Изобретение может быть использовано при производстве различных рабочих органов сельскохозяйственных машин посредством упрочнения износостойкими сплавами изнашиваемых поверхностей подвергающиеся интенсивному абразивному изнашиванию.
Известно, применяемые в качестве упрочнения порошковые высоколегированные хромистые чугуны, которые должны иметь минимальную магнитную проницаемость. Это связано с тем, что наплавочная шихта частично «сбрасывается» с упрочняемой поверхности детали электромагнитным полем индуктора, размещенного в нем. (Богодухов, С.И. Упрочнение поверхности низкоуглеродистой стали самофлюсующимися твердыми сплавами / Машиностроение. - 2014. №3. - С. 19-26).
Поэтому ГОСТ 21448-75, параграф 2.5, рекомендует, что порошки из сплавов для индукционной наплавки на основе железа не должны быть магнитными.
С целью снижения воздействия магнитной проницаемости на металлическую часть наплавочной шихты для удержания ее на поверхности упрочняемой детали в процессе наплавки используют пасты, которую спекают на поверхности детали при температуре 540-560°С в течении 12 мин (Ткачев В.Н. Износ и повышение долговечности деталей сельскохозяйственных машин / Машиностроение, 1971 С. 164). Кроме того при нанесении шихты в виде пасты, а не порошков, исключается рассыпание основных легирующих компонентов, отвечающих за прочность, ударную вязкость и износостойкость наплавленного слоя (RU 2595180, 20.08.2016).
Таким же способом создают сплавы имеющие микроструктуру с пониженной магнитной проницаемостью, так например, из-за наличия аустенита в наплавляемом высоколегированном хромистом чугуне, его подвергают закалки с температуры 1140-1200°С (В.Н. Ткачев износ и повышение долговечности деталей сельскохозяйственных машин / Машиностроение, 1971 С. 164).
Использование для упрочнения изнашиваемых поверхностей деталей порошковых не магнитных материалов, значительно уменьшает трудоемкость процесса индукционной наплавки деталей работающих в условиях интенсивного абразивного изнашивания, однако значительно сужает возможность применения порошковых сплавов с высокой магнитной проницаемостью.
Известен способ (аналог патент RU №2090326, С1 20.09.1997), где цилиндрическую заготовку предварительно нагревают до температуры 300-400°С. Шихту, в составе которой есть борсодержащие флюсы и магнитные составляющие (крупка, соединение порошкового материала на основе железа), насыпают на поверхность заготовки и формируют специально спрофилированным тромбовочным скребком. Шихта припекается к поверхности детали за счет флюсовой части.
Недостатком известного технического решения состоит в значительной трудоемкости в организации процесса индукционной наплавки, в том числе из-за магнитных порошковых материалов состоящей в необходимости в формировании наплавочной шихты, при определенной температуре, на упрочняемой поверхности детали.
За прототип выбран способ индукционной наплавки, описанный в работе индуктора для односторонней непрерывно-последовательной наплавки внешним полем), заключающийся в том, что наплавляемую заготовку, перемещающуюся под индуктором, предварительно нагревают пассивным витком, а основной нагрев до расплавления шихты в другой части индуктора (патент RU 2026610, 09.01.1995).
Недостатком такого способа наплавки является то, что его технология предусматривает предварительный подогрев наплавляемой шихты на упрочняемой заготовке за счет воздействия электромагнитного поля индуктора. Однако при этом происходит частичное сбрасывание металлической части шихты с упрочняемой поверхности, что значительно сужает возможность использование магнитных порошковых материалов.
Известна индукционная канальная печь для наплавки магнитных сплавов на основе железа, содержащая корпус, зону нагрева, тигель, магнитопровод (SU 1722121, 30.11.94). Недостатком данного устройства является то, что наплавочная шихта частично «сбрасывается» с упрочняемой поверхности заготовки электромагнитным полем индуктора.
Наиболее близким к предлагаемому устройству является индукционная печь для наплавки магнитных сплавов на основе железа, содержащая корпус, цилиндрический индуктор, тигель, магнитопровод и последовательно расположенные две индукционные катушки (RU 2083938, 31.05.94).
Недостатком данного устройства является то, что в нем невозможно одновременно размагнитить и качественно наплавить магнитный сплав на основе железа.
Задачей решаемой предлагаемой группой изобретений является возможность использование порошков из магнитных сплавов на основе железа для индукционной наплавки и снижение трудоемкости процесса.
Технический результат достигается за счет размагничивания магнитного порошка, на основе железа перед расплавом путем помещения его в полый графитовый сердечник.
Поставленная задача решается следующим образом. В способе индукционной наплавки магнитных сплавов на основе железа, с нанесением на упрочняемую поверхность заготовки в виде шихты, представляющей собой порошок и последующее расплавление высокочастотным полем индуктора, первоначально упрочняемую заготовку с нанесенной на ее упрочняемую поверхность шихтой упрочняемого материала размещают в полом графитовом сердечнике, установленном в первой зоне индукционной канальной печи, и нагревают упрочняемую заготовку до температуры 770-790° при обеспечении поглощения высокочастотного магнитного поля полым графитовым сердечником, а затем упрочняемую заготовку с шихтой перемещают во вторую зону индукционной канальной печи и производят расплав упрочняющего материала.
В устройстве в индукционной канальной печи для индукционной наплавки магнитных сплавов на основе железа содержащей цилиндрический индуктор с двумя зонами нагрева, первая зона нагрева имеет диаметр цилиндрического индуктора больше индуктора второй зоны нагрева, при этом внутри индуктора первой зоны нагрева размещен полый графитовый сердечник, выполненный с возможностью размещения в нем упрочняемой заготовки.
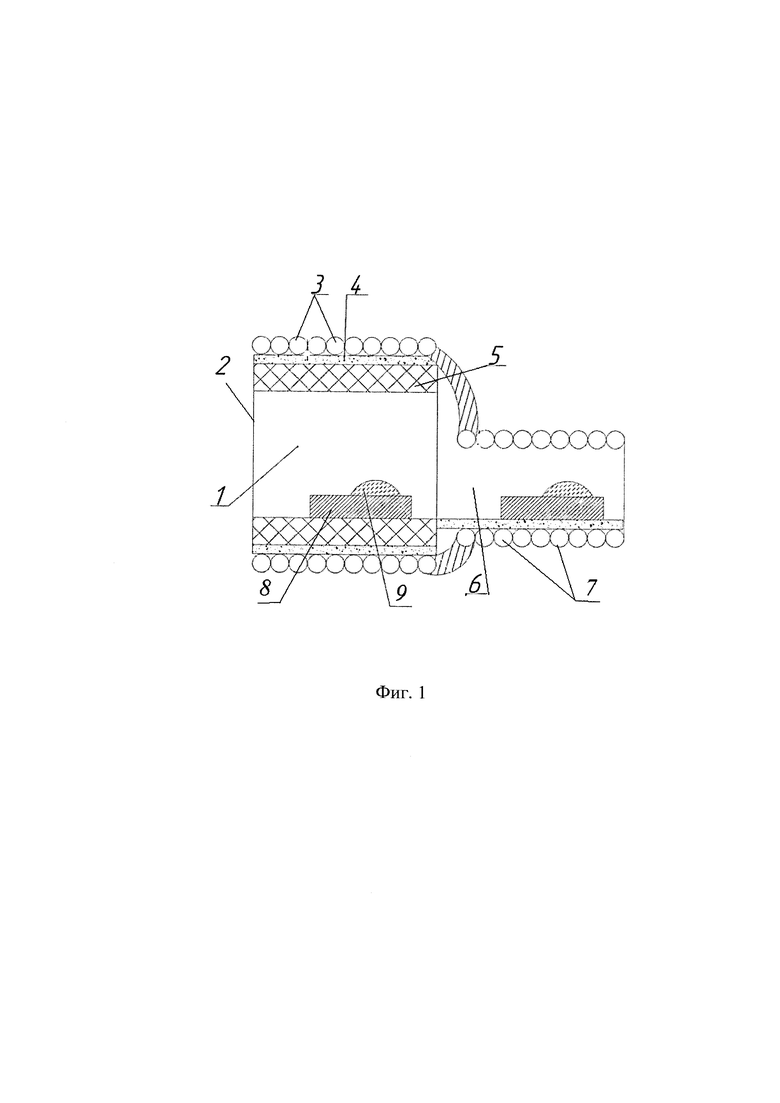
На фиг. 1 - Схема индукционной канальной печи состоящей из двух зон нагрева.
Индукционная двухканальная печь состоит из первой зоны нагрева 1, цилиндрического индуктора 2, охваченного магнитопроводом 3, изолированного асбестовой изоляцией 4, от полого графитового сердечника 5, выполненного с возможностью размещения в нем упрочняемой заготовки.
Вторая зона 6 индукционной канальной печи размещена за первой и выполнена с магнитопроводом 7 меньшего диаметра. Внутри полого графитового сердечника 5 размещают с возможностью перемещения наплавляемую заготовку 8 с наплавочной шихтой 9.
Реализация способа осуществляется следующим образом. Цилиндрический индуктор состоящий из двух зон 1 и 6 подключен к инвертору ЭЛСИТ 70/40 (на рис. не показан). В зоне 1 двух-зонного индуктора 2 размещен магнитопровод 3 и изолированный от него асбестовой изоляцией 4 полый графитовый сердечник 5 нагретый до температуры 770°С. Температуру нагрева поверхности наплавляемой заготовки 8 определяли хромель-алюмелеевой термопарой (на фиг. не показано) с насыпанной на нее наплавочной шихтой 9. помещали в полый графитовый сердечник 5 выполненный с возможностью размещения в нем упрочняемой заготовки и осуществляли нагрев шихты и заготовки в течение 60 сек. После установки заготовки с шихтой в полый графитовый сердечник включается источник питания и нагревает его переменным магнитным полем. Установленная в нем заготовка подвергается воздействия электромагнитного поля и нагревается до температуры 740-790°С за счет тепла создающего графитовым сердечником. Затем образец с наплавочной шихтой перемещают во вторую зону 6 цилиндрического индуктора с магнитопроводом 7 и производят расплавление упрочняемого сплава.
Изобретение иллюстрируется следующими примерами.
Пример 1. Образцы для индукционной наплавки в цилиндрическом индукторе 2 состоящим из двух зон 1 и 6, готовили следующим образом: из проката стали 65Г толщиной 8 мм вырезались заготовки 20*60 мм в количестве 10 шт; состав наплавочной шихты состоял из порошка 85% высоколегированного хромистого чугуна марки ПГ-УС25, ГОСТ 244878 и 15% флюса марки П-066;%; наплавочную шихту перед насыпкой на поверхность детали в течении 15 мин перемешивали в биконусном смесителе: приготовленную наплавочную шихту специальным дозатором наносили на упрочняемую поверхность высотой 3 мм шириной 20 мм и длиной 25 мм.
Подготовленную заготовку для наплавки помещали в цилиндрический индуктор подключенный к инвертору марки ЭЛСИТ-70/40.
Цилиндрический индуктор состоит из двух зон. В первой зоне индуктора 1 располагается полый графитовый сердечник 5 прямоугольной формы (внутренние размеры:40*40*60) с толщиной стенки 6 мм в котором образец нагревается до температуры 770-790°С. Указанный температурный интервал нагрева в первой зоне индуктора с индукционно-графитовым нагревателем устраняет магнитные свойства упрочняемой заготовки и наплавочной шихты.
При нагреве заготовки и шихты, например до температуры 760°С, а не до 770°С, происходит частичное сбрасывание наплавочной шихты. Нагрев наплавочной шихты и образца до температуры 800°С, а не до 790°С увеличивает время нагрева на 4-5%.
Экспериментально установлено у высокохромистых белых чугунов магнитные свойства исчезает при температуре, 750°С, а железоуглеродистых сплавов при 768°С. Вторая зона индуктора выполнена в виде овала, в которую перемещается заготовка после нагрева в графитовом сердечнике. Измерение температуры осуществляли следующим образом. После предварительной калибровки хромельалюмелеевую термопару (диаметром 0,2 мм), приваривали к заготовке (конденсаторной сваркой, на фиг. не показана) и ее подключали к АЦП К57ПВ1А и осуществляли считывание. Оцифровку и передачу на персональную ЭВМ (с установлением на ней ПО регистрации данных - АСД.com, и чтения данных и калибровки устройств АДС.med, функционирующем в системе Matkhcad) ее показаний со скоростью 36 сек-1 позволило фиксировать быстропротекающий процесс нагрева поверхности заготовки.
Таким же образом готовился второй состав шихты состоящий из железного порошка ПЖВ1.450.26. ГОСТ 9849-86 - 85% и флюса П-066 15%, который так же как и первый состав наплавочной шихты нагревался до тех же температур в индукторе состоящем из двух зон как и первый.
Сбрасывание наплавочной шихты не происходило содержащей как, высоколегированный хромистый чугун, так и железный порошок.
Пример 2. Наплавочную шихту состоящую из двух составов из сплава ПГ-УС25 и железного порошка марки ПЖВ1.450.26. ГОСТ 9849-86 (флюс один и тот же) как и в первом примере, насыпали на подготовленные заготовки. Нагрев и расплавление вели в индукторе подключенному к инвертору ЭЛСИТ-70/40, на одинаковых режимах.
При содержании в шихте высоколегированного порошкового чугуна ПГ-УС25, после включения инвертора внутри цилиндрического индуктора возникает переменное магнитное поле. Наплавляемая шихта с упрочняемой заготовкой находящаяся между ветвями индуктора «встряхивается» после включения источника питания и шихта просыпается (5-7%) независимо от степени намагничивания материалов.
В случае с железным порошком шихта сбрасывается до 50% с металлической заготовки.
Таким образом, предлагаемый способ с предварительным подогревом заготовки и наплавочной шихты в двух зонах индуктора, одна из которых имеет графитовый пустотелый сердечник, позволяет расширить номенклатуру порошковых материалов для индукционной наплавки. Упрощает организацию технологического процесса индукционной наплавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной наплавки ферритных сплавов на тонкие металлические изделия | 2023 |
|
RU2829993C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ ЧУГУНОВ | 2014 |
|
RU2568036C2 |
| Шихта для индукционной наплавки износостойкого сплава | 2020 |
|
RU2755913C1 |
| Способ определения технологической температуры плавления шихты при индукционной наплавке | 2019 |
|
RU2714522C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2014 |
|
RU2561560C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2015 |
|
RU2631565C2 |
| Способ индукционной наплавки | 1987 |
|
SU1461607A1 |
| Способ индукционной наплавки сплава ПГ-СР2 на деталь из конструкционной стали | 2023 |
|
RU2828804C1 |
| Способ индукционной наплавки | 1987 |
|
SU1465218A1 |
| СПОСОБ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 2000 |
|
RU2192947C2 |
Изобретение относится к области металлургии и может быть использовано при упрочнении изнашиваемых поверхностей рабочих органов сельскохозяйственных машин износостойкими сплавами. Способ индукционной наплавки магнитных сплавов на основе железа включает нанесение шихты магнитного сплава в виде порошка на упрочняемую поверхность заготовки и его последующее расплавление высокочастотным полем индуктора. Индукционная канальная печь для наплавки содержит цилиндрический индуктор (2) с двумя зонами нагрева. Первая зона (1) нагрева имеет диаметр цилиндрического индуктора больше диаметра индуктора второй зоны (6). Внутри индуктора первой зоны размещен полый графитовый сердечник (5). Заготовку с нанесенной шихтой размещают в графитовом сердечнике в первой зоне (1) и нагревают до температуры 770-790°С при поглощении высокочастотного магнитного поля графитовым сердечником, что обеспечивает размагничивание шихты магнитного сплава. Затем заготовку с шихтой перемещают во вторую зону (6) печи, где шихту расплавляют. Обеспечивается использование порошков из магнитных сплавов на основе железа для индукционной наплавки за счет исключения их сбрасывания с упрочняемой поверхности заготовки. 2 н.п. ф-лы, 1 ил., 2 пр.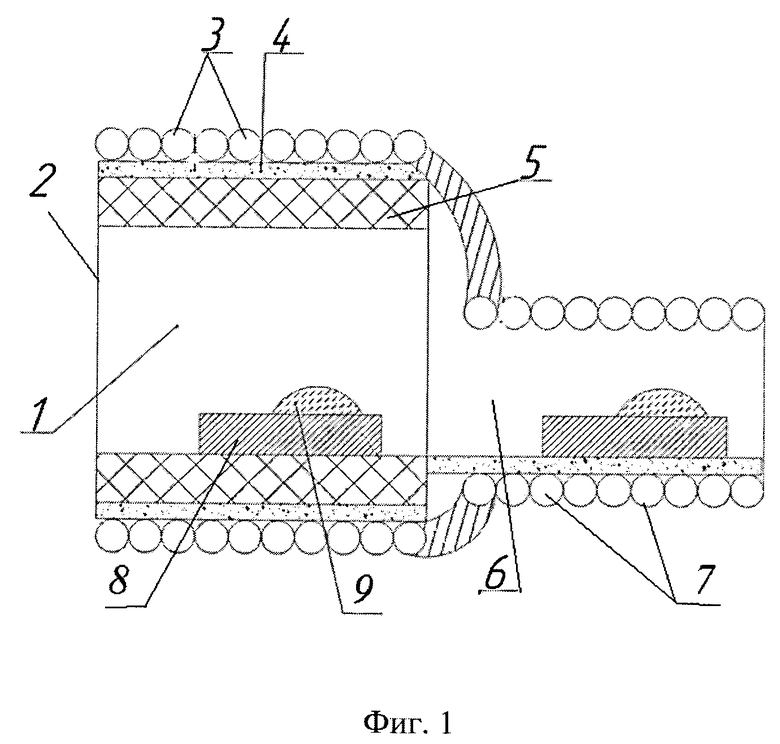
1. Способ индукционной наплавки магнитных сплавов на основе железа, включающий нанесение их на упрочняемую поверхность заготовки в виде шихты, представляющей собой порошок, и последующее расплавление высокочастотным полем индуктора, отличающийся тем, что первоначально упрочняемую заготовку с нанесенной на ее упрочняемую поверхность шихтой упрочняемого материала размещают в полом графитовом сердечнике, установленном в первой зоне индукционной канальной печи, и нагревают упрочняемую заготовку до температуры 770-790°С при обеспечении поглощения высокочастотного магнитного поля полым графитовым сердечником, а затем упрочняемую заготовку с шихтой перемещают во вторую зону индукционной канальной печи и производят расплав упрочняющего материала.
2. Индукционная канальная печь для индукционной наплавки магнитных сплавов на основе железа, содержащая цилиндрический индуктор с двумя зонами нагрева, отличающаяся тем, что первая зона нагрева имеет диаметр цилиндрического индуктора больше диаметра индуктора второй зоны нагрева, при этом внутри индуктора первой зоны нагрева размещен полый графитовый сердечник, выполненный с возможностью размещения в нем упрочняемой заготовки.
| ИНДУКТОР ДЛЯ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ НАПЛАВКИ ВНЕШНИМ ПОЛЕМ | 1992 |
|
RU2026610C1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1984 |
|
RU1722121C |
| 0 |
|
SU74323A1 | |
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ МАССИВНЫХ ЗАГОТОВОК | 1989 |
|
RU2022702C1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ БИМЕТАЛЛИЗАЦИИ ВТУЛОК | 1996 |
|
RU2103109C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМОНТАЖА ШИН АВИАКОЛЕС | 1972 |
|
SU402270A1 |
| Устройство для измерения временных интервалов в условиях помех | 1976 |
|
SU642655A2 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |

