Изобретение относится к автоматизации сварочного оборудования, а именно к системам автоматического ведения сварочной горелки по стыку, и может быть использовано в сварочных работах.
Цель изобретения - расширение функциональных возможностей путем обеспечения сварки при наличии прихваток.
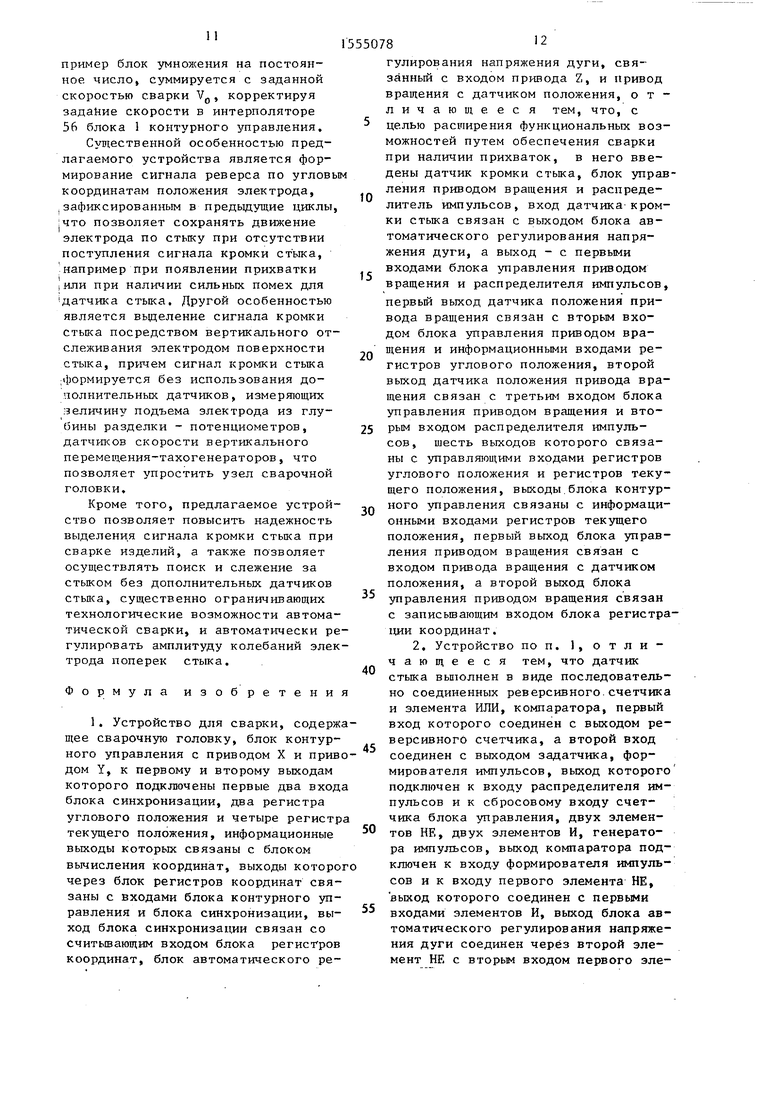
На фиг. 1 показана сварочная головка, имеющая четыре степени свободы - перемещение оси С по трем направлениям X, Y, Z и вращение головки по дуге окружности относительно оси- С (координата cf); на фиг. 2 - схема определения координат середины стыка; на фиг. 3 - блок-схема
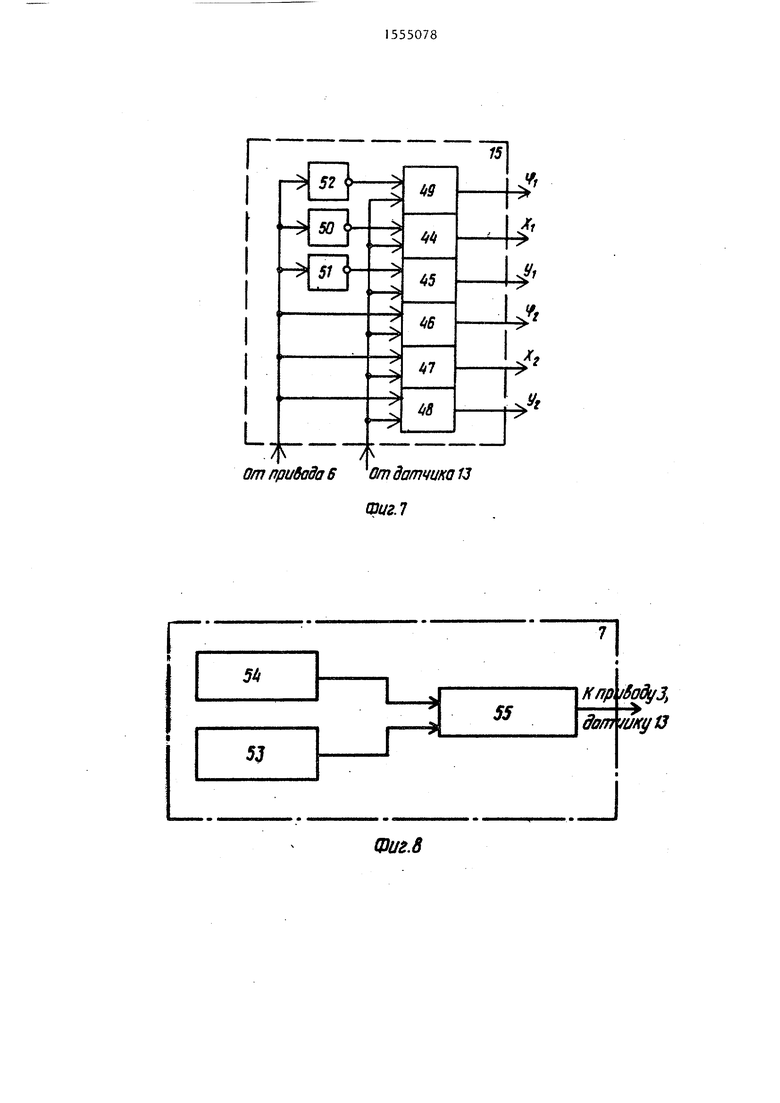
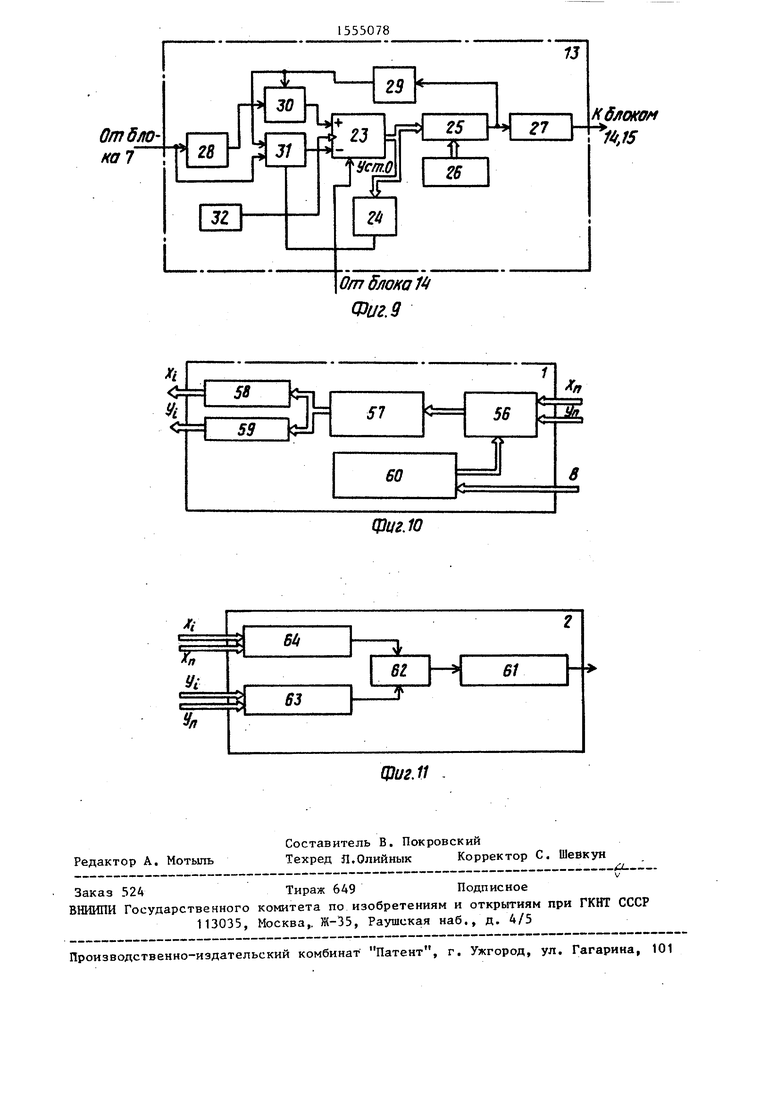
устройства, реализующего способ; на фиг. 4 - структурная схема блока регистров координат; на фиг. 5 - распределитель импульсов; на фиг. 6- структурная схема блока управления приводом вращения; на фиг. 7 - структурная схема распределителя импульсов; на фиг. 8 - блок автоматического регулирования напряжения дуги, вариант выполнения; на фиг. 9 - структурная схема датчика стыка; на фиг. 10 - система контурного управления, вариант выполнения; на фиг. 11 - структурная схема блока синхронизации.
Устройство для сварки содержит блок 1 контурного управления с приводом X и приводом Y, к выходам коел ел ел
-к
00
торой подключен блок 2 синхронизации, привод 3 Z, регистры 4 дугового положения, информационные выходы которых связаны со входами блока 5 вычисления координат, привод 6 вращения с датчиком положения, блок 7 автоматического регулирования напряжения дуги, регистры 8 - 11 текущего положения, блок 12 регистров координат, датчик 13 кромки стыка, блок 14 управления приводом вращения, распределитель 15 импульсов. Выход блока 7 автоматического регулирования напряжения дуги (ЛРНД) связан с приводом 3 Z. Выходы регистров 8-11 текущего положения через блок 5 вычисления координат и последовательно соединенный с ним блок 12 регистров координат связаны с входами системы 1 контурного управления и блока 2 синхронизации. Выход блока 2 синхронизации связан со считывающим входом блока 12 регистров координат.
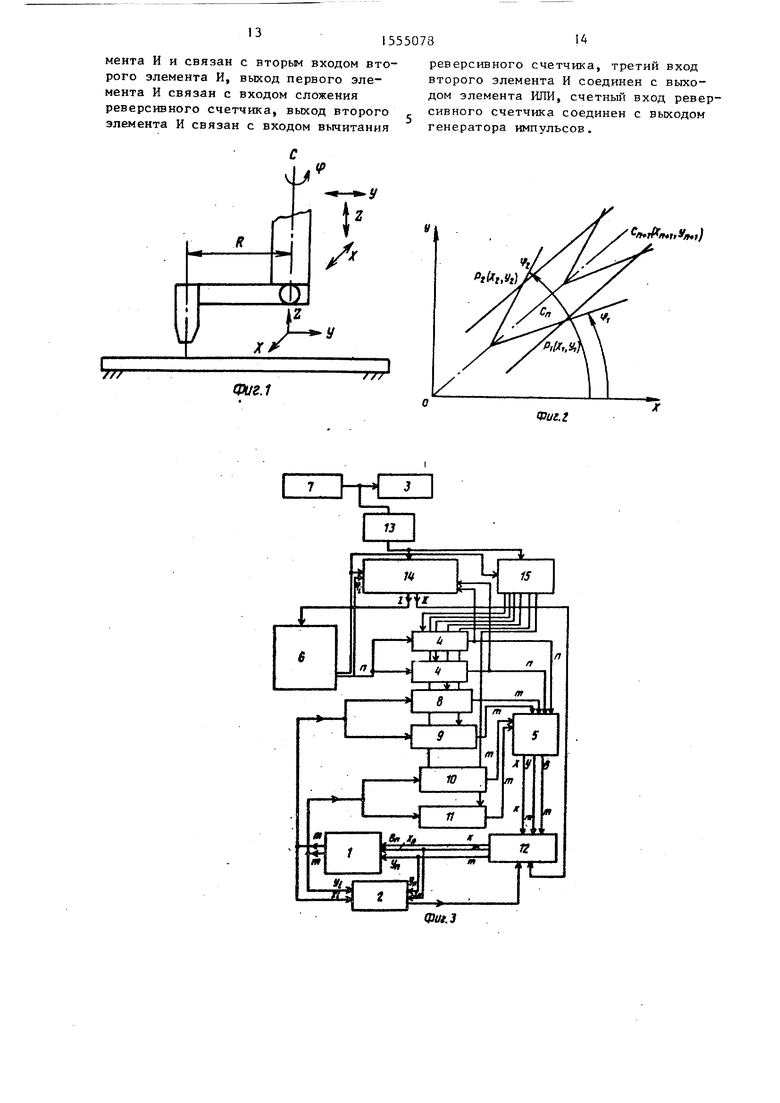
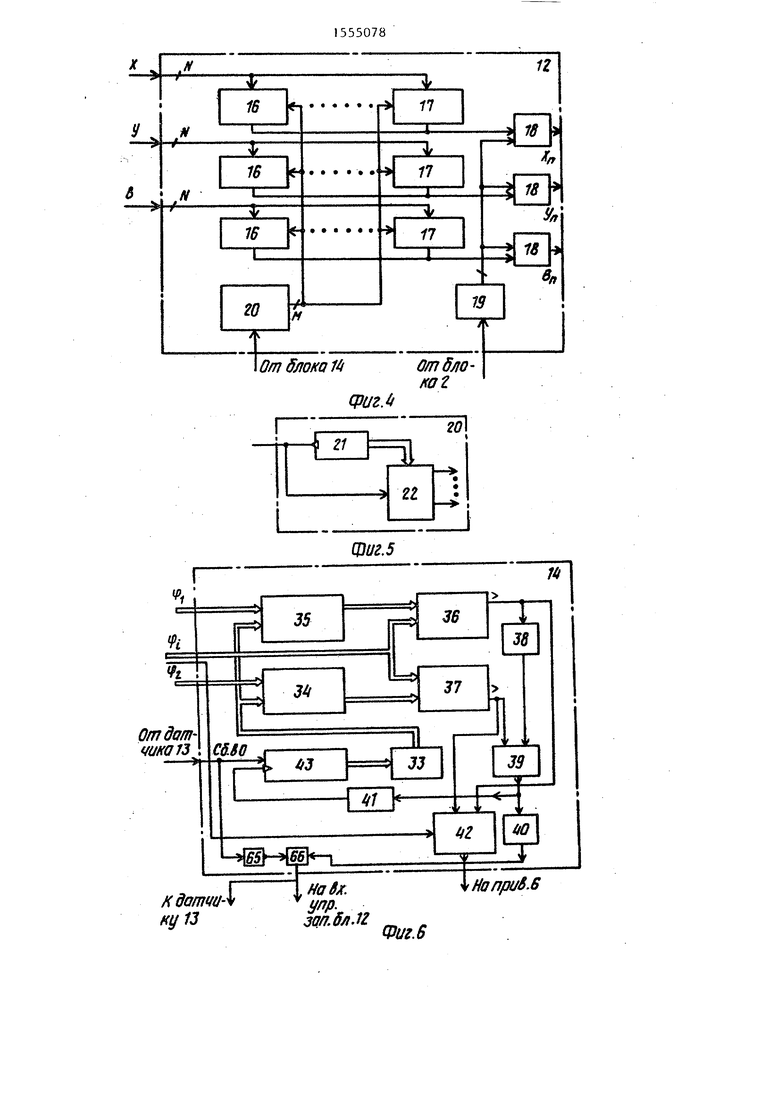
Блок 12 регистров координат содержит регистры 16 и 17, мультиплексор 18, двоичный счетчик 19 и распределитель 20 импульсов. При этом выходы распределителя 20 импульсов подключены к входам разрешения записи регистров 16 и 17, а его вход связан с вторым выходом блока 14 управления. Информационные выходы регистров 16 и 17 связаны с входами мультиплексоров. Выход счетчика 19 связан с управляющими входами мультиплексоров 18, а его вход связан с выходом блока 2 синхронизации, информационные входы регистров 16 и 17 связаны с выходами блока 5 вычисления координат.
Распределитель 20 импульсов содержит счетчик 21, выход которого подключен к управляющему входу де- мультиплексора 22, вход которого и вход счетчика 21 -соединены с выходом блока 14 управления. Датчик 13 кромки стыка содержит последовательно соединенные реверсивный счетчик 23 и элемент ИЛИ 24, компаратор 25, первый вход которого соединен с выходом реверсивного счетчика 23, а второй вход соединен с выходом за- датчика 26, формирователь 27 импульсов, выход которого подключен к входу распределителя 15 импульсов и к входу блока 14 управления приводом вращения, элементы НЕ 28 и 29, эле15
20
5550784
мент И 30, 31, генератор 32 импульсов .
Выход компаратора 25 подключен к входу формирователя 27 импульсов и к входу первого элемента НЕ 29, выход которого соединен с первыми входами элементов И 30 и 31. Выход блока 7 автоматического регулирования
JQ напряжения дуги соединен через второй элемент НЕ 28 с вторым входом первого элемента И 30 и связан с вторым входом второго элемента И 31 . Выход первого элемента И 30 связан с входом сложения реверсивного счетчика 23. Выход второго элемента И 31 связан с управляющим входом вычитания реверсивного счетчика -23. Третий вход второго элемента И 31 соединен с выходом элемента ИЛИ 24. Счетный вход реверсивного счетчика 23 соединен с выходом генератора 32 импульсов.,
Блок 14 управления содержит блок
25 33 памяти, выход которого подключен к первому входу сумматора 34 и к первому входу вычитателя 35, вторые входы которых связаны соответственно с выходом второго и с выходом первого регистров 4 углового положения, блок 36 сравнения, первый вход которого подключен к выходу вычитателя 35, а второй вход подключен к выходу датчика углового положения привода 6 вращения, блок 37 сравнения, пер35 вый вход которого подключен к выходу сумматора 34, а второй вход также подключен к выходу датчика положения привода 6 вращения, элемент НЕ 38, схему ИЛИ 39, одновибратор 40, делитель 41 частоты, мажоритарный элемент 42, счетчик 43.
30
40
Выход счетчика 43 подключен к ад- ресному входу блока 33 памяти. Выход блока 36 сравнения подключен к входу элемента НЕ 38 и к первому входу мажоритарного элемента 42. Выход блока 37 сравнения подключен к втор му входу мажоритарного элемента 42 и к первому входу элемента ИЛИ 39. Второй вход элемента ИЛИ 39 подключен к выходу элемента НЕ 38. Выход элемента ИЛИ 39 подключен к входу од- новибратора 40 и к входу делителя 41 частоты, выход которого подключен к счетному входу счетчика 43. Сбросовый вход счетчика 43 соединен с выходом датчика 13 стыка, третий
вход мажоритарного элемента 42 связан с выходом привода 6 вращения. Выход мажоритарного элемента 42 подключен к приводу 6 вращения. Выход одновибратора 40 соединен с входом управления записью блока 12 регистров координат.
Распределитель 15 импульсов содержит элементы И 44 и 49, выходы которых подключены к записывающим входам регистров текущего положения, элементы НЕ 50 - 52, выходы которых подключены к первым входам элементов И 49, 44 и 45. Выход датчика 13 кромки стыка подключен к вторым входам элементов И 44 и 49. Первые входы элементов 46 - 48 и входы элементов НЕ 50 - 52 подключены к выходу датчика положения привода 6 вращения (к выходу схемы определения направления вращения). Блок 7 АРНД выполнен в виде задатчика 53 и датчика 54, подключенных к входу компаратора 55. Блок 1 контурного управлени содержит интерполятор 56, блок 57 управления приводами, привод 58 X, привод 59 Y, формирователь 60 скорости. Блок 2 синхронизации содержит одновибратор 61, вход которого подключен к выходу элемента И 62, входы которого связаны с выходами компаратора 63 X и компаратора 63 Y.
Датчик положения привода 6 вращения импульсно-кодовый со схемой определения направления вращения. Вместо блока 7 АРНД может быть использован также любой другой известный блок стабилизации расстояния электрода до изделия. Блок 14 управления приводом вращения снабжен элементом ИЛИ 65 и элементов И 66.
В регистры 16 блока 12 регистров координат записывают координаты исходной начальной точки сварки Xft, Y0 и номинальную ширину В0 разделки стыка свариваемого изделия, В за- датчике формирователя 60 скорости блока 1 контурного управления устанавливают требуемое значение номинальной скорости сварки V0 . Далее располагают ось С со сварочной головкой в точке с нулевыми координатами (или некоторыми заданными, определяющими исходное направление движения оси С) и записывают в регистры 4 су, и 1рг углового положения коды, соответствующие положениям левой и правой кромок стыка и опре
деляющие направление стыка в начальной точке сварки Х0, Y0, после чего включают устройство. В исходном сое тоянии дуга не горит, привод 6 вращения выключен, сварочная головка неподвижна относительно оси С, все счетчики и остальные регистры, кроме указанных содержат нулевую информацию, мультиплексоры 18 подключают выходы регистров 16 соответственно к входам X,Y, В блока 1 контурного . управления. Ось С со сварочной головкой начинает движение к начальной
точке Х0 , Y0, определяющей точку начала сварки, по прямой со скоростью
V0.
При приближении оси С к начальной
точке Х0, Y0 автоматически зажигается осциллятором дуга и включается привод 6 вращения, сварочная головка начинает колебаться по дуге окружности относительно заданных программных угловых начальных координат t-f) и , пересекая кромки стыка в точках Р, и Р2. При вращательных колебаниях головки относительно оси С ее вертикальное положение регулируется приводом 3 Z посредством блока
7 АРНД, при этом электрод эквидистантно копирует контур разделки стыка. Реверс вращательного движения электрода осуществляется посредством блока 14 управления приводом вращения по сигналу датчика 13 кромки стыка, формирующего на выходу короткий прямоугольный импульс.
В качестве датчика 54 использует- ся датчик расстояния, основанный на
измерении напряжения между свариваемым изделием и кокком сварочного электрода. При касании электродом разделки датчик 54 формирует сигнал нулевого напряжения, при отсутствии
касания и без сварочной дуги - сигнал напряжения холостого хода источника сварочного тока, при наличии сварочной дуги - сигнал падения напряжений на дуге, соответствующий
расстоянию электрода до поверхности разделки. В з адатчике 53 расстояния устанавливают напряжение, соответствующее заданной длине дуги и номинальному напряжению дуги. В случае
п-ревышения напряжения дуги заданного значения компаратор 55 формирует сиг- нал логической единицы, что приводит к перемещению электрода вглубь разделки посредством привода 3 Z. В обратном случае и при касании электродом разделки на выходе компаратора 55 присутствует логический нуль, что привбдит к движению электрода к поверхности стыка.
В процессе колебательных движений электрода поперек разделки высота подъема электрода из самой глубокой точки разделки измеряется реверсивным счетчиком 23, а в момент превышения этой высоты, заданной в цифровом задатчике 26, на выходе компаратора 25 формируется единичный сигнал. По фронту этого сигнала формирователь 27 импульсов формирует короткий прямоугольный импульс стыка, который является импульсом разрешения записи информации в регистры 4,8,9,10 и 11 текущего положения, а также сбросовым импульсом счетчика 43 блока 14 управления приводом вращения, определяющим амплитуду колебаний электрода поперек стыка. Реверсивный счетчик 23 работает в режиме сложения в процессе подъема из разделки до заданной высоты, что обеспечивается элементами НЕ 28, 29 и элементом И 30. После достижения заданной высоты подъема на управляющем входе сложения реверсивного счетчика 26 формируется нулевой сигнал и сложение импульсов, поступающих с генератора 32, прекращается. После реверса электрод опускается в разделку, однако в этот момент времени выходной ригнал реверсивного счетчика 23 нулевой (сброс осуществляется в момент. реверса), что устраняет появление слу- чайного сигнала единицы на выходе компаратора 25. В процессе опускания электрода в разделку импульсы с генератора 32 на вход вычитания не поступают, так как на выходе элемента ИЛИ 24 присутствует логический нуль, закрывающий элемент И-31.
В течение времени прохождения электрода по дну разделки счетные импульсы попеременно поступают на входы сложения и вычитания, что предотвращает накопление импульсов в реверсивном счетчике 23 перед началом подъема электрода по разделке. После этого электрод начинает подниматься по разделке и циклы формирования сигналов кромок стыка повторяются.
5550788
В зависимости от направления вращения головки, которое определяется датчиком положения привода 6 вращения, сигнал кромки стыка распределяется по входам управления записью регистров Ц,, X,, Y или регистров Cfi Хг, Y.2, что обеспечивается элементами НЕ 50-52 и элементами И 44-49. Таким образом, текущие координаты, соответствующие левой кромке, записываются в одни регистры, а правой кромки - в другие. Направление вращения задается блоком 14 управления приводом 6 вращения посредством мажоритарного элемента 42. В процессе вращения текущий угол поворота электрода Cf; с датчика положения привода 6 вращения непрерывно сравнивается с граничными углами м оЈг ,
10
15
20
где oij Cfi+ a i Ч1, а (а
5
0
5
код, определяющий интервал времени между моментом прохождения электродом углового положения, записанного в регистре 4 и моментом реверса).
В зависимости от направления текущего поворота электрода и сигналов компараторов 36 и 37 мажоритарный элемент 42 формирует сигнал управления приводом 6 вращения, при этом нулевой сигнал на выходе мажори-- тарного элемента 42 соответствует направлению вращения электрода относительно оси С против часовой стрелки, единичный - по часовой стрелке.
При отсутствии сигнала кромки стыка с каждым циклом реверса электрода или через п циклов (что устанавливается посредством делителя 41 частоты) формируется импульс сложения на счетчик 43, изменяющий его состояние, определяющее адрес блока 33 памяти, в котором записаны значения величины а, определяющие ампли- с ТУДУ колебаний электрода. С увеличением кода счетчика 43 величина а увеличивается (это обеспечивается программированием блока 33 памяти), что обеспечивает нахождение электродом стыка, после чего большая амплитуда колебаний становится ненужной, на сбросовый вход счетчика 43 поступает сигнал кромки стыка, переводящий счетчик 43 в нулевое состояние, при котором на выходе блока 33 памяти формируется исходная минимальная величина atf.
За интервал времени между появлением сигнала кромки стыка с формиро0
0
5
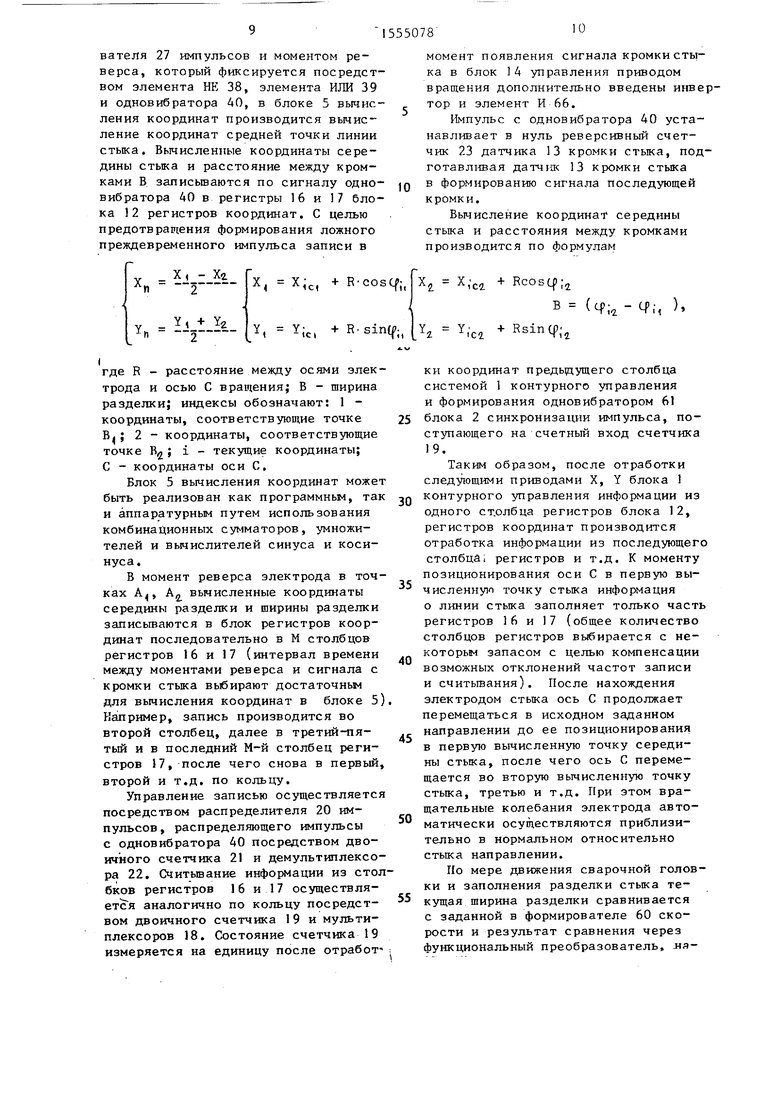
вателя 27 импульсов и моментом реверса, который фиксируется посредством элемента НЕ 38, элемента ИЛИ 39 и одновибратора 40, в блоке 5 вычисления координат производится вычисление координат средней точки линии стыка. Вычисленные координаты середины стыка и расстояние между кромками В записываются по сигналу одно- вибратора 40 в регистры 16 и 17 блока 12 регистров координат. С целью предотвращения формирования ложного преждевременного импульса записи в
момент появления сигнала кромки стыка в блок 14 управления приводом вращения дополнительно введены инвертор и элемент И 66.
Импульс с одновибратора 40 устанавливает в нуль реверсивный счетчик 23 датчика 13 кромки стыка, подготавливая датчик 13 кромки стыка в формированию сигнала последующей кромки.
Вычисление координат середины стыка и расстояния между кромками производится по формулам
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1311885A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для сварки | 1987 |
|
SU1558598A1 |
| Устройство для сварки | 1987 |
|
SU1459842A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1555080A1 |
| Устройство для сварки | 1987 |
|
SU1459841A1 |
| Устройство для автоматической сварки неповоротных стыков труб | 1985 |
|
SU1301607A1 |
| Устройство слежения за стыком | 1987 |
|
SU1445880A1 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
Изобретение относится к машиностроению, а именно к автоматизации дуговой сварки, и может быть использовано в системах автоматического направления сварочной головки по стыку. Цель изобретения - расширение функциональных возможностей за счет сварки в различных пространственных положениях стыка при наличии прихваток. Устройство содержит систему контурного управления приводами X, Y, блок автоматического напряжения дуги с приводом Z, привод вращения, блок синхронизации, два регистра углового положения, блок вычисления координат, четыре регистра текущего положения, блок регистров координат. В устройство дополнительно введены датчик стыка, блок управления и распределитель импульсов. Реверс вращательного движения электрода осуществляется по результату сравнения текущего угла поворота электрода с угловой координатой точки реверса, полученной в предыдущем цикле вращения электрода. При потере ориентации с каждым циклом осуществляется увеличение угловой амплитуды вращения электрода. 1 з.п. ф-лы, 11 ил.
X, - Хв. 2
Y, + Y2 - -2
Х4 Х;с, + R coscfi, У, Y;c, + R-sinCft,
где R - расстояние между осями электрода и осью С вращения; В - ширина разделки; индексы обозначают: 1 - координаты, соответствующие точке 2 - координаты, соответствующие точке i - текущие координаты; С - координаты оси С,
Блок 5 вычисления координат может быть реализован как программным, так и аппаратурным путем использования комбинационных сумматоров, умножителей и вычислителей синуса и косинуса.
В момент реверса электрода в точках А, Аа вычисленные координаты середины разделки и ширины разделки записываются в блок регистров координат последовательно в М столбцов регистров 16 и 17 (интервал времени между моментами реверса и сигнала с кромки стыка выбирают достаточным для вычисления координат в блоке 5) Например, запись производится во второй столбец, далее в третий-пя- тый и в последний М-й столбец регистров 17, после чего снова в первый, второй и т.д. по кольцу.
Управление записью осуществляется посредством распределителя 20 импульсов , распределяющего импульсы с одновибратора 40 посредством двоичного счетчика 21 и демультиплексо- ра 22. Считывание информации из стол бков регистров 16 и 17 осуществляется аналогично по кольцу посредством двоичного счетчика 19 и мультиплексоров 18. Состояние счетчика 19 измеряется на единицу после отработХ2. Х С2. + Rcostf;2
у. 1ico.
в ( Ч1;, }
+ RsinCJ);,
ГЦ
5
0
5
0
5
0
5
ки координат предыдущего столбца системой 1 контурного управления и формирования одновибратором 61 блока 2 синхронизации импульса, поступающего на счетный вход счетчика 19.
Таким образом, после отработки следующими приводами X, Y блока 1 контурного управления информации из одного ст.олбца регистров блока 12, регистров координат производится отработка информации из последующего столбца регистров и т.д. К моменту позиционирования оси С в первую вычисленную точку стыка информация о линии стыка заполняет только часть регистров 16 и 17 (общее количество столбцов регистров выбирается с некоторым запасом с целью компенсации возможных отклонений частот записи и считывания). После нахождения электродом стыка ось С продолжает перемещаться в исходном заданном направлении до ее позиционирования в первую вычисленную точку середины стыка, после чего ось С перемещается во вторую вычисленную точку стыка, третью и т.д. При этом вращательные колебания электрода автоматически осуществляются приблизительно в нормальном относительно стыка направлении.
По мере движения сварочной головки и заполнения разделки стыка текущая ширина разделки сравнивается с заданной в формирователе 60 скорости и результат сравнения через функциональный преобразователь, ляпример блок умножения на постоянное число, суммируется с заданной скоростью сварки V0 , корректируя задание скорости в интерполяторе 56 блока 1 контурного управления.
Существенной особенностью предлагаемого устройства является формирование сигнала реверса по угловым координатам положения электрода, Зафиксированным в предыдущие циклы, .что позволяет сохранять движение электрода по стыку при отсутствии поступления сигнала кромки стыка, например при появлении прихватки iили при наличии сильных помех для датчика стыка. Другой особенностью является выделение сигнала кромки стыка посредством вертикального отслеживания электродом поверхности стыка, причем сигнал кромки стыка формируется без использования дополнительных датчиков, измеряющих зеличину подъема электрода из глубины разделки - потенциометров, датчиков скорости вертикального перемещения-тахогенераторов, что позволяет упростить узел сварочной головки.
Кроме того, предлагаемое устройство позволяет повысить надежность выделения сигнала кромки стыка при сварке изделий, а также позволяет осуществлять поиск и слежение за стыком без дополнительных датчиков стыка, существенно ограничивающих технологические возможности автоматической сварки, и автоматически регулировать амплитуду колебаний электрода поперек стыка.
Формула изобретени
0
5
0
5
0
5
0
5
гулирования напряжения дуги, связанный с входом привода Z, и привод вращения с датчиком положения, отличающееся тем, что, с целью расширения функциональных возможностей путем обеспечения сварки при наличии прихваток, в него введены датчик кромки стыка, блок управления приводом вращения и распределитель импульсов, вход датчика кромки стыка связан с выходом блока автоматического регулирования напряжения дуги, а выход - с первыми входами блока управления приводом вращения и распределителя импульсов, первый выход датчика положения привода вращения связан с вторым входом блока управления приводом вращения и информационными входами регистров углового положения, второй выход датчика положения привода вращения связан с третьим входом блока управления приводом вращения и вторым входом распределителя импульсов, шесть выходов которого связаны с управляющими входами регистров углового положения и регистров текущего положения, выходы блока контурного управления связаны с информационными входами регистров текущего положения, первый выход блока управления приводом вращения связан с входом привода вращения с датчиком положения, а второй выход блока управления приводом вращения связан с записывающим входом блока регистрации координат.
сл(1ннУяп)
иг. г
набх.
улр- ку 13зап.бл.К
кдатчи-
Фиг.4
фиг. 5
Наприб-6
Фиг.6
От прибада 6 От датчика /J ШигЛ
г:
5Ь
5J
J 55
н-
к пр. tSod(/3 дотшуЯ
.J
Фиг.8
9 fcJT
Кблоком W5
57
«
Фиг.10
| Устройство для адаптивного управления движением сварочной головки по стыку | 1985 |
|
SU1348108A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
