Изобретение относится к контрольно- сортировочной технике в машиностроении и может быть использовано для контроля уплотнительных колец по неплоскостности.
Целью изобретения является расширение технологических возможностей.
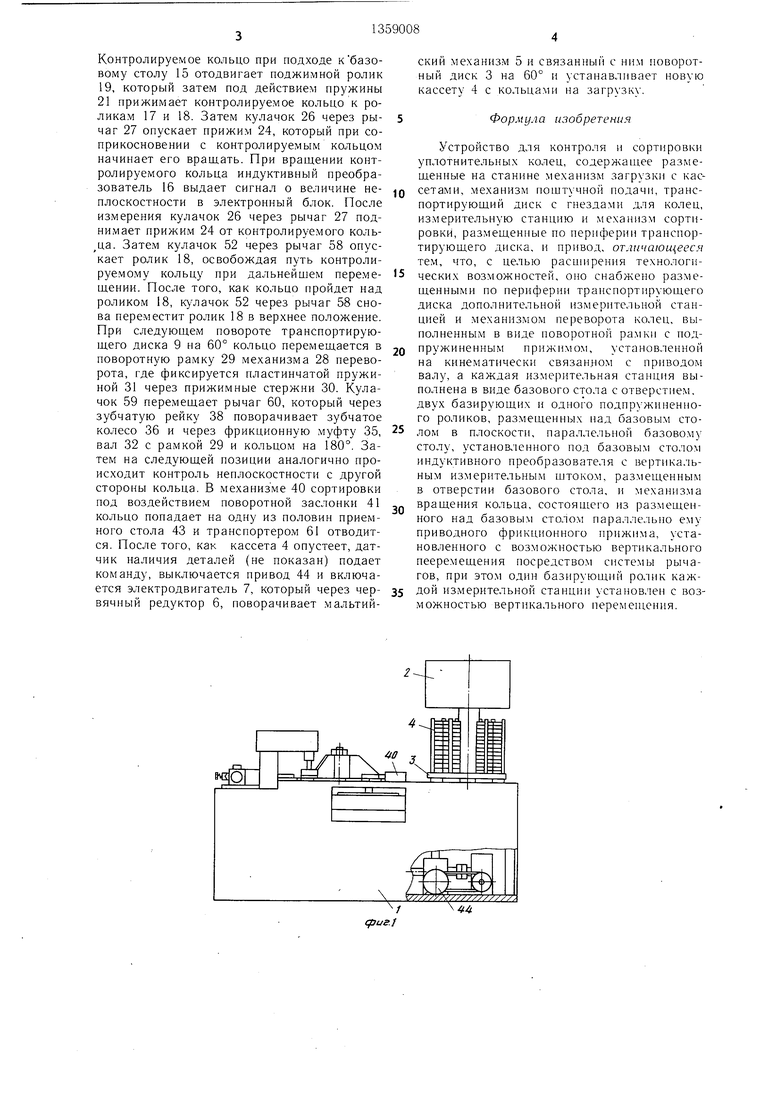
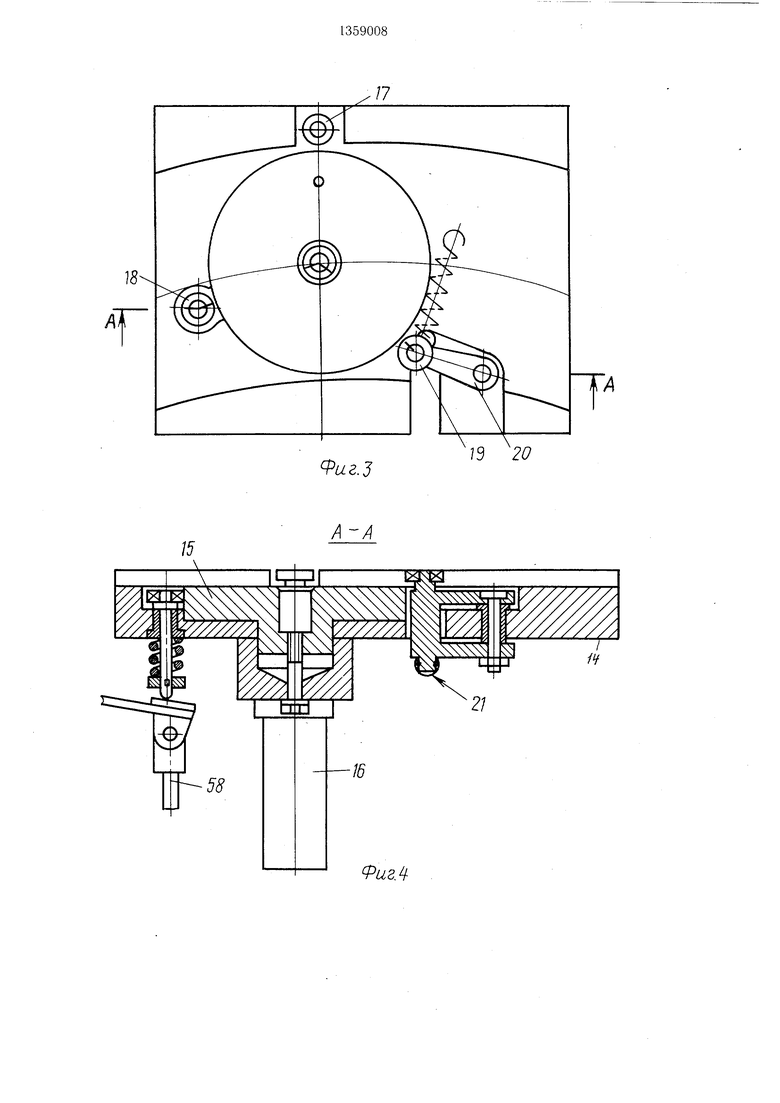
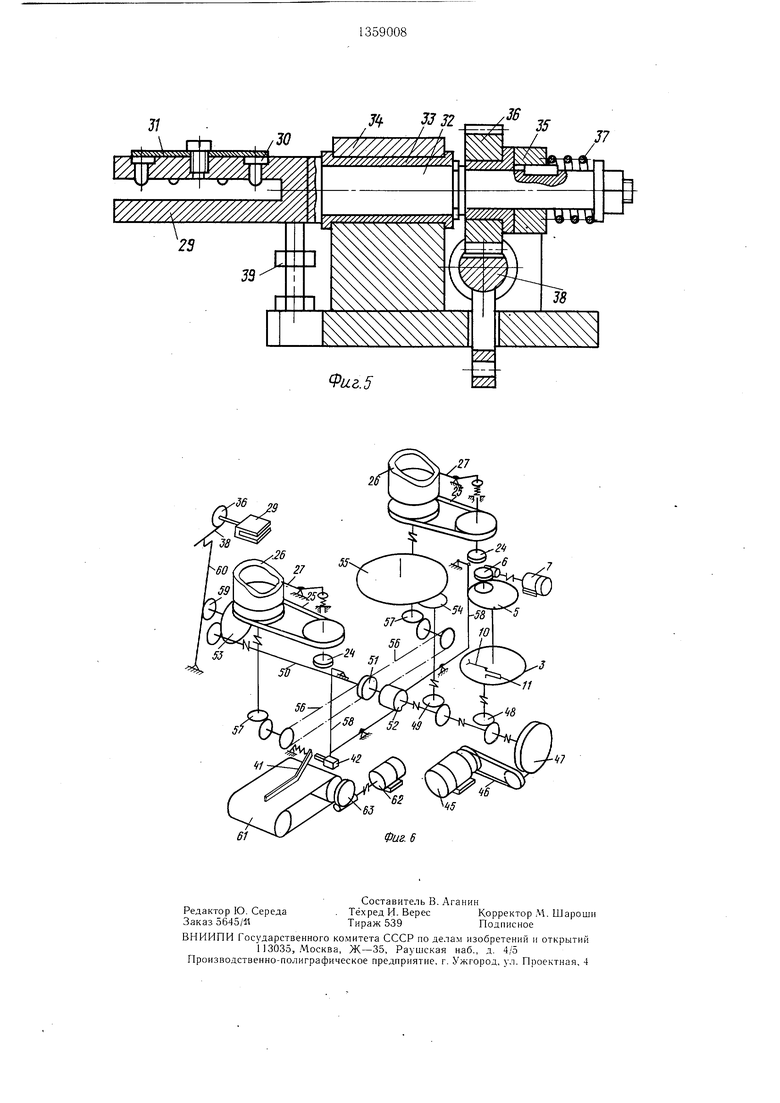
На фиг. 1 изображена схема устройства; на фиг. 2 - то же, вид сверху; на фиг. 3 - измерительный механизм; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - механизм переворота; на фиг. 6 - кинематическая схема устройства.
Устройство для контроля и сортировки унлотн-ительных колец содержит станину 1, на которой установлен механиз.м 2. загрузки, имеющий поворотную плиту 3 с шестью съемными кассетами 4, в которые загружаются контролируемые кольца. Механизм 2 загрузки имеет собственный нривод, состоя- ший из мальтийского механизма 5, червячного редуктора 6 и электродвигателя 7.
На станине 1 установлен механизм 8 но- штучной подачи, служаший для перемеш,е- ния контролируемых колец из кассеты 4 в транспортирующий диск 9, состоит из толкателя 10, и.меющего возможность совер- шать возвратно-поступательное движение от кривошипно-щатунного механизма 11. У транспортирующего диска 9 установлены измерительные станции 12 и 13, предназначенные для определения неплоскостности уплотнительных колец. Каждая станция состоит из корпуса 14, на котором установлен базовый стол 15, служащий опорной базой уплотнительного кольца при измерении. Внутри корпуса 14 установлен индуктивный преобразователь 16. На корпусе 14 по окружности базового стола 15 установлен один базирующий ролик 17, один подвижный ролик 18, установленный с возможностью перемещения внутрь корпуса 14, чтобы не создавать препятствий кольцам при транспортировке. Поджимной ролик 19 установлен на рычаге 20, который подпружинен пружиной 21, и служит для поджатия контролируемого кольца к роликам 17 и 18.
Над измерительными станциями 12 и 13 на станине установлены механизмы 22 и 23 вращения, служащие для вращения контролируемых колец на базовых столах 15 при контроле. Они имеют прижимы 24, получающие вращение от клиноременной передачи
25и имеющие возможность соверщать возвратно-поступательное движение от кулачка
26через рычаг 27. Между измерительными станциями установлен механизм 28 переворота, служащий для переворота контролируемого кольца на 180° и имеющий поворотную рамку 29, в одной из половин кото- рой установлено щесть прижимных стержней 30, которые подпружиниваются пластинчатой пружиной 31 и служат для фиксации
5
5
0
контролируемого кольца от выпадения при- перевороте.
Рамка 29 крепится на валу 32, который установлен во втулке 33, закрепленной на корпусе 34. На валу 32 установлена фрикционная муфта 35, связанная с зубчаты.м колесом 36, свободно установленным на валу 32. Фрикционная муфта 35 поджимается к зубчатому колесу 36 пружиной 37. Зубчатое колесо 36 находится в зацеплении с зубчатой рейкой 38, имеющей возможность совершать возвратно-поступательное движение. На корпусе установлены два регулируемых упора 39, которые предназначены для точной установки поворотной рамки 29 в конечных положениях. Механизм 40 сортировки, служащий для сортировки проконтролированных колец, содержит поворотную заслонку 41, которая может поворачиваться на некоторый угол от электромагнита 42 и служит для направления колец на разные по ловины приемного стола 43. Внутри станины 1 установлен привод 44, служаший для передачи крутящего момента на все механизмы автомата и обеспечения жесткой кине.мати- ческой связи между всеми механизмами, содержащий электродвигатель 45, который через клиноременную передачу 46, червячный редуктор 47, конические передачи 48 и 49 связан с валом 50. На валу 50 закреплены сдвоенная зубчатая звездочка 51 и кулачок 52. Вал 50 соединяется с цилиндрическим редуктором 53. Передача 48 служит для привода механизма 11. Передача 49 служит для передачи вращения на поводок 54 мальтийского механизма 55 транспортирующего диска 9, Звездочка 51 служит для передачи вращения через цепи 56 на конические редукторы 57, служащие для передачи вращения на механизмы 22 и 23 вращения. Кулачок 52 служит для передачи возвратно-поступательного движения рычагам 58, которые служат для поднятия и опускания выдвижных базирующих роликов 18. Кулачок 59 служит для передачи возвратно- поступательного движения рычагу 60, который перемещает зубчатую рейку 38 механизма 28 переворота. На станине закреплен приемный стол, служащий для накопления проконтролированных колец, имеющий транспортер 61, приводящийся во вращение от электродвигателя 62 через червячн ый редуктор 63.
Устройство работает следующим образом.
Уплотнительные кольца загружаются в кассеты 4. Толкатель 10 выхватывает уплот- нительное кольцо из кассеты 4 и подает его в транспортирующий диск 9, который при повороте на 60° подает кольца поочередно на измерительные станции 12 и 13, механиз.м 28 переворота и механизм 40 сортировки.
Контролируемое кольцо при подходе к базовому столу 15 отодвигает поджимной ролик 19, который затем под действием пружины 21 прижимает контролируемое кольцо к роликам 17 и 18. Затем кулачок 26 через рычаг 27 опускает прижим 24, который при соприкосновении с контролируемым кольцом начинает его вращать. При вращении контролируемого кольца индуктивный преобразователь 16 выдает сигпал о величине неплоскостности в электронный блок. После измерения кулачок 26 через рычаг 27 поднимает прижим 24 от контролируемого кольца. Затем кулачок 52 через рычаг 58 опускает ролик 18, освобождая путь контролируемому кольцу при дальнейшем переме- шении. После того, как кольцо пройдет над роликом 18, к лачок 52 через рычаг 58 снова переместит ролик 18 в верхнее положение. При следующем повороте транспортирующего диска 9 на 60° кольцо перемешается в поворотную рамку 29 механизма 28 переворота, где фиксируется пластинчатой пружиной 31 через прижимные стержни 30. Кулачок 59 перемещает рычаг 60, который через зубчатую рейку 38 поворачивает зубчатое колесо 36 и через фрикционную муфту 35, вал 32 с рамкой 29 и кольцом на 180°. Затем на следующей позиции аналогично происходит контроль неплоскостности с другой стороны кольца. В механизме 40 сортировки под воздействием поворотной заслонки 41 кольцо попадает на одну из половин приемного стола 43 и транспортером 61 отводится. После того, как кассета 4 опустеет, датчик наличия деталей (не показан) подает команду, выключается привод 44 и включается электродвигатель 7, который через червячный редуктор 6, поворачивает мальтийский механизм 5 и связанный с ним поворотный диск 3 на 60° и устанавливает новую кассету 4 с кольцами на загрузку.
Формула изобретения
Устройство для контроля и сортировки уплотнительных колец, содержащее размешенные на станине механизм загрузки с кассетами, механизм поштучной подачи, транс- портируюший диск с гнездами для колец, измерительную станцию и механизм сортировки, размешенные по периферии транспортирующего диска, и привод, отличающееся тем, что, с целью pacnniрения технологических возможностей, оно снабжено размешенными по периферии транспортируюшего диска дополнительной измерительной станцией и механ15змом переворота колец, выполненным в виде поворотной рамки с подпружиненным прижимо.м, установленной на кинематически связанном с приводом валу, а каждая измерительная станция выполнена в виде базового стола с отверстием, двух базируюших и одного подпружиненного роликов, размешенных над базовым столом в плоскости, парал,1ельной базовому столу, установленного под базовым столом индуктивного преобразователя с вертикальным измерительным штоко.м, размешенным в отверстии базового стола, и механиз.ма вращения кольца, состоящего из размешенного над базовым столом параллельпо ему приводного фрикционного прижима, установленного с возможностью вертикального пееремешения посредство.м системы рычагов, при этом один базируюший ролик кажДой измерительной станции установлен с воз- .можностью вертикального перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Автомат для контроля и сортировки колец | 1987 |
|
SU1556768A1 |
| Автоматическое устройство для контроля и сортировки колец | 1979 |
|
SU919764A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| Автомат для контроля и сортировки уплотнительных колец | 1989 |
|
SU1696006A1 |
| Устройство для контроля и сортировки линз | 1980 |
|
SU910231A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |
Изобретение относится к контрольно- сортировочной те.хнике в машиностроении и позволяет расширить технологические 22 12 возможности при контроле уплотнительных колец по неплоскостпости. Сортируемые кольца из кассеты поштучно подаются толкателем в пазы транспортирующего диска 9. .При повороте диска 9 на 60° поочередно проходят через измерительные станции 12 и 13 и расположенный между ними механизм переворота 28, рычаг от кулачка опускает прижим на коль.цо, которое приводится во врашение, осуществляется контроль плоскостности кольца с помощью преобразователя. При повороте диска 9 кольцо поступает в рамку механизма поворота, которая переворачивает кольцо на 180 . На Cv eдyющeй измерительной станции контролируется вторая плоскость кольца. После контроля кольца поступают на механизм сортировки. 6 ил. С сл со сд со оо gjus.z
иг.З
А-А
ФигЛ
31
иг.5
61
27
Редактор Ю. Середа Заказ 5645/4t
Составитель В. Аганин . Техред И. ВересКорректор A-L Шароши
Тираж 539Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для автоматической сортировки поршневых колец по радиальному зазору | 1981 |
|
SU1026846A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
