Известны станки для забивания игл в детали текстильных машин, например в иглонаборные планки и гребни, содержащие механизм ориентирования и поштучной подачи игл, желоб для вывода игл, канавки для их направления, замыкаемые иглой контакты, реле, включаемое контактами, забивающий иглы пуансон с электромагнитным приводом, включаемым реле, и механизмом шагового перемещения обрабатываемой детали.
В предлагаемом станке, с целью повышения точности его работы и увеличения производительности, применен в качестве механизма ориентирования и поштучной подачи игл подпружиненный конический вибробункер с выводящим иглы спиральным желобком, а в качестве механизма шагового перемещения обрабатываемой детали - механизм шагового перемещения, например, каретки пишущей мащины, снабженный подпружиненной рейкой и взаимодействующим с ней анкерным механизмом. Последний посредством рычажной передачи кинематически соединен с забнвающим пуансоном.
Для повышения надежности замыкания контактов очередной иглой контакты помещены в направляющей канавке, а для иглы к контактам установлен подпружиненный рычаг, взаимодействующий с горкой, закрепленной на заоивающем пуансоне, и с электромагнитным вариатором.
Для поворота иглы в направляющей канавке на 180° острым концом к обрабатываемой 5 детали под канавкой установлены два магнита, поворачивающие очередную иглу. С целью уменьшения шума при ограничении перемещения забивающего пуансона, последний шарнирно соединен с серьгой, соединенной шарнн0 ром с другой серьгой, поворотно установленной на неподвижной опоре.
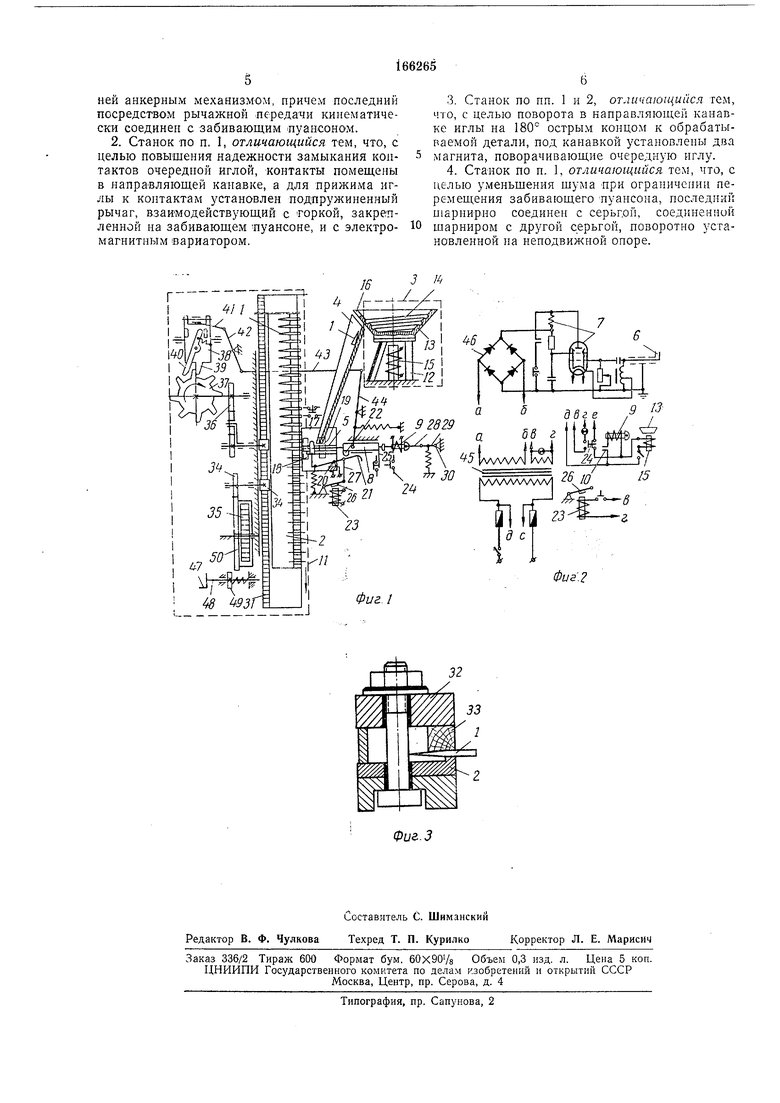
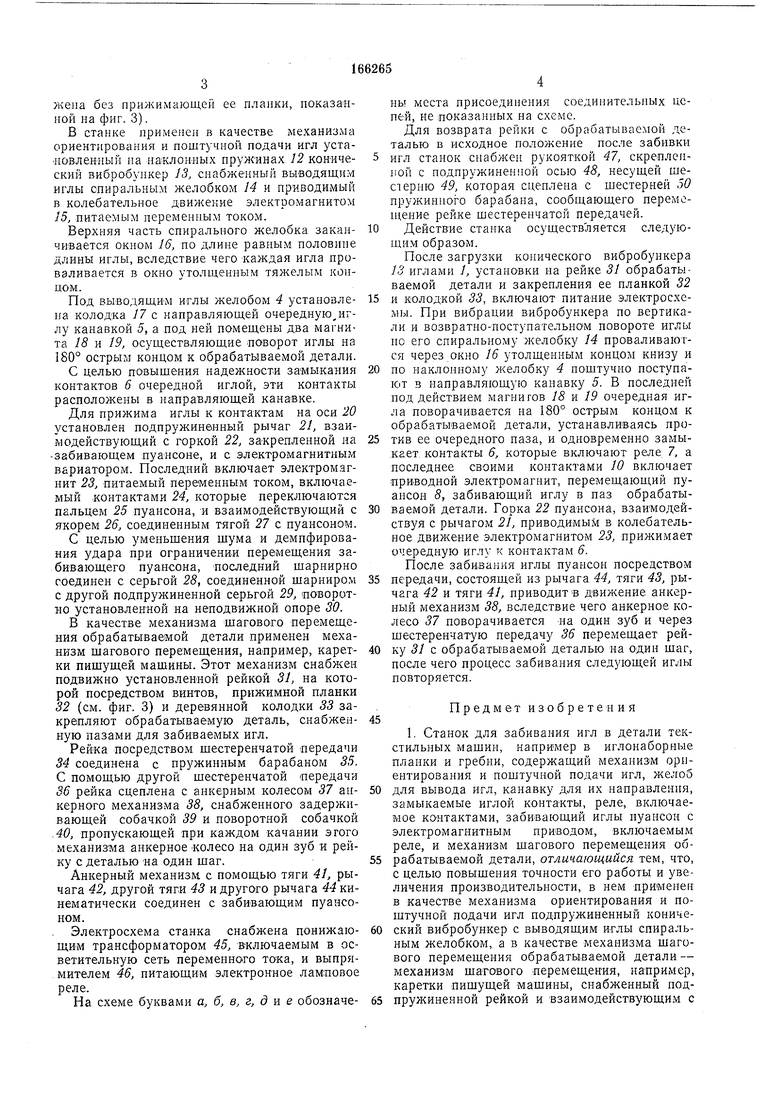
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2 - его электросхема; на фиг. 3 - иглонаборная планка (в сечении), закрепленная в механизме ее шагового перемещения.
Станок предназначен для забивания игл / в детали текстильных мащин, например иглонаборные планки 2 и гребни.
0 Станок содержит механизм 5 ориентирования и поштучной подачи игл, желоб 4 для вывода игл, канавку 5 для направления игл, замыкаемые очередной иглой -контакты 6 (см. фиг. 2), электронное ламповое реле 7,
5 включаемое этими контактами, пуансоя 8, забивающий очередную иглу в обрабатываемую деталь и снабженный электромагнитным приводом 9, включаемым контактами 10 реле, и механизм П шагового перемещения обрабатыжена без прижимающей ее планки, показаииой на фиг. 3).
В станке применен в качестве механизма ориентирования и поштучной подачи игл устаНовленный на наклонных пружинах 12 конический вибро-бункер 13, снабженный выводящим иглы спиральным желобком 14 и приводимый в колебательное движение электромагнитом j5, питаемым переменным током.
Верхняя часть спирального желобка заканчивается окном 16, по длине равным половине длины иглы, вследствие чего каждая игла проваливается в окно утолнденным тяжелым концом.
Под выводящиМ иглы желобом 4 установлена колодка 17 с направляющей очередную, иглу канавкой 5, а под ней помещены два ма1нита 18 и 19, осуществляющие поворот иглы на 180° острым концом к обрабатываемой детали.
С целью повышепия надежности за-мыкания контактов 6 очередной иглой, эти контакты расположены в направляющей канавке.
Для прижима иглы к контактам на оси 20 установлен подпружиненный рычаг 21, взаимодействующий с горкой 22, закрепленной на -забивающем пуансоне, и с электромагнитным вариатором. Последний включает электромагнит 23, питаемый переменным током, включаемый .контактами 24, которые переключаются пальцем 25 пуансона, и взаимодействующий с якорем 26, соединенным тягой 27 с пуансоном.
С целью уменьщения щума и демпфирования удара при ограничении перемещения забивающего пуансона, последний щарнирно соединен с серьгой 28, соединенной шарниром с другой подпружиненной серьгой 29, поворотно установленной на неподвижной опоре 30.
В качестве механизма шагового перемещения обрабатываемой детали применен механизм шагового перемещения, например, каретки пишущей машины. Этот механизм снабжен подвижно установленной рейкой 31, на которой посредством винтов, прижимной планки 32 (см. фиг. 3) и деревянной колодки 33 закрепляют обрабатываемую деталь, снабженную пазами для забиваемых игл.
Рей-ка посредством шестеренчатой передачи 34 соединена с пружинным барабаном 35. С помощью другой шестеренчатой передачи 36 рейка сцеплена с анкерным колесом 37 анкерного механизма 38, снабженного задерживающей собачкой 39 и поворотной собачкой -40, пропускающей при каждом качании эгого механизма анкерное -колесо на один зуб и рейку с деталью -на один шаг.
Анкерный механизм с помощью тяги 41, рычага 42, другой тяги 43 и другого рычага 44 кинематически соединен с забивающим пуансоном.
Электросхема станка снабжена понижающим трансформатором 45, включаемым в осветительную сеть переменного тока, и выпря. Мигелем 46, питающим электронное ламповое реле.
ны места присоединения соединительных цепей, не показанных на схеме.
Для возврата рейки с обрабатываемой деталью в исходное положение после забивки игл станок снабжен рукояткой 47, скрепленной с подпружиненной осью 48, несущей шестерню 49, которая сцеплена с шестерней 50 пружинного барабана, сообщающего переме1цение рейке шестеренчатой передачей.
Действие станка осуществляется следующим образом.
После загрузки конического вибробункера 13 иглами 1, устано-вки на рейке 31 обрабатываемой детали и закрепления ее планкой 32
и колодкой 33, включают питание электросхемы. При вибрации вибро-бункера по вертикали и возвратно-поступательном повороте иглы но его спиральному желобку 14 проваливаются через окно 16 утолщенным концом книзу и
по наклонному желобку 4 пощтучно поступают в направляющую канавку 5. В последней под действием магнигов 18 и 19 очередная игла поворачивается на 180° острым концом к обрабатываемой детали, устанавливаясь против ее очередного паза, и одновременно замыкает, контакты 6, которые включают реле 7, а последнее своими контактами 10 включает приводной электромагнит, перемещающий пуансон 8, забивающий иглу в паз обрабатываемой детали. Горка 22 пуансона, взаимодействуя с рычагом 21, приводимым в колебательное электромагнитом 23, прижимает очередную иглу к контактам 6. После забивания иглы пуансон посредством
передачи, состоящей из рычага 44, тяги 43, рычага 42 и тяги 41, приводит-в движение анкерный механизм 38, вследствие чего анкерное колесо 37 поворачивается на один зуб и через шестеренчатую передачу 36 перемещает рейку 31 с обрабатываемой деталью на один щаг, после чего процесс забивания следующей иглы повторяется.
Предмет изобретения
1. Станок для забивания игл в детали текстильных мащин, например в иглонаборные планки и гребни, содержащий механизм ориентирования и поштучной подачи игл, желоб
для вывода игл, канавку для их направлемпя, замыкаемые иглой контакты, реле, включаемое контактами, забивающий иглы пуансон с электромагнитным приводом, включаемым реле, и механизм щагового перемещения обрабатываемой детали, отличающийся тем, что, с целью повышения точности его работы и увеличения производительности, в нем применен в качестве механизма ориентирования и пощтучной подачи игл подпружиненный конический вибробункер с выводящим иглы спиральным желобком, а в качестве механизма шагового перемещения обрабатываемой детали - механизм шагового перемещения, например, каретки пишущей -машины, снабженный нодней анкерным механизмом, причем последний посредством рычажной передачи кинематически соединен с забивающим пуансоном.
2. Станок по п. 1, отличающийся тем, что, с целью повышения надежности замыкания контактов очередной иглой, контакты помещены в направляющей канавке, а для прижима иглы к контактам установлен подпружиненный рычаг, взаимодействующий с горкой, закрепленной на забивающем пуансоне, и с электромагнитным вариатором.
3.Станок по пп. 1 и 2, отличающийся тем, что, с целью поворота в направляющей канапке иглы на 180° острым концом к обрабатываемой детали, под канавкой установлены два магнита, поворачивающие очередную иглу.
4.Станок по п. 1, отличающийся тем, что, с целью уменьшения шума при ограничении перемещения забивающего пуансона, последний шарнирно соединен с серьг.ой, соединенной шарниром с другой серьгой, поворотно установленной на неподвижной опоре.
Физ: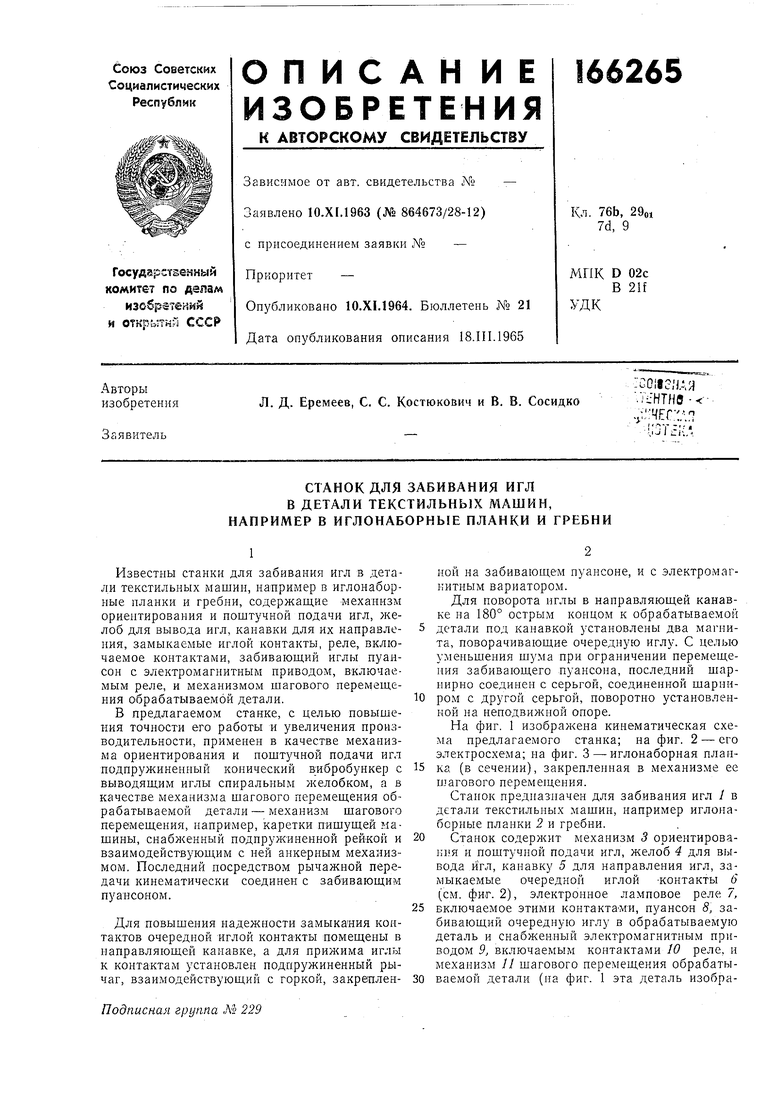
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НАБОРА ИГЛ В ПЛАНКИ | 1967 |
|
SU203517A1 |
| Устройство для набора игл | 1984 |
|
SU1252405A1 |
| СТАНОК ДЛЯ ЗАБИВАНИЯ ГРЕБЕННЫХ ИГЛ В ИГЛОНАБОРНЫЁ ПЛАНКИ | 1970 |
|
SU278483A1 |
| Установка для набора игл в кассету | 1982 |
|
SU1086036A1 |
| Станок для забивки в ленту игл | 1960 |
|
SU137878A1 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ И ПОШТУЧНОЙ ВЫДАЧИ игл к СТАНКАМ ДЛЯ ЗАБ1?ВАНИЯ ИГЛ В ИГЛОНАБОРНЫЕПЛАНКИ | 1970 |
|
SU259665A1 |
| АВТОМАТ ДЛЯ НАБОРА И ЗАБИВКИ ИГЛ В ОСНОВАНИЕ ИГОЛЬНОЙ ГАРНИТУРЫ | 1990 |
|
RU2061118C1 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| Устройство для маркировки радиодеталей | 1981 |
|
SU1018162A1 |
| Полуавтоматическая сборочная линиябЕССпуТНиКОВОгО ТипА | 1979 |
|
SU818822A1 |