Токарнэ-расточные станки для чистового растачивания, например, цилиндровых втулок крупных судовых дизелей, включающие пустотелый шпиндель, в патроне которого устанавливают изделие, с направляющей опорной втулкой для входящего в нее свободного конца цилиндрического расточного стебля, перемещающегося поступательно от индивидуального привода подачи, известны.
Отличие предлагаемого стапка заключается в том, что для повыщення точности обработки направляющая опорная втулка выполнена невращаЕощейся и укренлена на щпнндельной бабке.
Для упрощения отвода резца от обработанной поверхности ось стебля расположена параллельно и эксцентрично относительно осп вращения изделия.
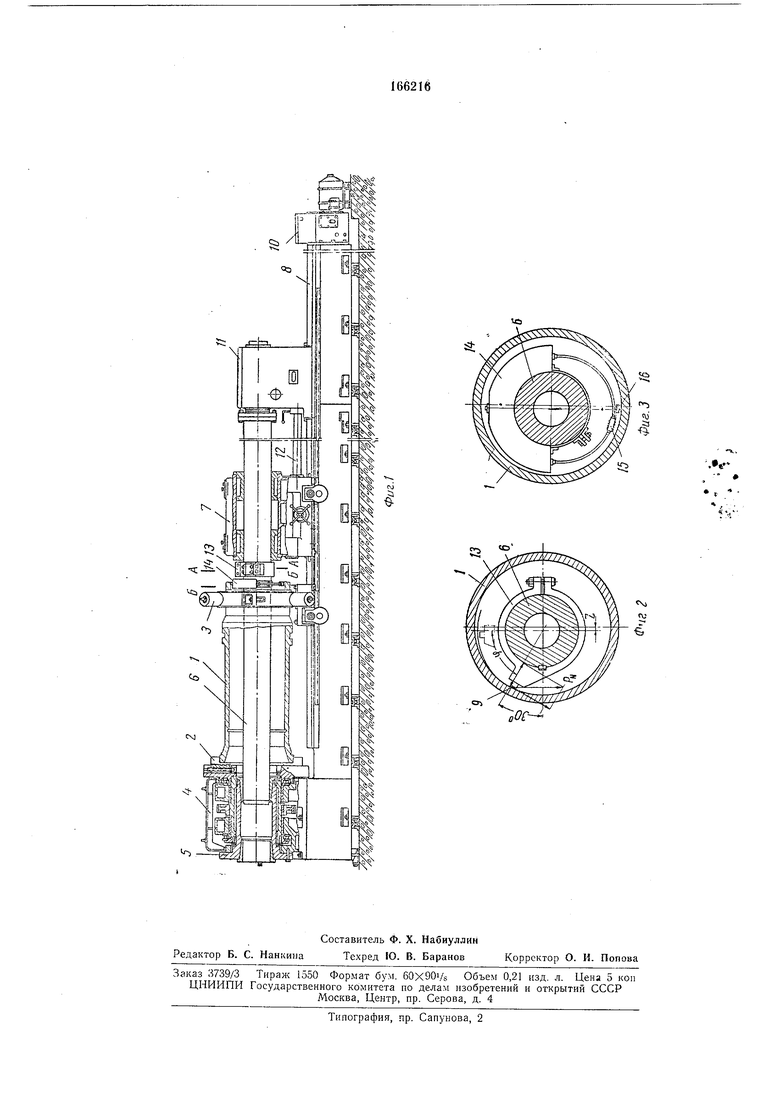
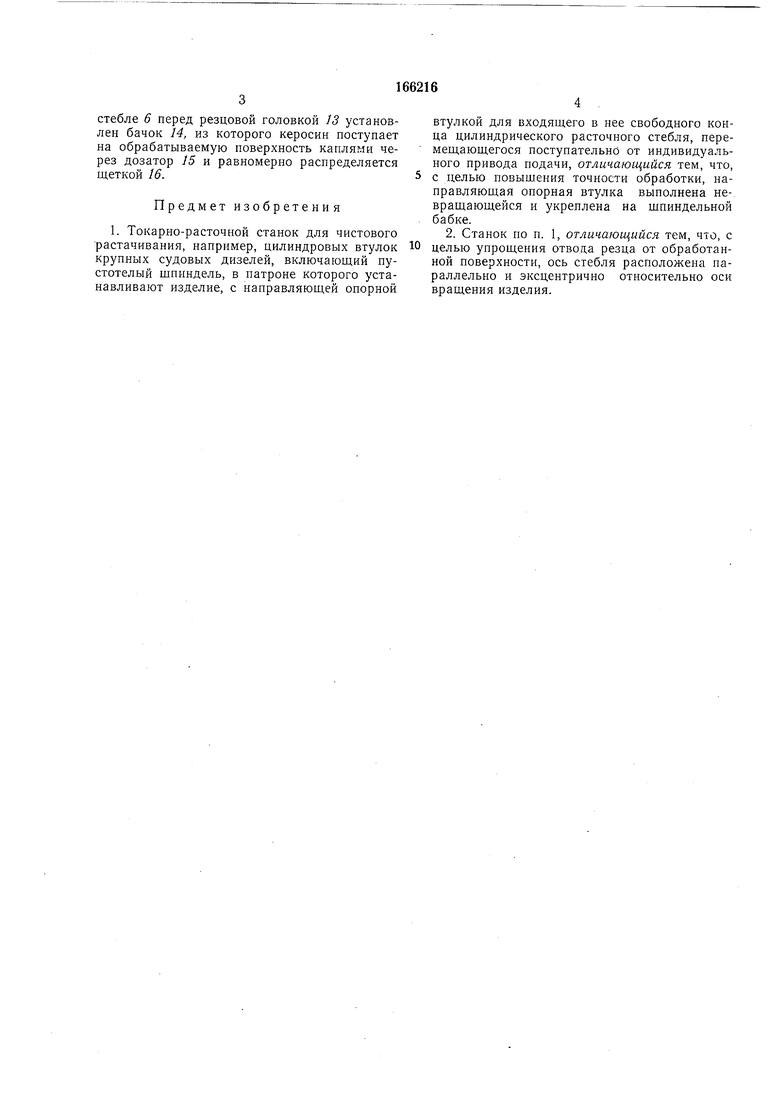
На фиг. 1 прпведена конструктивная схема станка; на фиг. 2 - поперечное сечение стебля станка по А-А на фиг. 1 (по месту установки резца); на фиг. 3-поперечное сечение стебля станка по Б-Б на фиг. 1 (по месту установки бачка с керосином).
Обрабатываемое изделие / устанавливается в патропе 2, люпете 3 и приводится во вращение шнипдельпой бабкой 4. На шпиндельной бабке установлена неподвижная опорпая втулка 5 расточного стебля 6, корпус которой проходит сквозь щпиндельпую бабку. Опора
7 расточпого стебля 6 установлена па станине 8. Стеблю, несущему расточной резец Я сообн 1ается поступательное движение от коробки подач 10 через винт, расположенный в
станине 5, и стеблевую бабку //.
Стебель 6 расположен параллельно оси изделия 1, но их оси взаимно смещены на величину Z. Отвод резца 9 от поверхности обрабатываемого изделия осуществляется путем
поворота стебля 6 на угол ф от индивидуального электропривода через червячную пару (на чертеже не изображена), смонтированную в стеблевой бабке //. Нри растачивании резец 9 располагают под углом 30° к горизонтальной плоскости. Этим обеспечивается примерпо вертикальное направлеппе равнодействующей PN сил резания. Одинаковые паправления равнодействующей сил резания и веса стебля обеспечивают постоянство выбора зазоров в одном направлении в 5аиравляющих стебля. При установке изделия / па стаиок стеблевая бабка 11 соединяется с опорой 7 посредством тяги 12 и они совместно перемещаются приводом коробки подач 10. Заданная точность и чистота иоверхности достигаются при растачивании широким резцом с подачей свыше 5 мм/об при глубине резания от 0,08 до 0,16 мм.
стебле 6 перед резцовой головкой 13 установлен бачок 14, из которого керосин поступает на обрабатываемую поверхность каплями через дозатор 15 и равномерно распределяется щеткой 16.
Предмет изобретения
1. Токарно-расточной станок для чистового растачивания, например, цилиндровых втулок крупных судовых дизелей, включающий пустотелый шпиндель, в патроне которого устанавливают изделие, с направляющей опорной
втулкой для входящего в нее свободного конца цилиндрического расточного стебля, перемещающегося поступательно от индивидуального привода подачи, отличающийся тем, что, с целью повышения точности обработки, направляющая опорная втулка выполнена невращающейся и укреплена на шпиндельной бабке.
2. Станок по п. 1, отличающийся тем, что, с целью упрощения отвода резца от обработанной поверхности, ось стебля расположена параллельно и эксцентрично относительно оси вращения изделия.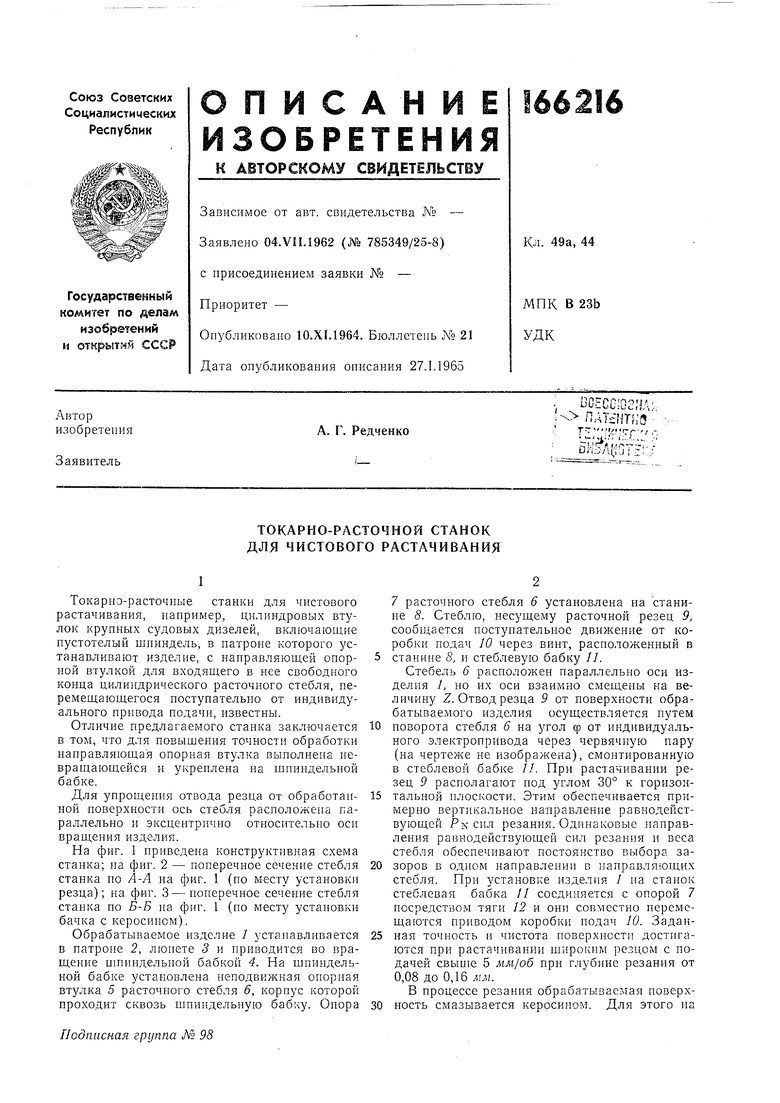
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| РАСТОЧНОЙ СТАНОК | 2001 |
|
RU2189295C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СТАНОК ДЛЯ РАСТАЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2397048C2 |