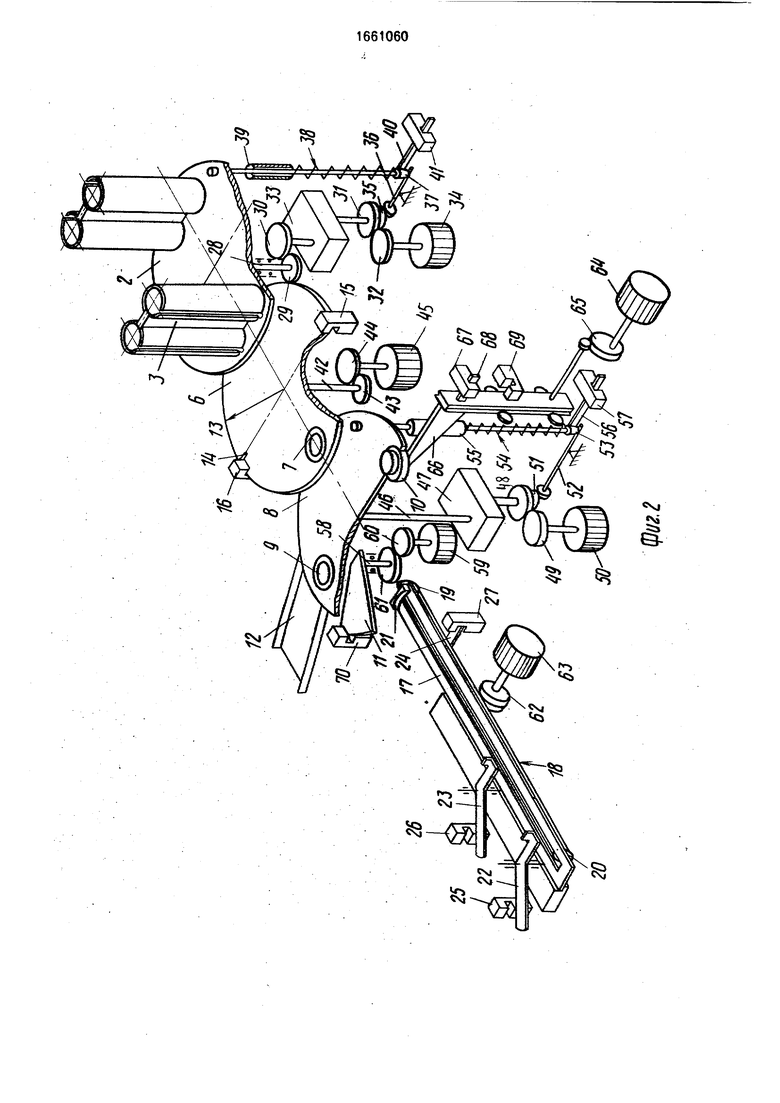
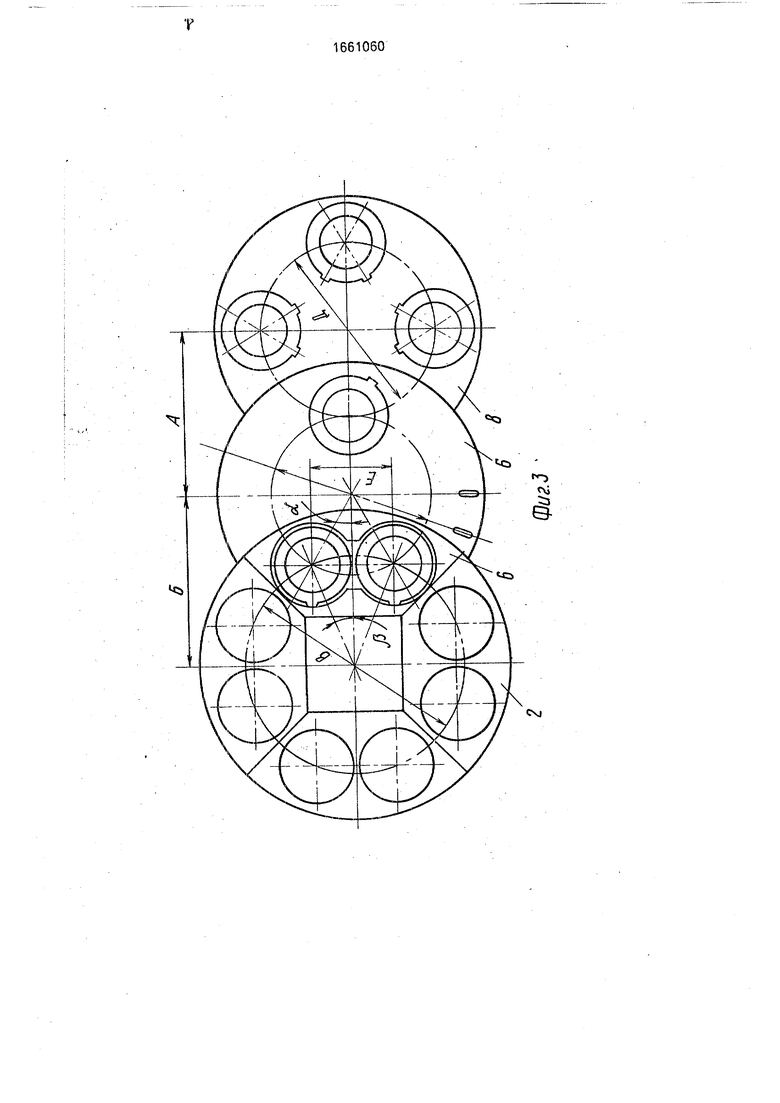
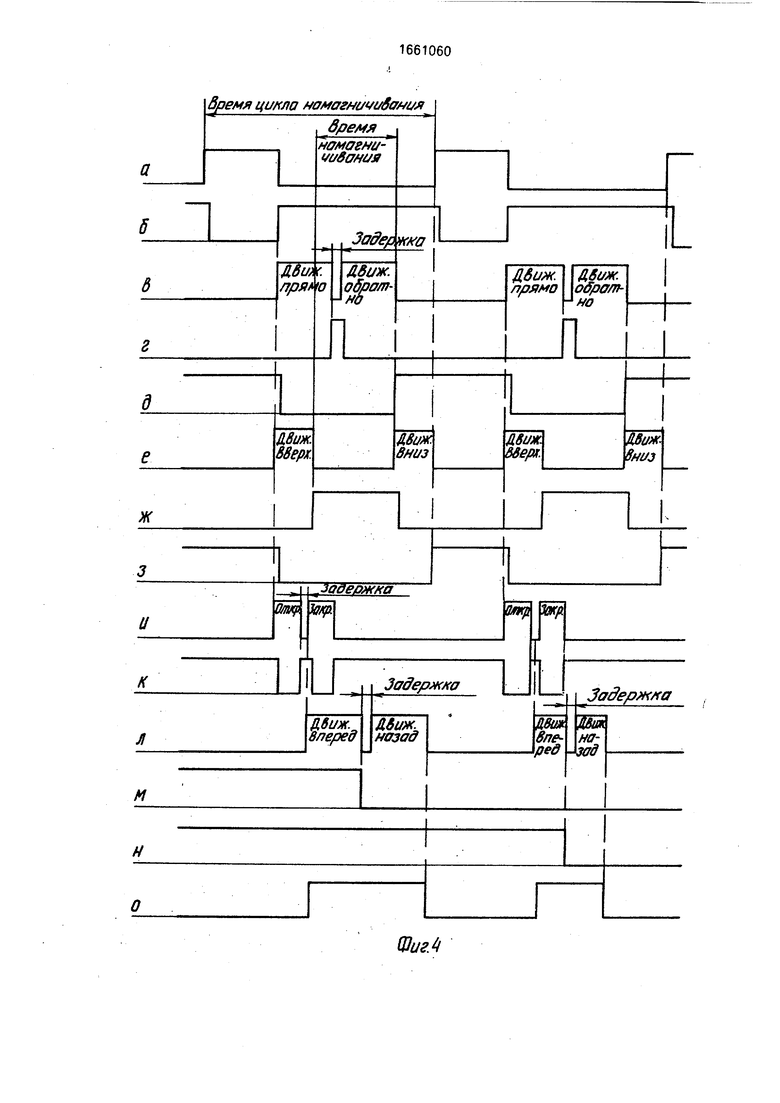
На фиг.1 изображено предлагаемое устройство; на фиг,2 - кинематическая схема устройства; на фиг.З - вид устройства сверху; на фиг.4 - временные диаграммы работы устройства.
Устройство для выдачи штучных изделий цилиндрической формы содержит основание 1, несущий ротор 2 с вертикальными кассетами 3 и гнездами 4 для изделий 5. Под ротором 2 расположен опорный ротор 6 с провальными окнами 7. Под опорным ротором 6 расположен транспортирующий ротор 8 с провальными окнами 9. Устройство
включает также намагничивающее приспособление, катушку 10, отбраковочное приспособление, имеющее поворотную заслонку 11 и отводящий лоток 12. Несущий 2, опорный 6 и транспортирующий 8 роторы расположены один относительно другого с возможностью периодического совмещения гнезд 4 несущего ротора 2 с провальными окнами 7 опорного ротора 6 и провальных окон 7 и 9 опорного 6 и транспортирующего 8 роторов. В опорном роторе 6 выполнены радиальные щели 13 и 14, смещенные одна относительно другой для взаимодействия с соответствующими датчиками 15 и 16 положения.
На выходе транспортирующего ротора 8 установлен отводящий транспортер, состоящий из направляющей 17, тросика 18. натянутого между роликами 19 и 20, толкателя 21 и снабженный замыкателями 22-24, взаимодействующими с датчиками 25-27 положения. Несущий ротор 2 установлен на приводном валу 28, который через систему зубчатых колес 29-32 и мальтийский механизм 33 связан с валом электродвигателя
сл
с
о о
о
Os
о
34, Привод несущего ротора 2 может содержать также позиционирующий механизм, включающий кулачок 35, рычзг 36, на который опирается фиксатор 27, подпружиненный пружиной 38, установленный во втулке 39, смонтированный с возможностью возвратно-поступательного перемещения в вертикальной плоскости и снабженный замыкателем 40, взаимодействующим с датчиком 41 положения,
Привод опорного ротора 6 содержит вал 42, на котором расположено зубчатое колесо 43, входящее в зацепление с зубчатым колесом 44. Последнее установлено на вапу электродвигателя 45.
Привод транспоэтирующего ротора 8 содержит выходной гал 46, который через мальтийский механизм 47, зубчатые колеса 48 и 49 связан с залом электродвигателя 50, и также может быть оснащен позиционирующим механизмом, включающим кулачок 51, рычаг 52, на который опирается фиксатор 53, подпружиненный пружиной 54, установленный во втулке 5Е с возможностью возвратно-поступательного перемещения в вертикальной плоскости и снабженный замыкателем 56, взаимодействующим с датчиком 57, положения.
Заслонка 11 смонтирована на валу 58, который приводится и движение ог электродвигателя 59 через находящиеся в згщеппении зубчатые колеса 60 и 61.
Тросик 18 отводящего транспортера намотан на приводной шкив 62, закрепленный на валу электродвигателя 63.
Расстояние смещения роторов 2, 6 и 8 относительно друг друга зависит от диаметров расположения гнезд и провальных окон, так как в процессе работы устройства при движении роторов происходит совмещение осей провальных окон
В данном случае это смещение составляет
А - 0- 144 (мм);
RГ
Б -- cos/ + -y-t cos a - 143 (мм),
где В 180 мм; Г 138мм; Д 150 мм; Е 69 мм;
а 30°;
/3 22°30 .
Устройство работает следующим образом.
Технология нам ничивания изделий 5, например кольцевых магнитов цвешых кинескопов, требует, чтобы а пэре колец поданной на намагничивание, одно копыдо
было перевернутым относительно другого. Поэтому до начала работы устройства в каждую из кассет 3 загружаются две стопки изделий (колец) 5, причем каждая стопа
укладывается с одинаковой ориентацией верха и низа кольца, нос отличающейся ориентацией (на 180°) в одной стопе относительно другой. Кассета 3 с загруженными кольцами 5 устанавливается над гнездами
0 4 ротора 2. Поскольку провальные окна 7 расположены друг к другу, например. 150° при нахождении одного окна под гнездом 4 другое провальное окно 7 находится над провальным окном 9 транспортирующего
5 ротора 8. В исходном состоянии одно из окон 7 опорного ротора 6 находится под правой стопой кассеты 3.
После установки в гнезда 4 кассет 3 включается электродвигатель 45 (фиг.4,в),
0 который через зубчатые колеса 43 и 44, вал 42 приводит в движение опорный ротор 6. При вращении последнего его второе про-, вальное окно 7 подходит под гнездо 4 ротора 2, расположенное под левой стопой
5 изделий 5 кассеты 3. При этом происходит западение кольца под действием собственного веса из гнезда 4 во второе окно 7 и останов электродвигателя 45 (фиг.4,в) при срабатывании датчика положения 15
0 (фиг.4,г) по щели 13. Одновременно с этим при совмещении первого провального окна 7 с провальным окном 9 транспортирующего ротора 8 происходит западание кольца под действием собственного веса из про5 вального окна 7 в провальное окно 9, вынутого опорным ротором 6 из правой стопы кассеты 3. Затем переключается электродвигатель 45 (фиг.4,в) и опорный ротор 6 переходит на вращение в противоположную
0 сторону, в результате происходит выем кольца из левой стопы кассеты 3. При вращении опорного ротора 6 и после совпадения его второго провального окна 7 с провальным окном 9 транспортирующего
5 ротора 8 происходит западание кольца под действием собственного веса в провальное окно 9 и останов электродвигателя 45 (фиг.4,в) при срабатывании датчика 16 (фиг.4,д) по второй щели 14. Поскольку про0 вальные окна 7 опорного ротора 6 расположены друг к другу под углом, например, 150°, а щели 13 и 14 под углом, например, 30° и опорный ротор 6 совершает качающее движение с перебегом на 1,5° в ту и дру- гую сторону, причем угол поворота составляет большую величину чем 150°, например 153°, в результате центр провального окна 7 опорного ротора 6 проходит через центр гнезда 4 ротора 2 и центр провального окна
0 9 транспортирующего ротора 8. Последний
может иметь несколько, например четыре, провальных окна 9, диаметр которых соответствует диаметру выдаваемых колец. После образования в провальном окне 9 пары колец включается электродвигатель 50 (фиг.4,с1), который через мальтийский механизм 47, зубчатые колеса 48 и 49 и вал 46 приводит в движение транспортирующий ротор 8, который поворачивается на 90° и транспортирует пару колец на позицию намагничивания.
Точная фиксация транспортирующего ротора 8 осуществляется фиксатором 53 через рычаг 52 и кулачек 51. При этом производится останов электродвигателя 50 (фиг.4,01) за счет срабатывания датчика 57 (фиг.4,б) посредством замыкателя 56. После перемещения пары колец на позицию намагничивания включается электродвигатель 64 (фиг.4,е), который посредством кулачка 65 и ползуна 66 осуществляет подъем катушки 10 намагничивания в верхнее положение. Указанная катушка своим рабочим диаметром входит в отверстие пары колец, находящейся в провальном окне 9. В это же время опорный ротор 6 начинает формировать следующую пару колец в следующем провальном окне 9 транспортирующего ротора 8. После подъема катушки 10 срабатывает датчик положения 67 (фиг.4,ж) через замыкатель 68 и отключается электродвигатель 64(фиг.4,е). В момент выстоя ротора 8 (см.фиг.4) происходит намагничивание и контроль степени намагничивания пары колец. После этого включается электродвигатель 64 (фиг.4,е) и катушка 10 опускается в нижнее положение, которое фиксируется замыкателем 68, взаимодействующим с датчиком 69 положения (фиг.4,з), осуществляющим отключение электродвигателя 64 (фиг.4,е) и включение электродвигателя 50 (см,фиг.4,d) ротора 8, который транспортирует намагниченную пару колец к заслонке 11, открытием которой посредством датчика 70 положения осуществляется разбраковка намагниченных колец по степени их намагниченности, При этом пара колец, имеющая требуемую степень намагниченности при открытии заслонки 11 под действием собственного веса, попадает на направляющую 17 отводящего транспортера.
Открытие и закрытие заслонки 11 осуществляется включением и отключением электродвигателя 59 (фиг.4,и) по сигналу датчика 70 положения (фиг.4,к). После задержки заслонки 11 в открытом положении, например, на 0,5 с, необходимой для надежного выпадения пары колец из провального окна 9 транспортирующего ротора 8 на направляющую 17, включается электродвигатель 59 (фиг.4,и) на противоположное направление и заслонка 11 закрывается. Затем включается электродвигатель 63
5 (фиг.4,л), который при помощи шкива 62, роликов 19 и 20, тросика 18 и толкателя 21 перемещает пару колец по направляющей 17 до замыкателя 22, при воздействии на который срабатывает датчик 25 (фиг.4,м).
0 Электродвигатель 63 (фиг.4,л) переключается на противоположное направление для перемещения толкателя 21 в первоначальное положение, при достижении которого срабатывает датчик 27 (фиг.4,о) от замыка5 теля 24 и электродвигатель 63 (фиг.4,л) отключается. Следующая годная пара колец транспортируется по направляющей 17 до срабатывания датчика 26 (фиг.4,н), с которым взаимодействует замыкатель 23 при ус0 ловии, что предыдущая пара колец не снята (вручную). Если первая пара колец снята, то устройство работает, как описано выше. Если обе годных пары колец не сняты, устройство останавливается по сигналу с датчика
5 26. Если же пара колец не имеет требуемого уровня намагничивания (брак), электродвигатель 59 не включается, заслонка 11 не открывается и пара бракованных колец при следующем повороте ротора 8 переме0 щается мимо выходного транспортера к отводящему лотку 12, куда вы падает под действием собственного веса из провального окна 9, а оттуда в бункер Брак (не показан). При каждом фиксированном выстое
5 транспортирующего ротора 8 производится как формирование на позиции спаривания очередной пары колец, так и намагничивание ранее сформированной пары колец на позиции намагничивания.
0После выработки всех колец из обеих
сторон кассеты 3, находящийся непосредственно на позиции выгрузки ротора 2, включается электродвигатель 34, который через систему зубчатых колес 29-32 и мальтийский
5 механизм 33 приводит во вращение вал 28 /и ротор 2 перемещается, подавая на пози- S цию выгрузки следующую кассету 3. Затем процесс поштучной выдачи изделий повторяется. После поворота ротора 2 осуществляется его точная фиксация в положение выстоя фиксатором 37 посредством рычага 36 и кулачка 35. При этом производится останов электродвигателя 34 при срабатывании датчика 41 посредством замыкателя 40. Выработка всех колец из стопок кассет определяется поотсутствию кольца в любом из провальных окон ротора 6 посредством датчиков 15 и 16.
Устройство может работать как самостоятельно, так и встраиваться в автоматическую линию не только намагничивания, но и контроля различных параметров (электромагнитных, геометрических, внешнего вида) изделий с упаковкой и управляться от единого устройства управления, необходимо только выдержать параметры временной диаграммы работы исполнительных механизмов.
Формула изобретения 1.Устройство для выдачи штучных изделий цилиндрической формы, содержащее Основание, несущий роторе вертикальными кассетами и гнездами для изделий, расположенный под ним опорный ротор с провальными окнами и отводящий транспортер, Отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения набора противопо- южно ориентированных изделий в пары и последующего их намагничивания, оно снабжено расположенным под опорным ротором транспортирующим ротором с провальными окнами намагничивающим приспособлением, отбраковочным приспособлением, включающим поворотную заслонку и отводящий лоток, и системой датчиков положения, при этом несущий, опорный и транспортирующий роторы расположены один относительно другого с возможностью периодического совмещения гнезд несущего ротора с провальными окнами опорного ротора и провальных окон опорного и транспортирующего роторов, в
опорном роторе выполнены радиальные щели, смещенные одна относительно другой для взаимодействия с соответствующими датчиками положения.
2,Устройство поп.1, отличающеес я тем, что, с целью повышения надежности в работе, несущий и транспортирующий роторы оснащены позиционирующими механизмами, каждый из которых включает кулачек, подпружиненный фиксатор, смонтированный с возможностью возвратно-поступательного перемещения в вертикальной плоскости и соединенный с кулачком посредством двуплечего рычага, и датчик положения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки колец | 1987 |
|
SU1556768A1 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ | 2009 |
|
RU2415780C1 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ С ЭЛЕКТРОПРИВОДОМ | 2003 |
|
RU2266236C2 |
| Устройство для контроля и сортировки уплотнительных колец | 1986 |
|
SU1359008A1 |
| Устройство для ориентированнойзАгРузКи дЕТАлЕй | 1979 |
|
SU806358A1 |
| Устройство для автоматического изготовления и припайки проволочных выводов к трубчатым керамическим конденсаторам | 1956 |
|
SU116760A1 |
| Устройство для подготовки радиоэлемен-TOB K МОНТАжу | 1979 |
|
SU822393A1 |
| Загрузочное устройство | 1988 |
|
SU1583257A1 |
| МИКРОАВТОБУС (ВАРИАНТЫ) | 2006 |
|
RU2349485C2 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
Изобретение относится к транспортировке и упаковке. Цель изобретения - расширение технологических возможностей путем обеспечения набора противоположно ориентированных изделий в пары и последующего их намагничивания. Устройство содержит основания, несущий ротор, опорный ротор и транспортирующий ротор. Изделия (кольца) из кассет несущего ротора передаются опорным ротором на транспортирующий ротор к катушке намагничивающего приспособления и затем толкателем отводящего транспортера передаются на последующие операции. 1 з.п.ф-лы, 4 ил.
Фиг.1
т
| Устройство для поштучной выдачи цилиндрических предметов | 1984 |
|
SU1214534A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
