| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2214322C2 |
| ИНДУКТОР ДЛЯ НАПЛАВКИ И ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2383109C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ, СОДЕРЖАЩЕЙ ГЛУХИЕ ПОЛОСТИ | 2014 |
|
RU2569872C1 |
| Способ индукционной наплавки сплава ПГ-СР2 на деталь из конструкционной стали | 2023 |
|
RU2828804C1 |
| Способ индукционной наплавки магнитных сплавов на основе железа и индукционно-канальная печь для индукционной наплавки магнитных сплавов на основе железа | 2021 |
|
RU2791023C1 |
| Способ индукционной наплавки | 1987 |
|
SU1465218A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТВЕРДОГО СПЛАВА НА СТАЛЬНУЮ ДЕТАЛЬ | 2012 |
|
RU2520879C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |
| Способ индукционной наплавки ферритных сплавов на тонкие металлические изделия | 2023 |
|
RU2829993C1 |
| Способ индукционной наплавки | 1991 |
|
SU1825698A1 |
Изобретение относится к наплавке, а именно к индукционной наплавке тонких листов. Цель изобретения - расширение технологических возможностей путем снижения коробления деталей. На участок детали 1, подлежащий наплавке, наносят шихту 2. Деталь помещают между находящимися одна над другой ветвями 3 и 4 индуктора 5, в зоне действия которого устанавливают внутреннюю границу размещения шихты 2. Затем включают индуктор 5 и нагревают участок детали в зоне размещения внутренней границы нанесения шихты. Шихта расплавляется, деталь перемещают в направлении периферийной детали и выводят из индуктора. За счет обеспечения более равномерного нагрева и рационального распределения тепла уменьшают внутренние температурные напряжения и снижают коробление деталей. 1 ил.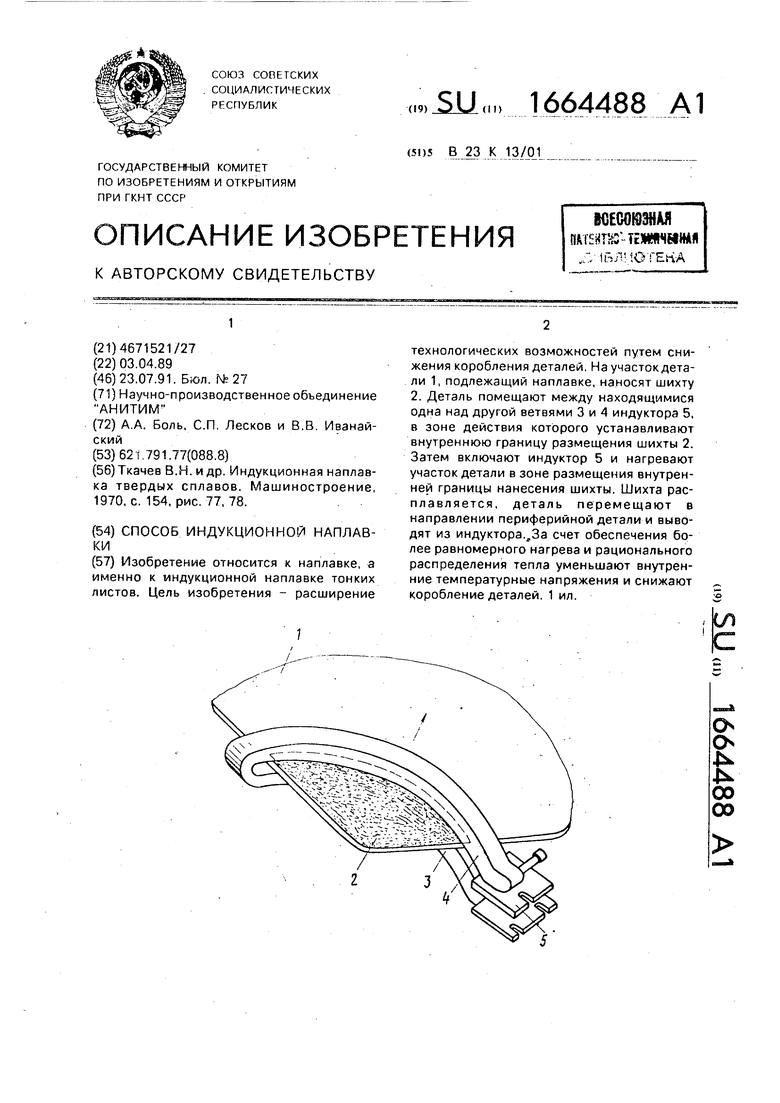
| Ткачев В.Н | |||
| и др | |||
| Индукционная наплавка твердых сплавов | |||
| Машиностроение, 1970, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Спускная труба при плотине | 0 |
|
SU77A1 |
